一种新型刀具在钢板双面坡口加工中的应用
2015-05-08南车株洲电力机车有限公司湖南412001段清臣陈积翠郭建勋
南车株洲电力机车有限公司 (湖南 412001) 段清臣 陈积翠 郭建勋

X形坡口(俗称“双面坡口”)是电力机车车体底架盖板焊接常用的接头形式,用于减少焊接变形,提高焊接质量。
盖板双面坡口的加工由于其产品结构的特殊性,存在作业过程不安全以及加工效率低等问题,一直是制约车间产能发展的瓶颈。
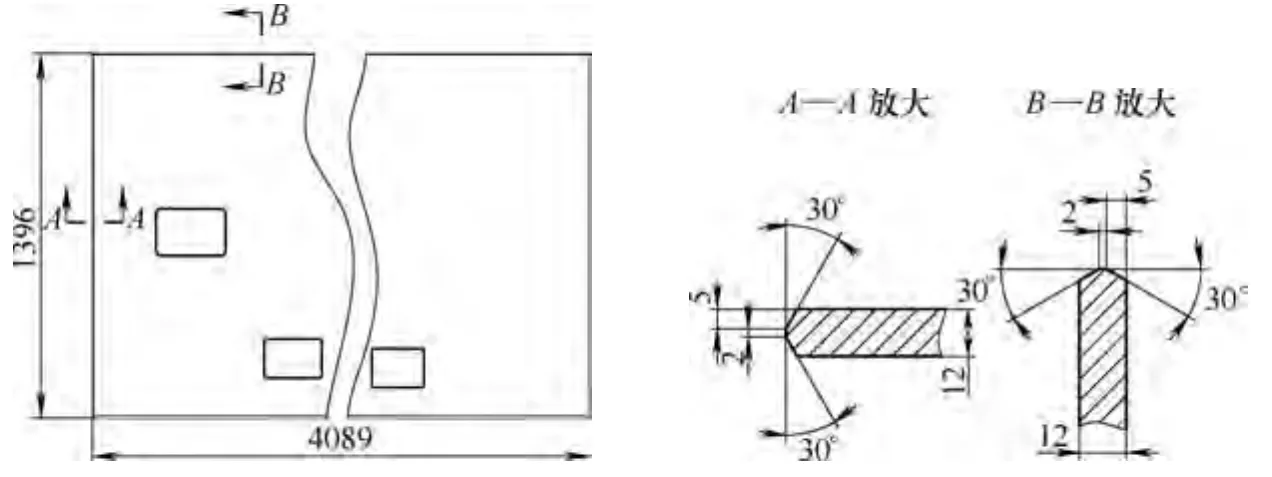
图1 盖板结构示意图

图2 盖板翻边图
1. 现有加工工艺及问题分析
盖板结构如图1所示。盖板材质为12mm的低温压力容器钢板16MnDR,长宽尺寸分别为4 089mm、1 396mm,需加工两长边及两短边30°双面坡口,钝边尺寸为2mm。
通常,平板类配件双面坡口在数控铣床加工的加工工艺为:①使用普通坡口铣刀加工一面。②翻面。③加工另一面。存在以下两个问题:
(1)存在安全隐患。由于盖板尺寸较大(4 091mm×1 394mm)、单质量较大(500kg),使用钢丝绳配合天车进行翻面作业时,在翻面的临界状态下,板料突然下坠产生较大的冲击力作用于钢丝绳,存在安全隐患。
(2)加工效率偏低。盖板四边均有双面坡口,翻边(见图2)后重复上料、定位装夹,导致生产辅助时间过长,加工效率较低。
因此,可设计一种新结构形式的坡口铣刀,通过一次走刀完成上下两面坡口的加工,消除翻边作业风险,提高加工效率。
2. 刀具优化设计
坡口铣刀是金属切削行业加工板料坡口所常用的一种刀具。在刀具设计时,根据所加工板料坡口的角度θ,通过调整刀具主偏角kr,实现板料坡口的加工。
结合现有单面坡口铣刀的结构(见图3),创造性地提出了一种可一次走刀完成双面坡口加工的铣刀结构方案(见图4)。从结构上看,就是将两把单面坡口铣刀在顶端联接起来。加工时,上部切削刃完成正面坡口加工,下部切削刃完成反面坡口加工,实现单次走刀完成板料双面坡口加工的设想。
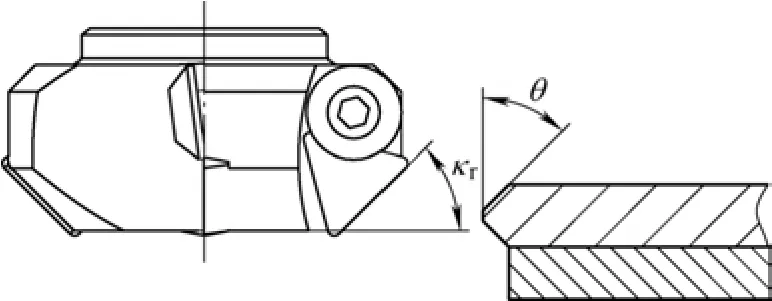
图3 单面坡口铣刀结构及加工示意图

