基于精益化生产的半站检修作业标准化流程设计
2015-05-04杨治纲
杨治纲
(国网合肥供电公司,安徽 合肥 230022)
基于精益化生产的半站检修作业标准化流程设计
杨治纲
(国网合肥供电公司,安徽 合肥 230022)
110kV变电站半站停电集中检修作业一直是供电公司生产作业的难点。为了提高半站检修作业的安全性和工作效率,运用精益化生产“消除浪费”、“持续改进”、“员工参与”及“并行工程”的理论,并结合生产实际,从细节着手,重点管控关键节点,分别从作业前准备、现场作业、作业后改进及标准化对作业流程进行了设计。该流程经过约三年时间的实践,广泛听取管理者和工作人员的意见,不断改进,已创造了不俗的经济效益和社会效益,望能为有类似工作的兄弟单位提供有价值的参考。
精益化生产;作业流程;标准化
0 引言
随着国网公司“一强三优”现代公司建设进程的加快,“三集五大”体系建设的深化,供电企业作为市场主体站到竞争的起跑线上接受严峻的挑战和考验[1],推进集中精益化管理,运用精益化思想对检修资源进行优化配置,积极实施设备状态检修就显得尤为重要。
110kV变电站半站停电集中检修作业一直是电力公司变电检修基层单位的工作重点和难点。由于其工作任务多、场地范围广、设备状态多样、工作人员复杂并且涉及多班组、多专业交叉工作,所以其中存在的危险点比其他类型的作业要明显增多[2],而且其作业次序也对整项作业的效率起到至关重要的作用,又因集中检修作业存在一定的相似性,故急需设计成熟完善的标准化流程,对集中检修工作具有普遍适用性及指导性意义。
1 精益化生产理论
1.1 精益化生产的内涵
精益化生产(Lean Manufacturing)是美国麻省理工学院国际计划组织的专家对日本“丰田生产方式”的赞誉之称,其基本内涵是指生产过程中,各生产工序不提前也不落后(Just In Time),生产的数量不能多也不能少,生产的产品不出现差错,按需生产出的产品还要准确无误地放在指定的位置[3]。
1.2 精益化生产的核心
(1)消除浪费。消除一切不产生价值或增加成本的活动,这里的成本包括人力成本、物力成本、时间成本等一切隐形成本,主要通过不断降低成本、提高质量、增加生产灵活性、实现无废品和零库存等手段实现。消除浪费既是精益化生产的核心,也是其目标。
(2)持续改进。改进“消除浪费”过程中出现的一系列问题,并且随着市场发展,时刻处于改进的过程中,是一个不断改进的动态过程[4]。
(3)员工参与。消除浪费与持续改进必然需要管理者与全体员工积极参与,关键是员工树立消除浪费的思想和管理者增加对员工的培训。
1.3 精益化生产特点
(1)拉动式生产。推动式生产是将零件“推给”后一作业加工,每道工序都是按照下游工序的需求进行生产,整个过程相当于从后向前拉动,因此称为拉动式,主要为达到“零库存”的目标,消除“活等人、人等活”的现象。
(2)全面质量管理。强调质量是生产出来而非检验出来的,由过程质量管理来保证最终质量,生产过程中对质量的检验与控制在每一道工序都进行,主要为达到“无废品”的目标[5]。
(3)团队工作法。每位员工在工作中不仅是执行上级的命令,积极参加起到决策与辅助决策的作用,是“增加生产灵活性”的手段。
(4)并行工程。将工程分解成多个可以并行的进程,各进程中的小组成员定期或随时反馈信息并对出现的问题协调解决。
2 典型半站检修作业简介
2.1 典型半站检修作业任务
