多辊卷板机设计与研究
2015-05-07姜荣升于志新何三慧曹全德
姜荣升, 于志新, 何三慧, 曹全德
(长春工业大学机电工程学院,长春130012)
0 引言
我国是世界上卷板机产量最多的国家,但总体竞争力不强,特别是针对大型和重大型设备。本文的研究主要是在原有的四辊卷板机上进行改进,将四辊卷板机加工后的卷圆通过工作辊进行修正。
1 系统设计的主要功能
制造行业在材料加工尤其是重型工业领域的板材加工部分程序需要依赖于卷板机来实现,因而在四辊卷板机的基础上对卷板机的结构和数控系统进行重新改进和研究,与以往的卷板机相比,新方案的特点和主要实现的功能是利用数控系统调节卷板机制作圆筒直径。

图1 工作辊对加工板材进行直径调节
通过控制工作辊上的各个电机的进退和旋转控制卷板机各个工作辊之间的相对位置和彼此施加的相互作用,从而完成对板材的加工。四辊卷板机完成板材加工后,工作辊对卷圆进行矫圆。卷圆直径的调节通过连接计算机终端,在计算机上由USB和控制器进行通信,在计算机终端的上位机软件中输入调节直径,上位机软件经过计算解析发送到主控制器,控制器会对23个伺服电机和尾部发出指令,最终实现调节直径和尾部电机角度。在每次进行直径调节的时候,控制器会让23个伺服电机和尾部电机运动到原始位置,进行归零,对直径进行标定,而不是从原本调节好的位置进行调节,来减小累计误差,如图1所示。工作过程中,还可以手动控制各个伺服电机,以便修正误差。
2 运动函数的解求
卷板机卷圆加工完成后,在调节卷板直径的过程中,对各工作辊的工作状态和运动位置进行修正。卷板机卷板过程中各辊工作状态及局部图如图2所示。
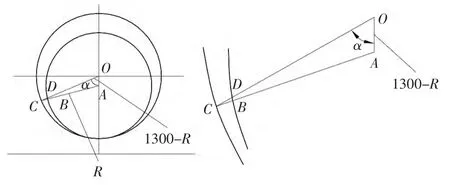
图2 工作辊卷圆运动状态
图2中,以A为圆心的圆为卷板机目标加工的形状,其半径用R表示,即表示卷板机加工板材的半径参数为R,以O为圆心的圆为卷板机各个工作辊在运动中所卷制的板材的实际形状,其半径用L1表示。
为减小加工误差,必须对圆心O进行修正,使的圆心O能够移到A点并且两圆轨迹重合。具体分析为:OA表示两圆心之间的距离,即现加工的卷圆圆心和目标加工卷圆圆心的距离,OA=1 300-R。式中:1 300为卷板机卷制半径的最大卷制能力,以卷板机最大卷制能力为计算;AB为目标加工卷圆直径,AB=R。∠AOC为C处工作辊和位于垂直线底部的主动辊之间的角度,∠AOC=α。在∠AOC中,已知OA长度,R为板材目标加工半径(为已知量),OC=1 300,由余弦定理 a2+b2-2abcosα=c2可知,AC2=OA2+OC2-2cosα,整理得 AC=,由于AC=AB+BC,所以整理可知:

BC即为在此角度下所对应的卷板机工作辊为达到卷圆的目标曲率所需到达的位置,因为各个工作辊以圆心O为中心、每隔15°间隔分布的,由此可以推出,各个工作辊以O为圆心,与中心垂直线的夹角是已知的,板材卷制的目标半径已知,OA已知,依次类推可以计算出23个辊目标位置的运动函数。
设定以垂直线的下半部分(水平中心线以下)为参考,向左偏15°的工作辊编号为2号,相对2号工作辊左偏15°编号为3,以此类推,则初始参考线右偏15°的工作辊编号为24,因为设计的对称性,2号辊的位置和24号辊位置对称,所以运动时也相互对称,即运动函数相互对称。设定L表示各个工作辊的移动距离,可知,L2=L24,L3=L23,L4=L22,L5=L21,L6=L20,L7=L19,L8=L18,L9=L17,L10=L16,L11=L15,L12=L14。L13是个特殊的位置,L13工作辊位于最顶端位置,其运动函数经过计算可知为L13=1 300-R/2,其余各处的运动函数由公式整理可得:
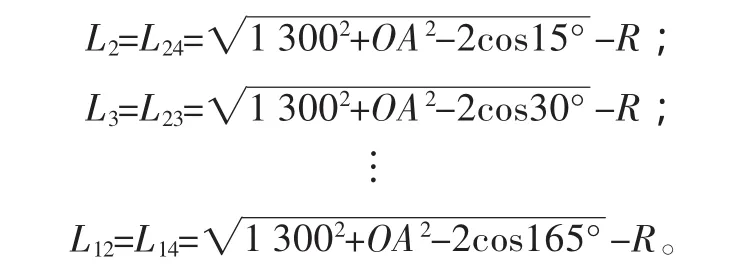
L表示各个工作辊的移动距离,在现有位置的基础上,为实现板材目标卷制半径和曲率,工作辊需要对现有位置进行修正,卷制过程中主动辊(动力辊)旋转运动,压迫板材向前运动,各个工作辊为实现加工板材的目标加工半径和曲率,电机带动传动系统通过运动函数到达各辊制定位置,在移动时对板材施行受压,进而达到目标产品要求。为实现板材不同曲率的加工需求,各个工作辊通过程序和手动,单独运动和作用。
3 结论
以原有的四辊卷板机为基础,通过设计多辊结构,对四辊卷板机的加工板材进行校正。经企业加工实践验证,该卷板机可以卷制10 mm的加工板材,实现了设计初调节板材筒径快速化的目标。
[1] 刑伟荣.卷板机的现状与发展 [J].锻压装备与制造技术,2010(2):8-15.
[2] 孙廷波.特大型四辊卷板机的研发[D].青岛:中国石油大学(华东),2009.
[3] 俞新陆,何德誉.锻压手册:第三卷:锻压车间设备[M].3版.北京:机械工业出版社,2008.
[4] 杨树平,马悦山.四辊卷板机的数控实现[J].沈阳化工学院学报,2005(2):100-112.
[5] 成大先.机械设计手册[M].北京:化学工业出版社,2001.
[6] 王国强.四辊型材卷弯机数控系统设计与研发[J].锻压装备与制造技术,2010(45):1-3.
