回转体内部自动焊接装置总体设计
2015-05-07陈江
陈江
(中国船舶重工集团公司第七一○研究所,湖北宜昌443003)
0 引言
航行体内部特征(如环形筋、纵向筋、横向筋等)是整个航行体的关键部分,其作用不可小觑,如图1所示。该种零部件一般采用铸造成型、机加工、焊接方式成型,但是对于尚处于样机开发阶段、壳体长径比(L/D)较大的零部件,机加工及普通的焊接技术一般很难成型,若采用铸造成型,其制造成本太高,效率低。结合上述情况,本文提出采用自动焊接技术可实现该类型的回转体内部结构特征的成型,将会提高成型效率和降低生产成本和劳动强度。该种技术具体的优点如下:1)稳定和提高焊接质量.保证其均一性;2)提高劳动生产率,可以24 h连续生产:3)改善工人劳动条件;4)降低对工人操作技术的要求;5)可在极限条件下完成人工难以进行的焊接作业;6)为焊接柔性生产线提供技术基础;7)可降低样机的研制成本;8)焊接过程中采用监控设备,提高产品一次加工合格率。

图1 回转体类零部件结构示意图
1 国内外发展现状
适用于管道焊接的自动化方式可分为管内焊接和管外焊接两种,到目前为止,管内焊接主要用于石油管道焊接施工过程中组对管口,完成根焊,美国CRC公司、英国Noreast在20世纪60年代就率先研制出较成熟的自动化产品,国内中石油天然气管道局特机所也研制出了PAW2000管道全位置自动焊机[1],已经能够将该种技术应用于管道焊接,焊接管线长度达到上千米。但是上述技术仅适用于大口径管道(900 mm以上),对于航行体内部的特殊结构,国内外尚未出现较成熟的技术,针对这种情况,主要本文提出一种面向回转体类零部件的智能自动焊接技术。
2 技术构成及工作原理
智能自动焊接技术,涉及到的核心技术有自主任务规划技术、焊枪运动轨迹控制技术、焊接过程中的信息传感技术、焊接过程的知识建模、焊接过程质量控制以及自动化设备的集成和控制技术,图2表示自动焊机智能化技术构成。
自主任务规划技术涉及到离线的焊接任务规划,其中包含知识库和焊接专家系统;施焊前的机器视觉技术对焊接宏观环境的识别以避障,焊接初始位置的识别以用于导引机器人焊枪接近初始焊位;焊接过程中对焊缝的精确识别以控制机器人焊枪实时对中焊缝,即焊缝跟踪;对焊接动态过程的智能传感,如焊接熔池变化特征的实时计算与信息反馈;根据焊接质量的要求、熔池的动态变化采用实时的智能控制策略,即调节焊接工艺参数和机器人焊枪运动姿态,控制适当的熔深、熔宽、表面高度以实现焊接成形的高质量。
如图3所示,结合航行体壳体(工件)的结构特点,该智能化自动焊接的结构由控制系统、送丝装置(送丝盘、送丝器等)、焊枪移动结构(竖直、水平)、监控系统、焊枪、弧长跟踪系统、焊枪角度调整机构、旋转机构等组成。焊接时需要设置散热机构,更好地辅助自动焊接过程,将焊接过程中过多的热量及时散出,另外设置中心托架便于工件支撑和定位。
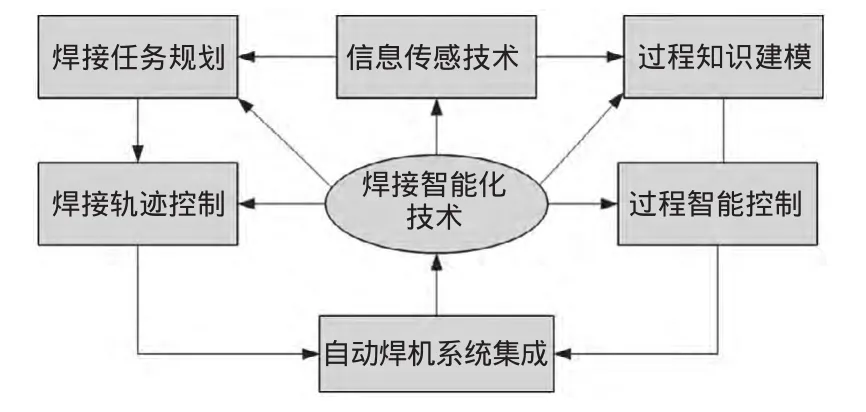
图2 自动焊机智能化技术构成

图3 智能化自动焊机结构组成图
3 关键技术
1)初始位置识别及导引。焊枪能否准确地进行焊位识别并导引,是自动焊接技术的关键问题,本文案采用视频监控系统对焊接过程中焊接位置信息进行采集处理,并向相应的信息传递给中央控制器,中央控制器对该信息进行处理并做出决策,从而控制焊枪进行施焊。焊接机器人根据传感信息自动完成寻找初始焊接位置,并自动导引焊枪端点移动到初始焊接位置,开始焊接工作,从而使焊接机器人具有更大的自主能力和智能化水平,如图4所示。

图4 焊机位置识别及导引结构框图
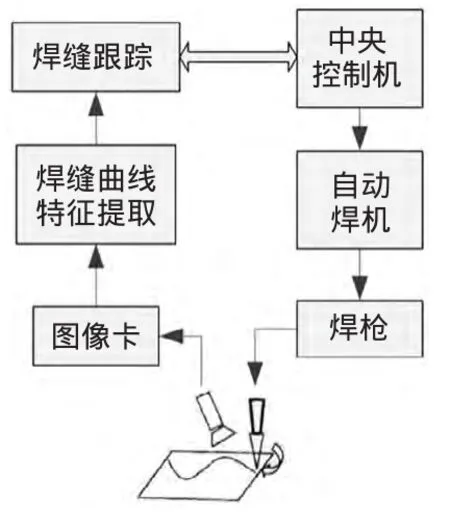
图5 焊缝跟踪实时控制系统结构框图
2)焊缝跟踪实时控制系统。由于加工、装配过程中存在的误差以及焊接过程中热变形等因素会影响焊接精度及质量,因此要求自动焊机能够实时检测并实时调整焊接路径以及焊枪的姿态和与焊缝的位置,从而保证焊接质量的可靠性和准确性如图5所示。
4 实现过程
实焊之前,将焊接工件放置于预先放好的中心托架上,固定好位置。将焊接的筋特征按照设计图纸摆放于工件内部指定位置并固定,之后启动焊机进行相应工艺参数的设定,规划焊枪的实施路径,利用仿真模拟软件并进行事先模拟,检查模拟过程是否可以达到预期效果。若决策可进行焊接,操控焊机进行焊接,焊接过程中需要根据工件特制相应的焊接工装,将需要的焊接特征依次放置于壳体内部。
5结语
本文针对回转体(航行体壳体)内部的特征成型困难问题,进行实施方案的设计,并对关键技术进行了分析和系统设计,为同类型零部件加工提供参考。
[1] 刘杨申.管道全位置自动内焊机的总体方案及机械系统研究[D].天津:天津大学,2004.
[2] 起重机设计手册编写组.起重机设计手册[M].北京:机械工业出版社,1980.
[3] 徐灏.机械设计手册[M].北京:机械工业出版社,2004.
[4] 赵兴仁.机械设备安装工艺学[M].重庆:科学技术文献出版社重庆分社,1985.
[5] 成大先.机械设计手册-单行本-轴承[M].北京:化学工业出版社,2013.
