powRgrip 系统在 Liechti Engineering达到切削加工的极限境界
2015-05-08瑞格费克斯精密工具上海有限公司供稿
瑞格费克斯精密工具(上海)有限公司供稿
对机床制造商 Liechti Engineering 而言,工艺可靠性占据着至高无上的地位。因为恒定的夹紧力是不可或缺的要素,那么所采用的刀具夹紧系统就有着重要的意义。多年来,这家瑞士企业尤其信赖 REGO-FIZ 的powRgrip 系统,特别是它的刀具磨损情况也比其他系统要小得多。
在制造涡轮构件的流面方面,Liechti Engineering 是全球市场上编程与加工解决方案的质量领军企业。这家瑞士制造商提供全套解决方案,专注于以复杂流体部件为主导的机器。由于Liechti 铣床采用了特殊的轮廓加工技术,从而能将加工时间减少30% 之多。这种出色的性能主要来自于在钛、Inconel合金、尼孟合金和高合金钢等材料切削加工方面所具备的开发能力和专门技能。
对 Liechti Engineering 及其客户至关重要的一点便是工艺的可靠性——可重复性必须得到保障。对此,恒定不变的夹紧力是必不可少的。此外,位于Langnau的测试中心全部采用 5 轴加工,切削程序完全达到机器极限。所用的刀具夹紧系统必须能在设计的最高效率下运行。“我们始终采用最适合于工件制造的系统。出于这一原因,我们不仅只是与一家合作伙伴合作,大多情况下还能将工作托付给 REGO-FIX 的powRgrip 系统以及它所带来的最佳成果”,Liechti Engineering的 CAM 应用高级工程师 Simon Trummer 说。“所以,我们自行完成所有涡轮叶片的精加工时优先采用的都是 powRgrip 系统。它的减振特性让我们拥有完全无缺陷的表面质量。”

图 1

图 2
如图1所示,Liechti Engineering 的切削程序均达到系统极限。在一次比较测试中,恒定的走刀速度为7 146mm/min。加工中心为5轴式——五个轴全部同时移动。所用的刀具夹紧系统必须能在设计的最高效率下进行无缺陷加工。在5轴铣床上进行叶片精加工测试时也是一样,材料为不锈钢材料 X20CR3 1.4021,如图2所示,测试铣刀是一把直径20mm的精铣铣刀。测试分为两步共耗时59min30s,通过刀具边缘冷却。在两种情况下,刀具长度——刀柄零位到刀尖的距离均为158.33mm。显微镜成像表明,采用powRgrip时的刀具磨损情况远比同类产品的磨损情况要小得多。在涡轮制造的过程中,必须在刀具发生磨损前进行换刀,否则便无法确保叶片的质量。涡轮的效率在很大程度上取决于高品质、无缺陷的表面特性。
事实证明,REGO-FIX 的powRgrip 系统绝对经得起Liechti Engineering考验。它被特殊设计用于磨削加工。同时这个刀柄系统也被频繁用于那些要求更少刀具磨损和杰出的减振效果, 特别是那些磨削和轻度粗加工的场合。这就又要提到 powRgrip 系统,它能够在不加热刀具的情况下夹紧刀具,从而使刀具在夹紧过程后能直接用于机器中。
总而言之:powRgrip 系统在测试中所体现出的优势与它在其他行业能够产生的成效是一致的。“刀具在加工过程中出现的磨损比我们使用的其他系统要小得多。powRgrip 系统的特性保护了刀具,刀具的使用时间就更长了”。Simon Trummer 总结道。“借助显微镜,我们可以清楚地看到,刀具在加工周期中是怎样磨损的。无论如何,我们的客户在换成 powRgrip 系统之后,在采购刀具方面节省了一大笔费用。”磨损效果如图3所示。
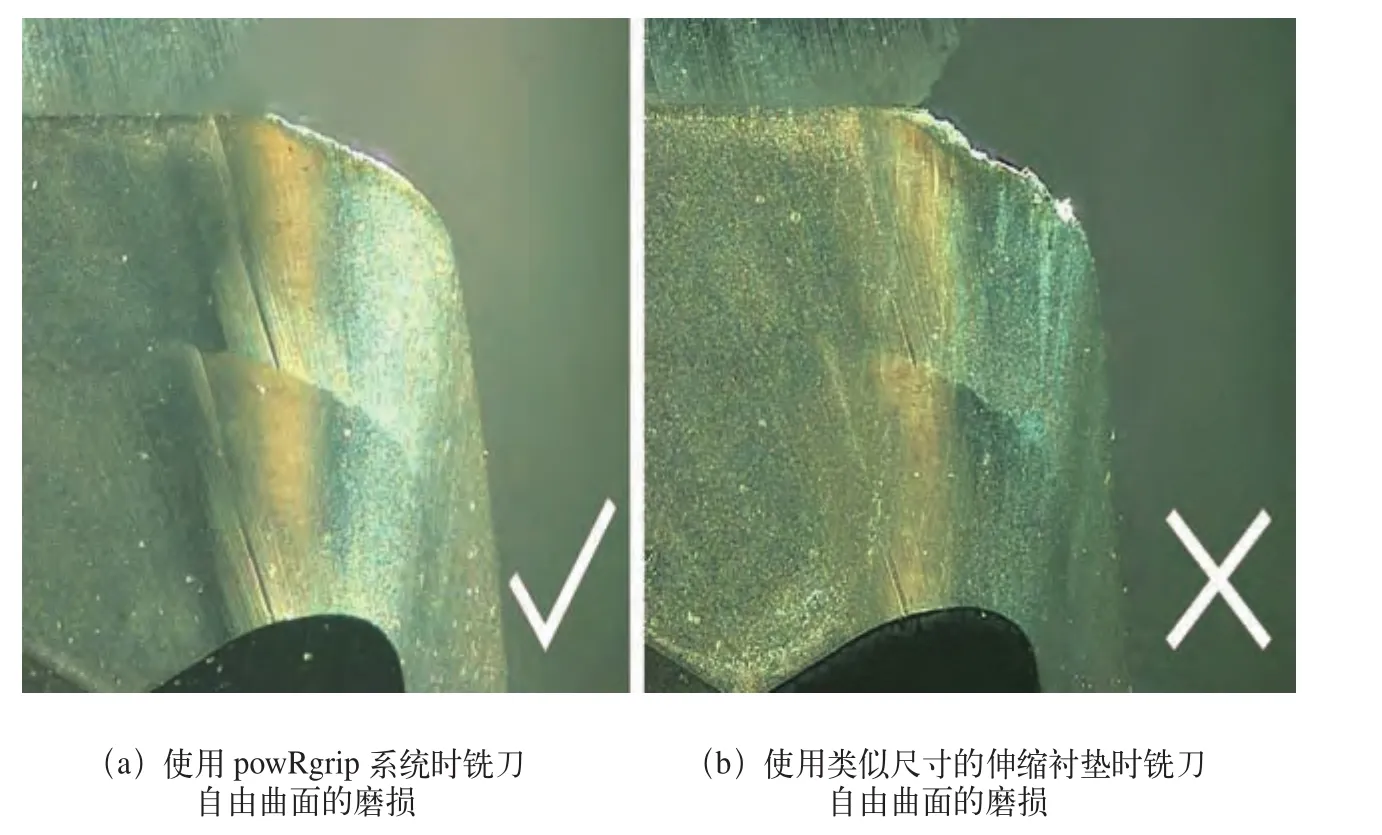
图3 磨损效果对比