图4 双面坡口铣刀结构及加工示意图

图5 A型铣刀结构示意图

图6 A型铣刀实物

图7 装夹示意图

图8 A型铣刀加工图
3. 第一代双面坡口铣刀应用
(1)刀具结构。明确刀具设计思路及方案后,我们与刀具制作商联系,制作了第一代双面坡口铣刀(后文称“A型铣刀”)。
A型铣刀结构如图5、图6所示。从刀体结构上来看,A型铣刀为立装结构(刀片切向排列),上下两排共32个刀片槽错位排列。刀体最大直径170mm,刀体厚度65mm;所使用刀片分左右两种,型号分别为LZYB098X及LZYB098XL;配套刀柄型号BT50-XM40-75,该刀具实际安装重量(含刀柄)为11.5kg。
(2)刀具使用效果。该刀具交付车间使用后,我们立即着手开展刀具切削试验。如图7、图8所示,盖板类配件加工双面坡口时,配件下面采用专用垫板垫高20~30mm,同时将配件加工边伸出垫板30~40mm,以避免垫板、机床工作台与刀具发生碰撞。
根据刀具厂商提供的理论切削参数,结合机床状况及配件装夹状态,经过反复切削试验,最终将该刀具的基准切削参数确定为:转速n=350r/min,进给速度vf=700mm/min。同时,获得了刀片单个切削刃的切削寿命为62.2m。
新刀具投入使用后,盖板类配件在车间的单件加工时间由原来的45min降至30min,加工效率提高了30%以上。
(3)存在的问题。A型铣刀从功能上基本实现设计意图,但随着此类型配件的大批量投产,该刀具暴露出的一些问题影响了加工效率的进一步提升。总结起来有以下几点:
刀具自重大。盖板类配件双面坡口的纯加工时间较短,加之部分盖板两端双面坡口角度不同时进行换刀,而该刀具的安装重量(含刀柄)达11.5kg,操作工进行频繁换刀消耗了大量体力,影响其作业情绪。
加工振动较大。由于刀具直径为170mm,加工时主轴轴线离切削部位较远(85mm),悬伸较长,易造成主轴在加工中因刚性不足出现振动,影响坡口表面质量;同时,剧烈的加工振动降低了刀具的使用寿命,对机床的精度和使用寿命也有影响。
换刀片繁琐。该刀具上下共安装有32个刀片,在切削状态稳定的情况下,相同位置切削刃的磨损程度基本一致。当切削刃出现较深磨损时,大量换刀片耗时较长。
