卷取机AJC踏步控制
2015-05-05王正坤何茂松
王正坤 何茂松

摘 要:全液压地下卷取机助卷辊卷取方式一般分为3种,即恒压力方式(压力控制)、连续打开(位置控制)和踏步方式(压力和位置控制)。其中,踏步方式对控制的要求最高。踏步功能作为热轧卷取机最为重要的功能之一,对减少带钢头部压痕、减少带钢头部卷取时对设备的冲击、提高成品钢卷的卷取质量起着非常重要的作用。本文结合软件编程设计思路和工程实践,对影响踏步控制的关键因素——带钢头部跟踪、跳跃量和起跳时机、助卷辊辊缝计算等进行了分析,此功能已在宁波1 780 mm热轧改造项目中得到了应用,效果良好。
关键词:踏步控制;带钢跟踪;辊缝计算;位置控制
中图分类号:TG333.2+4 文献标识码:A DOI:10.15913/j.cnki.kjycx.2015.07.013
在带钢的连续轧制过程中,卷取机起着十分重要的作用。带钢卷取作为最后一道工序,对带钢最终的产品质量有重要影响。自动踏步控制作为现代卷取机最重要的功能之一,对带钢进入卷取机后的最初卷取质量起着决定性的作用。
精准的踏步控制需要精确的带钢头部跟踪、正确的助卷辊辊缝计算、适当的跳跃量设定和准确的跳跃时机。当带钢头部即将到达助卷辊时,助卷辊提前跳开一个高度,使带钢通过且不对设备产生冲击;当头部通过助卷辊时,助卷辊关闭并延迟投入压力控制,压紧带钢使带钢贴紧卷筒卷取;每个助卷辊重复以上动作,直至带钢张力建立且助卷辊打开为止,踏步控制结束。踏步控制的投用能在厚带钢卷取时减小最初几圈的头部压痕、对设备的冲击,从而提高带钢的成材率。对于薄规格带钢的卷取,踏步控制的作用并不明显,因此,一般建议轧制厚度在3.5 mm规格以上的带钢时投用踏步功能。
1 卷取机内带钢头部的位置跟踪
准确的卷取机内部的带钢头部位置跟踪是自动踏步控制能否顺利实现的基础。图1为宁波热轧厂检测器的布置方案。
由图1可知,卷取机内部没有布置检测带钢头部的激光检测器,夹送辊和1#助卷辊也没有设置加速度计,这增加了准确跟踪带钢头部的难度。
在实际应用中,没有使用HMD触发带钢头部跟踪的方法,而采用了通过夹送辊有钢信号触发带钢头部跟踪的方法,并取得了非常好的效果。夹送辊有钢信号的判断综合了带钢头部位置窗口、HMD402/403检测信号、夹送辊两侧的位置和压力波动。在调试过程中,通过对头部位置窗口参数、夹送辊位置波动参数个夹送辊压力波动参数的优化,使夹送辊有钢判断的命中率达到了99.5%以上(通过PDA数据统计一周的数据)。
由于精轧机末机架的实际速度是通过轧辊实际速度与前滑量同时决定的,而前滑量的计算由L2级根据每块带钢的厚度、温度等数据综合计算得出,且存在偏差,即△S.因此,其会影响带钢头部位置的计算。
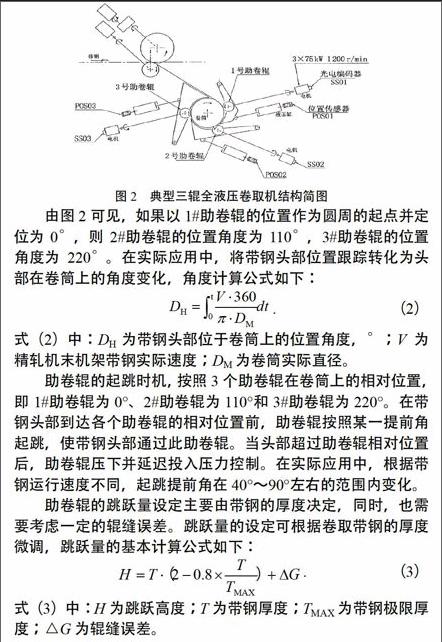
2 跳跃量和跳跃时机
根据三辊全液压地下卷取机的结构,AJC踏步的位置,即每个助卷辊相对于卷筒的位置是固定的,如图2所示。
图4为轧制厚规格带钢时踏步控制的实时PDA曲线。由图4可知,头部跟踪始于夹送辊咬钢,踏步时机准确,跳跃量的设定,符合实际卷径变化,踏步控制得到的实际效果较好。
3 助卷辊辊缝计算
助卷辊辊缝计算基于助卷辊机械设备的相对位置和几何关系。将助卷辊臂的固定支点选定为坐标原点,分别做X轴和Y轴组成坐标系;利用助卷辊液压缸的固定支点、活动支点和助卷辊臂的固定支点组成三角形,根据余弦定理求出变化角;根据助卷辊与固定支点的距离和在坐标系中的角度确定助卷辊中心在坐标系中的坐标;卷筒中心点与助卷辊中心点之间的距离减去卷筒半径和助卷辊的半径,求出实际辊缝值。
助卷辊与卷筒的相对位置关系如图5所示。
在实际应用中,通过理论计算的辊缝值与实测值会存在一定的偏差,这种偏差可通过助卷辊辊缝标定清除。标定后的助卷辊会使其关闭到2 mm辊缝的位置,卷筒手动旋转时助卷辊与卷筒没有物理接触,人工现场确认标定后辊缝是否正确。
4 卷径计算
在实际应用中,要对计算结果进行平滑滤波处理,并根据带钢的实际速度和厚度对计算结果进行修正或限幅等。
5 结束语
踏步控制功能在宁钢1 780 mm热轧改造现场投入使用后,厚带钢卷取时头部卷取质量得到了明显改善,带钢头部压痕减轻,卷取时设备受到的冲击减小。实践证明,带钢头部卷取的踏步控制功能已经成为卷取机必不可少的重要功能之一,在各条热轧带钢生产线上得到了广泛应用。
参考文献
[1]孙敏.梅钢热轧卷取机控制系统的设计思想[J].制造业自动化,2002(10).
[2]蔡少华.攀钢热轧板厂全液压卷取机自动控制系统[J].冶金自动化,2005(3).
[3]李晓刚,李小新.唐山不锈钢1 580 mm热轧助卷辊AJC控制功能[J].控制工程,2009(7).
[4]吕晓云.卷取机助卷辊AJC跳步时间计算及控制分析[J].山西冶金,2005(1).
〔编辑:张思楠〕
Abstract: Full hydraulic underground coiler roll winding approach is generally divided into three kinds, namely, the constant pressure mode (pressure control), continuous open(position control)and the stepping mode(pressure and position control). Among them, the stepping mode for maximum control requirements. One of the stepping function as coiling machine most important function of reducing the strip head indentation, reducing the impact of strip head coiling equipment, improve the quality of the finished coil winding plays a very important effect. In this paper, software programming design ideas and engineering practice, the key factors affecting the Step Control - the strip head tracking, jumping off the amount and timing of wrapper roll joints were analyzed to calculate, this feature has been in Ningbo, 1 780 mm Hot-rolled reconstruction project has been applied to good effect.
Key words: step control; strip tracking; roll gap calculation; position control
