大直径薄壁铝合金圈的加工
2015-05-08齐齐哈尔二机床集团有限责任公司黑龙江161005尹相辉
齐齐哈尔二机床(集团)有限责任公司 (黑龙江 161005) 尹相辉
1. 大直径薄壁铝合金圈加工难点分析
大直径薄壁铝合金圈在垂直于圆周上进行钻孔是机械加工中经常面临的情况。目前大都采用大型机床加上附件加工此类零件,原因主要有以下几方面:
(1)大直径薄壁铝合金圈直径通常在6m左右,在水平放置的情况下,一般设备的加工范围达不到。
(2)若工件竖直放置,则需要借助大型工装,即5m以上的弯板(成本高、制造周期长),将其小心吊装并把合在弯板上,利用卧式铣镗床配合机床附件进行加工,但是由于高度所限,也只能加工机床行程范围内的孔(机床主轴箱无法开到工件圆周的最高点和最低点),即只能先加工工件圆周水平方向上的孔,这些孔加工完成后还需卸下工件,转动工件的角度,让竖直方向待加工的孔转到水平位置,需要反复找正、安夹,操作非常不便。
(3)大直径薄壁铝合金圈沿圆周均布着由内向外的阶梯孔,如果机床主轴从工件的外圈进刀,那么工件内侧的沉孔在加工时就需要反镗加工,操作起来比较困难。尽管如此,在整个加工过程中,由于工件的直径非常大,壁厚很薄,高度很小,工件本身的变形量很大,导致安夹与找正非常困难。由于工件竖直放置,加工时也会造成工件变形,加工出的圆周上均布孔的孔距误差也很大,而且也占用了车间的重点设备和过多厂地,同时也必然造成工时和人力的大量支出。
经过设计部门、工艺及质量部门的反复研讨、论证,最终决定放弃上述加工方案,即不采用大型设备或工装,重新拟定一套新型设计、加工方案。
2. 技术方案的创新
应用新技术方案并附以一种装置可解决加工难点问题。
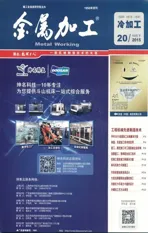
此技术方案的设备组成包括:附图所示的大直径薄壁铝合金圈和摇臂钻、调整垫铁和基础平台以及辅助转动装置。
此技术方案的工艺特点为:如附图所示,用一台摇臂钻替代大型龙门铣床或落地铣镗床,预制6个基础平台(单个尺寸为1 650mm×1 300mm×500mm)或2个大平台(单个尺寸为5 500mm×1 650mm×500mm),左右挡距为2 830mm,工件水平调运,垂直放落在辅助转动装置上,并用其将工件定位;用调整垫铁对基础平台进行找平;划线钳工对工件上所有待加工的阶梯孔按工件图样进行划线;上下微调摇臂钻主轴中心与待加工的阶梯孔中心之间的偏差;旋转工件,逐个钻削和反划工件所有径向上的孔。
3. 具体操作过程
该方案的具体操作过程如下:
(1)先将辅助转动装置按照附图所示铝合金圈工件的外圆直径大致在圆周上水平均布放置,将摇臂钻床放置在工件内圈里,用天车把工件垂直落在事先放好的辅助转动装置上,确保工件的下端面与辅助转动装置中件10(支架1)上的件12(轴承1)都接触。
加工装置图
(2)分别调整辅助转动装置中的各件,尽量让工件外圆面与辅助转动装置上的件3(轴承2)都接触,倘若发现某件处接触不好时,松开件8(螺栓1),沿腰形槽前后调整件4(支架2),用件6(挡柱)上的件5(螺栓2)把件10(支架1)上的件3(轴承2)与工件外圆面靠紧,拧紧件8(螺栓1)完成工件装夹。用调整垫铁对基础平台进行找平,并对工件所有径向上的孔按图样尺寸进行划线、打点。
(3)上下微调摇臂钻床的主轴箱、圆周旋转工件,如附图中箭头所示,令钻头刀尖与已经划好线的孔中心点重合,至此操作者可以对工件上的第一个孔进行钻削,完成一个后,旋转工件,逐个对应位置钻削剩余所有待加工孔。
以上操作过程只需一个工人就可以转动工件并进行准确的划线,并利用固定位置的小型摇臂钻床进行钻孔和扩孔,完成整个加工过程。
4. 结构可行性校核与计算
工件尺寸:直径6 000mm、高度120mm、壁厚40mm;工件材质为硬质铝合金,密度为2.7×10-6kg/mm3。计算得出工件质量=〔π×(6 000÷2)2×120-π×(5 920÷2)2×120〕× 2.7×10-6= 242.5(kg)。
轴承选型定为深沟球轴承6004,查表得其基本额定静载荷为5.02kN。深沟球轴承的滚动摩擦系数μ=0.001~0.001 5。在此方案中,共有10个轴承受径向力,重物平均在每个轴承上的载荷为(242.5÷10×9.8)÷1 000=0.24(kN)<5.02kN,说明支撑强度足够。所以,此方案也能够满足比现有工件质量大20倍(约为5t)零件的加工。
5. 新加工方案的优势
(1)不采用大型设备或工装。应用圆柱滚子轴承的工作原理,操作前让工件的底面与外圆分别接触加工装置的水平和竖直方向轴承,操作时用较小的力就可推动铝合金圈转动,便于钳工划线,能够比较准确地划出待加工孔的位置,避免了工件在竖直弯板上反复进行拆卸、找正及安夹的困难。
(2)工件水平放置,在辅助转动工件机构的支撑上进行转动,只需操控一台固定位置的小型摇臂钻床,即可循环加工铝合金圈圆周分布的孔,无需动用大型设备,避开了大型机床加工此类零件时机床加工范围不够的问题,也避免造成人力、物力的大量消耗。
(3)大直径铝合金圈工件均布着垂直于圆周的由内向外的阶梯孔,将固定位置的小型摇臂放置在工件的内圈里,由内向外钻孔,钻透后可直接换钻头(扩孔钻),实现扩孔,降低了机床主轴从工件的外圈进刀、在加工阶梯孔时反拉扩孔所造成的操作难度。
6. 结语
通过现场试验,大直径薄壁铝合金圈只需2人即可完成加工,加工效果良好,操作简单,装配效率高,节省资源。由于此方案也能够满足比现有工件质量大20倍(约为5t)零件的加工,所以该工艺方法同样适用于加工更大质量的环形零件,比如高度更大的薄壁筒形工件。
[1] 蔡春源,汪恺,等. 机械设计手册[M]. 北京:机械工业出版社,2000.
[2] 余光国,马俊. 机床夹具设计[M]. 重庆:重庆大学出版社,2005.