典型内桥式110kV变电站一次主接线如图1所示,其中110kV设备为GIS,10kV开关为开关柜,10kV每段母线上带有多条出线、一组或多组电容器组、站用变、接地变及消弧线圈(或接地站用变)。
假定#1主变及10kVⅠ母线停电检修,典型半站检修作业任务主要分为:主变单元停电检修作业和10kV设备停电检修作业。
2.1.1 主变单元停电检修作业任务
(1)110kV主变本体、中性点流变及避雷器、低压侧母线桥及穿墙套管、低压侧开关单元、例行检修、试验、保护年检;
(2)110kV #1出线101开关及母联100开关机构检查(GIS设备不进行检修、试验)。
2.1.2 10kV设备停电检修作业任务
(1)10kV所有出线开关、流变及避雷器例行检修、试验、保护年检;
(2)10kV开关室内母线桥及避雷器、10kV母线、母线压变及避雷器例行检修、试验;
(3)电容器组(包括电容器组、电抗器、放电线圈、电容器避雷器、电容器组电缆)、站用变及站用变电缆、接电变及消弧线圈例行检修、试验。
2.2 典型半站检修作业停电方式及工作区域
根据2.1中所述作业任务,典型半站检修作业停电方式如下。
(1)110kV #1主变及两侧开关;所有10kV开关(包括所有出线、站用变、接地变、电容器组)及线路均转检修;
(2)110kV 101开关、母联100开关均转冷备用(GIS设备)。110kV故障录波器、10kV、110kV备自投装置均停用。
结合作业任务和停电方式,典型半站检修作业工作区域为图1中虚线框所围区域。
2.3 精益化生产在半站停电检修作业中的应用
半站停电检修作业有别于传统意义上的生产过程,但是精益化生产的部分理论对其仍然适用,并具有一定的指导意义,主要表现如下。
2.3.1 核心一致
(1)半站停电检修作业同样急需“消除浪费”,在结构性缺员的压力下,尽可能地避免人力资源的浪费,并在保证人身、设备安全和作业质量(即“无废品”)的前提下,力求在最短的时间内完成检修任务,在为供电公司创造效益的同时为社会提供用电方便;
(2)随着科学技术的发展,电力设备及检修试验仪器都在不断变化,同样的,半站停电检修作业的任务也有所区别,这就需要整个半站检修作业过程进行“持续改进”;
(3)检修作业的直接实施者是基层员工,对作业流程中的问题和不足需要“员工参与”反馈与改进。
2.3.2 特点类似
(1)通常设备的试验工作都是在设备检修之后,与拉动式生产类似;
(2)由于半站检修工作量大,涉及设备多,又因每个变电站的特异性,在具体作业过程中,有些部分需要员工“灵活”实行,比如任务中有两组电容器组,先检修哪一组即可灵活掌握;
(3)半站检修作业涉及多个不同专业的班组,为了缩短作业时间,可将任务分解成多个“并行进程”。
3 作业前准备流程设计
根据精益化生产“消除浪费”的核心思想,在保证人身、设备安全及检修质量的前提下,尽可能缩短停电时间,在现场作业前进行合理、充分、完备的准备工作就显得尤为重要。利用精益化生产的理论,并结合《国家电网公司关于开展现场标准化作业工作的指导意见》[6]及《电力安全工作规程(发电厂和变电站电气部分)》[7]设计如图2所示的工作前准备流程。
3.1 制定检修计划
工区生产调度根据最新的《输变电状态检修试验规程》[8]中所述的设备检修周期、设备缺陷情况及专业班组人员承载力情况分别编制年度、月度及周检修计划,并报送公司生技部审核,待公司批准后,下发专业班组执行。
3.2 现场勘察
要点主要包括:
(1)检修设备实际存在的缺陷,结合停电处理;