因此,我们决定从减少刀具自重及消除加工振动两个方面入手对刀具结构进行优化。具体如下:①将刀具直径由170mm减小至100mm以内,从根本上减轻重量。②缩短主轴与切削部位的距离,缩短刀具悬伸,增加其刚性,进而减少加工振动。③将刀体结构由立装改为平装,提升刀具容屑空间,减少刀槽数量,以适应盖板类配件轻快切削的加工状况,同时减少更换刀片数量。
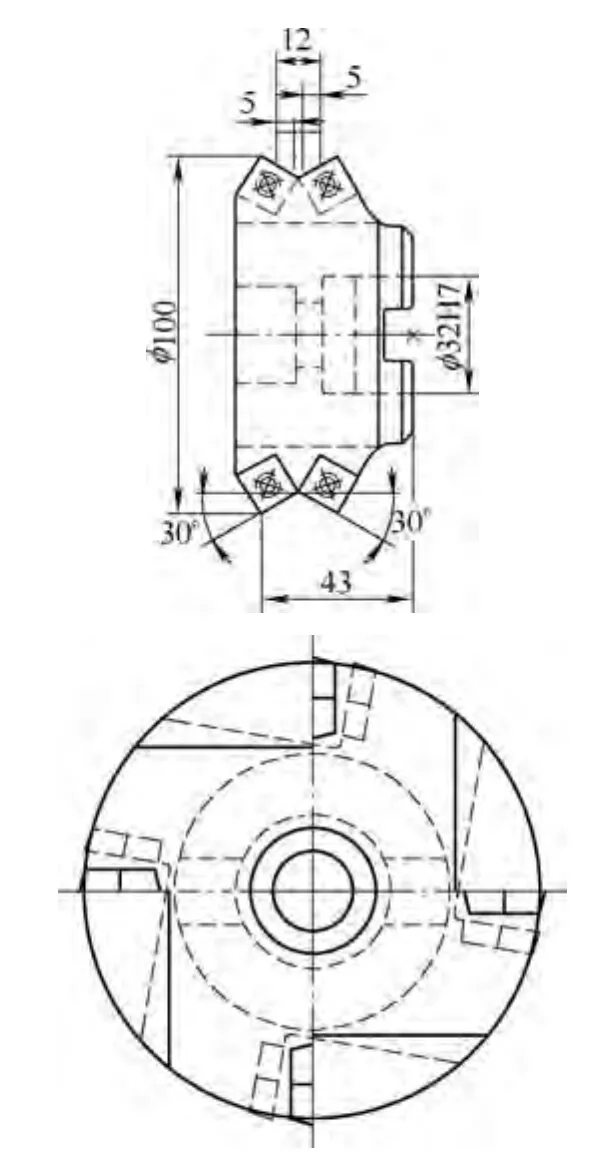
图9 B型铣刀结构示意图
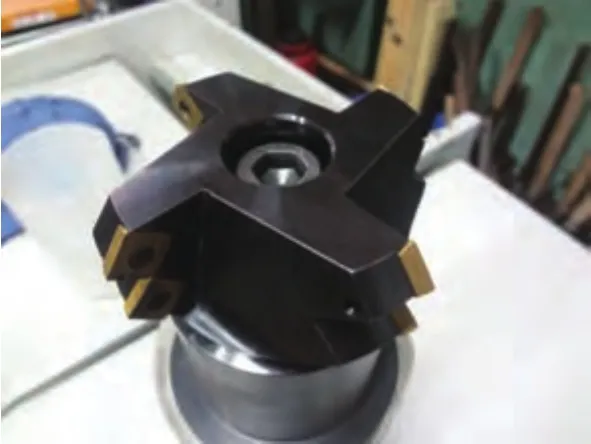
图10 B型铣刀实物
4. 第二代双面坡口铣刀应用
(1)刀具结构。确定刀具优化方向后,我们与刀具制作商联系,制作了第二代双面坡口铣刀(后文称“B型铣刀”)。
从刀体结构上来看,B型铣刀(见图9、图10)采取刀片平装结构,上下两排共8个刀片槽等距排列;刀体最大直径100mm,刀体厚度43mm;所使用刀片型号为SPMT 120408-WH;配套刀柄型号BT50-XM32-75,该刀具实际安装重量(含刀柄)为7.5kg。
(2)刀具使用效果。该刀具采购到位后,我们立即着手开展切削试验,获取了合适的切削参数及刀片使用寿命。同时,对前后两个方案的刀具分别从结构、切削参数、经济性上进行了全面的对比。
由表1可知,优化后刀具安装重量由之前的11.5kg减至7.5kg,减重近35%;同时,刀片安装数量由32片减至8片,大大降低了操作者的劳动强度。
由表2可知,优化后刀具转速由350r/min提升至800r/min,进给速度由750mm/min提升至1 000mm/min,加工效率提升了33%左右。同时,优化后刀具轴线距加工边的距离由85mm减少至50mm,有效地降低了因装夹状况不良造成的切削振动,既保证了坡口面的加工质量,又避免了机床精度及使用寿命的降低。
由表3可知,优化后盖板类配件双面坡口的每米加工成本由4.9元降至3.2元。
5. 结语
双面坡口铣刀实现了“一次走刀完成盖板双面坡口加工”的设计意图,消除了因翻边而产生的安全隐患,提高盖板类配件的加工效率,降低制造成本。目前,该结构铣刀已获得国家实用新型发明专利授权。

表1 刀具结构对比

表2 刀具切削参数对比

表3 刀具使用成本对比