套筒零件内圆弧槽车加工工艺及夹具设计
2015-05-08沈阳工学院辽宁110005李银玉
沈阳工学院 (辽宁 110005) 李银玉 吴 敬
1. 零件尺寸分析及工艺安排
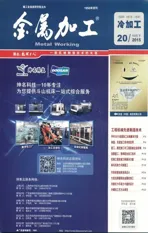
某公司承接一批套筒零件,如图1所示,材质为42CrMo。该零件总长350mm,两端长度40m m,外圆直径φ118m m,中间部位是四方形,对边尺寸104mm,内孔直径是90mm,且为通孔,在通孔里分别要加工4个R25m m的圆弧槽,两槽夹角90°。该零件尺寸精度不高,φ118mm外圆表面粗糙度值Ra=0.8μm,其他部位表面粗糙度值是Ra=1.6μm。
该零件关键加工点是:φ118mm直径外圆表面粗糙度值Ra=0.8μm,需要磨削加工;内孔4个R25mm圆弧槽加工需要重点考虑。原加工工艺是零件所有尺寸均加工完成后,再用铣床加工R25mm圆弧槽。由于该零件数量多,铣床加工有限,影响加工效率。于是决定设计工装夹具采用车床进行加工,具体加工工艺为:下料→调质处理→粗、精车外圆和内孔→铣四方→粗磨、精磨φ118mm外圆表面→采用夹具车加工内孔R25mm内圆弧槽。
2. 专用夹具设计
(1)夹具总体结构设计。依据零件结构特征,专用夹具设计总体思路为:零件固定在车床床身上,利用车床主轴转动带动刀杆转动,铣加工R25mm内圆弧槽,每个槽之间夹角为90°,零件每加工1个槽后,旋转90°,再加工下一个槽。内圆弧槽尺寸R25mm,为此设计直径为50mm的盘形铣刀。主轴转动带动铣刀转动,实现铣削加工;车床大拖板移动,带动零件移动,实现进给;夹具采用上、下V形铁,实现零件定位和夹紧;主轴自定心卡盘夹紧刀杆首端,尾座顶尖顶住刀杆尾端,保证刀杆的稳定性。

图1 筒体零件结构示意图
夹具大体由3部分组成,如图2所示。①刀杆部分:由自定心卡盘夹紧首端,尾部安装盘形铣刀,尾部端面由车床顶尖顶住。②定位夹紧部分:由两组上、下V形铁组成,下V形铁作为零件定位,上V形铁作为零件夹紧,上、下V形铁用螺栓固定后,将零件锁紧。两组V形定位夹紧装置固定在车床床鞍。③顶尖部分:利用车床本身顶尖装置,采用莫氏4号锥度顶尖。
(2)夹具主要零件设计。①刀杆:设计成阶梯轴,刚性好。刀杆首端直径为40mm,安装铣刀处刀杆直径为22mm,铣刀安装后采用定位套定位,用M16螺栓拧紧锁住,铣刀与轴采用键联接。②V形铁:因加工内圆弧槽时,零件外圆已加工完四方,故采用上、下V形铁定位夹紧,V形铁夹角与零件2个四方相邻平面夹角设计相同角度90°,每加工1个R25mm圆弧槽,将上V形铁抬起,零件旋转90°,紧固后再加工另一个槽。车床上中滑板、刀架及小滑板等均拆下,保留床鞍。两组下V形铁固定在床鞍上,依靠床鞍沿轴向移动,实现零件加工进给。下V形铁设计高度依据零件中心高度低于刀杆旋转中心高度来确定,两中心距离为100÷2-25=25(mm)。为保证两组下V形铁尺寸一致,其在整体加工之后,锯开两件。V形铁两端面加工要求光滑平整,且平行。③零件夹紧:零件放在下V形铁上,由90°两平面定位,上V形铁压住零件另2个90°平面。上、下V形铁由两侧的螺栓和螺母紧固夹紧。④顶尖:为保证零件能顺利沿轴向移动,加长顶尖杆长度,使顶尖能进入零件内孔中,保证铣刀能通过零件内孔。
(3)铣刀设计。铣刀设计成三面铣刀,齿数为16齿,刀盘直径设计成50mm,宽8mm,内孔与刀杆配合孔直径22mm。圆周刃刀具角度为前角15°±2°,后角12°±2°,刃带宽1.2mm,容屑槽夹角6°。端刃刀具角度为前角0°,后角6°±2°,刃带宽1.2mm,容屑槽夹角60°。
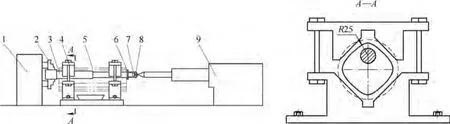
图2 车床加工及夹具使用示意图
3. 夹具使用
(1)将刀杆首端装卡在车床自定心卡盘上,尾端顶上顶尖,用千分表找正。
(2)将两下V形铁设置在车床大拖板燕尾面的两端,以下V形铁端面为基准找正,保证V形铁端面与车床主轴轴心线垂直,确定两下V形铁相对位置,保证两下V形铁中心线一致,且与车床主轴中心线平行共面垂直于水平面。锁紧下V形铁于床鞍上。
(3)移开尾端顶尖,将零件穿过刀杆,落在2个下V形铁上,压上上V形铁,用螺栓固定。
(4)将铣刀安装在刀杆φ22mm直径处,安装定位套,用螺母锁紧。
(5)加工时,将顶尖顶住刀杆尾端,车床主轴转动带动铣刀转动,进行铣削,床鞍轴向移动带动零件移动实现进给,零件从左至右移动,完成1个圆弧槽加工。将上V形铁抬起,零件旋转90°。铣刀开始加工另一个圆弧槽。
4. 结语
该工艺方案的实施,不仅满足了加工批量的要求,也保证了产品质量,同时扩大了车床的使用范围,使零件加工内圆弧槽全部在铣床加工变为车床加工,解决了生产难题,提高了生产效率。