新型汽车轮毂快速钻床夹具设计和应用
2015-05-08中信戴卡股份有限公司河北秦皇岛066011杨金岭
中信戴卡股份有限公司 (河北秦皇岛 066011) 杨金岭

作为国内第一家铝合金车轮制造企业,从2008年起,中信戴卡铝车轮产品销量蝉联世界第一。在技术研发方面,中信戴卡始终注重技术进步与创新。2002年开始,陆续建立欧洲技术中心、日本技术中心、北美技术中心,完成全球研发布局,做到24h无间隙研发设计,保持制造技术国际领先性。
在生产工艺方面,中信戴卡努力实践着由传统制造业向现代化“智造”的转变。拥有国际领先的铝合金车轮制造铸造工艺生产线、铸旋工艺生产线、锻造工艺生产线,可以满足不同客户的定制要求。公司旗下的KSM铸造集团拥有世界领先的差压和真空铸造工艺,其中,差压铸造为其独首创,是全球首家采用该技术大规模生产底盘零部件的企业。先进的制造工艺成功实现了零部件产品轻量化制造,顺应了全球汽车产业节能减排趋势的要求。
1. 背景技术
现有夹具不适用各种尺寸的车轮毛坯,更换频繁,制造成本高,操作麻烦,浪费时间和精力。在现有的工艺条件下,锻造的扩孔切边模具不能冲轮毂中心孔,数控车床不能钻孔只能扩孔,而旋压机需要使用中心孔进行定位,所以预机加前必须使用钻床钻轮毂中心孔。原有的钻床卡具为每个轮型对应一套卡具,不具有通用性,而且夹具体积庞大,制造成本高,更换费时费力。随着轮型的不断增多,需要的夹具随之增加,这样不但大大增加了生产成本,占用很大的存放夹具空间,而且每次生产时都必须更换整套夹具,增加了现场工人劳动强度,降低生产效率。
2. 改造计划实施
了解到以上的情况,锻造技术科成立钻床夹具设计改造小组,研究改进现有的钻床夹具。对钻床夹具的设计改造分为6个阶段:①现有夹具使用状况详细调查。②设计改造可能性分析。③设计方案讨论。④图样设计及外委加工。⑤安装及使用跟踪。⑥持续改进。
按照改造计划,我们主要进行了以下工作:
(1)我们对钻床夹具进行了详细调查,发现问题如下:现有夹具不具有通用性,更换轮型时都要更换全部夹具,现有夹具体积庞大笨重(每套夹具都有几十kg)更换费力费时,每次更换时都需要两人合作,大约1.5h。现有夹具制造成本高,每套夹具成本大约4 500元,需要专门地点存放。产生以上问题的主要原因是设计初没有考虑到生产轮型的多样性,仅仅是为某个轮型设计。
(2)我们本着通用性、灵活性、经济性的原则进行了改造方案讨论,一致认为新夹具应该分为两部分:公用部分及调整部分,由于锻造毛坯表面不光滑,采用径向四点定位,轴向锻造轮唇定位。
3. 本装置技术结构方案
下面结合附图和具体实施方式对本实用新型夹具作进一步的说明:图1是普通钻床夹具示意图,图2是本实用新型改进的车轮钻床夹具示意图,图3是本实用新型改进的车轮钻床夹具实物图。技术方案为:改进的车轮钻床夹具,包括左夹盘 6,右夹盘 5,钻床连接板 4,设置动力气缸2、气源管线1 和气动连杆 3。动力气缸2与气动连杆3连接,气动连杆3与右夹盘5连接,气源管线1连接动力气缸2和气源,可更换阶梯夹爪7设置在左夹盘6和右夹盘5上。新夹具采用动力气缸2、气动连杆3替代了图1中传统的螺旋手柄2和螺旋推进杆1,通过动力气缸2增加了夹盘夹紧速度,而且可以通过一套阶梯夹持爪夹不同种轮型。

图1 普通钻床夹具示意
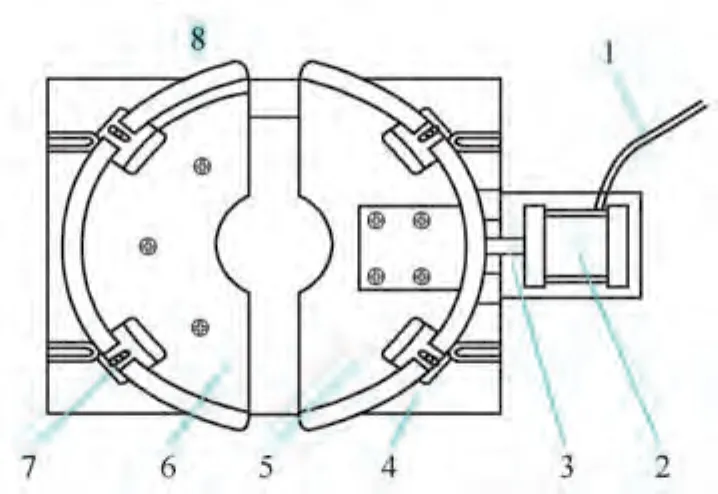
图2 改进的车轮钻床夹具示意
4. 具体实施方式
作为本实用新型夹具的实施实例,改进的车轮钻床夹具包括左夹盘、右夹盘和钻床连接板。其特征在于 : 设置动力气缸、气源管线和气动连杆。动力气缸与气动连杆连接,气动连杆与右夹盘连接,气源管线连接动力气缸和气源,可更换阶梯夹爪设置在左夹盘和右夹盘上。
我们对新夹具进行了试装配(图3是本实用新型改进的车轮钻床夹具实物图),该夹具主要分为三部分:通用固定盘、通用滑动盘、定位块。更换不同外径轮型时,只需要松开四颗定位块固定螺钉,取下定位块,放上新定位块,拧紧四颗固定螺钉就可以加工新轮型。该夹具工作原理为:把清洗后轮放在通用固定盘和通用滑动盘上,打开节流阀,气缸带动通用滑动盘向通用固定盘运动,通过四颗定位块夹紧轮毂,实现四点径向定位。
轴向通过通用固定盘、通用滑动盘平面实现轴向定位。其中定位块质量不大于1kg,更换夹具耗时不大于10min。经过一个多月的使用跟踪,该夹具可以完全满足生产,达到小组设计要求,至今一直在正常使用,没有出现异常状况。

图3 经改进的车轮钻床夹具实物图
5. 使用效果对比
如附表所示,按照锻造部现有20个轮型3个外径规格计算,使用老夹具需要加工20套夹具,费用为10万元;使用新夹具仅需要加工3套夹块,费用为200元,节省费用9.94万元。按照每5天更换一次夹具计算,老夹具每年需要消耗109.5个工时,使用新夹具每年需要消耗不到11个工时。

新老夹具对比
经过对比,我们认为这次改造非常成功,但是我们小组仍然在继续关注,为适应以后的新轮型设计出更好的夹具。
6. 结语
通过努力,新设计出的快速钻床夹具成本低,方便安装使用,降低现场劳动强度,提高生产效率的通用型钻床夹具,但是这一点点成绩仅能代表过去,以后的工作任重道远,我们一定密切关注生产现场,主动了解市场的发展,努力提高自己的业务能力,为戴卡集团锻造事业的发展贡献自己的力量。本结构已申请专利,授权公告专利号 CN 203140816 U。