(2)对所检修设备的停电方式是否满足要求,包括缺陷是否会导致停电方式有所变更(如:开关柜风扇、00开关及001闸刀的位置),明确需要是001闸刀还是002闸刀转检修;
(3)站内交、直流系统的接入情况,是否有外接的所用变,蓄电池组是否存在缺陷;
(4)主变、主变01开关、101开关及母联100开关间隔的相邻带电设备;
(5)主变低压侧母线形状(管形或矩形,管形母线无穿墙套管)及母线电压互感器、避雷器是否直接接入母线;
(6)根据工作现场实际设备布置情况明确工作区域,并强调作业风险较大的工作环境及可能含有感应电的设备;
(7)其他需要工区协调明确的问题,比如配合人员、大型车辆等。
3.3 其他
综合考虑2.2典型半站停电检修停电方式及3.2现场勘察出的实际工作现场情况,填报停电申请;结合具体停电方式及缺陷情况,并依据《国家电网公司现场作业标准化作业指导书编制导则》[9]编制作业指导书;随后召集所有涉及的专业班组召开交底会,交代本次检修工作的具体事项,组织学习作业指导书,特别是危险点控制及安全措施,各专业班组做具体人员分工,并就可能存在的问题做进一步确认和修改;经过交底会的确认,便可进行履行工作票的相关审批手续;出发去现场前,检查工作中所需的图纸、工器具、备品备件及仪器仪表是否完备,不足之处需即时准备,确保现场工作顺利开展。
4 现场作业流程设计
4.1 作业任务分解
半站停电检修工作主要包含两张工作票:(1)主变单元检修第一种工作票;(2)10kV母线检修第一种工作票。因两张工作票各自又包括多个班组的多项工作内容,为了便于工作负责人对现场人员的管控以及保证现场工作有条不紊的进行,并结合精益化生产“并行工程”的特点,综合考虑工作票、设备场地及班组专业对工作任务进行分解,如表1所示,并结合班组人员承载力情况进行典型人员分工,做到任务不重复、不遗漏,细化到各专业个人,从而使每个工作人员明确自己的职责。
4.2 现场作业流程
根据4.1任务分解,并运用精益化生产的理论,结合相关规程规范和作业习惯,以提高作业安全性、效率性为目标,编制各专业班组的作业次序,着重强调作业流程中的关键步骤及相互配合的危险点,合并类似步骤,用流程图的形式简洁直观却又切中要害地阐述标准化作业流程,主变单元检修作业流程如图3所示。
其中工作前“开始、交待”包括总工作负责人交代工作任务、工作流程、人员分工、带电部位及危险点等安全要点,还包括各专业班组工作负责人对其专业工作人员交待各专业安全要点。工作结束后“交待、终结”包括工作负责人和专责监护人自验收,工作负责人和工作许可人共同现场验收。现场验收主要内容:(1)是否恢复到许可前状态;(2)所修所试是否合格;(3)有无存在问题;(4)现场是否清理。
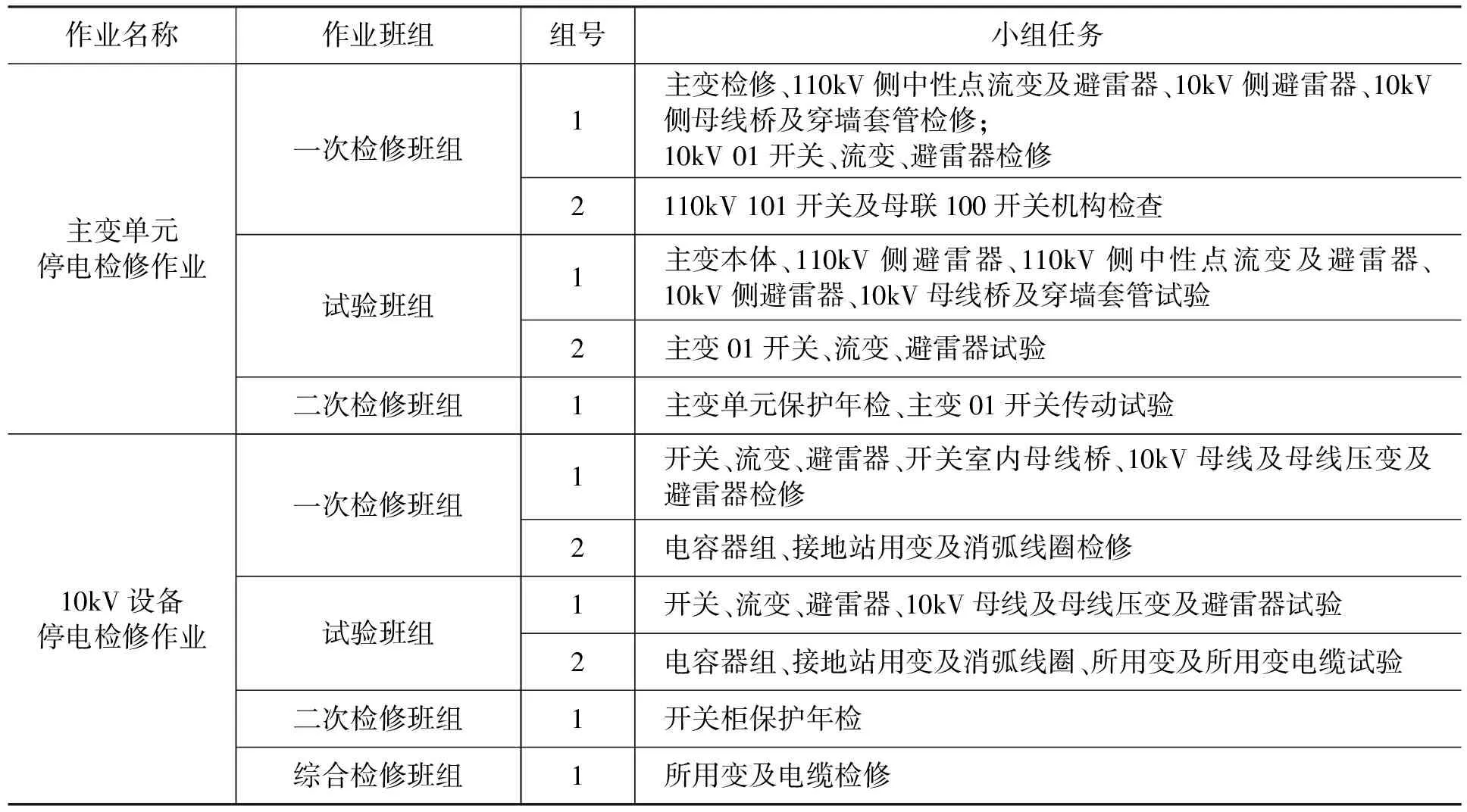
表1 半站停电检修作业任务分解
10kV设备的停电检修作业中“开始、交待”与“交待、终结”以及试验前申请、试验后汇报都和主变单元检修作业中的内容类似,这里不赘述。根据表1中的任务分解,10kV设备的停电检修作业可由一次检修班组、试验班组、二次检修班组及综合检修班组并行进行,其中开关柜设备的作业任务需总工作负责人规定“交叉暂停点”,交叉暂停点前,一次检修班组根据开关柜编号由小至大进行检修,并配合试验班组对开关柜逐台进行试验,二次检修班组则根据开关柜编号由大至小进行保护试验工作,到达交叉暂停点,则需汇报总工作负责人,经过总工作负责人的许可,各专业班组再交换场地,继续进行各自的工作。
5 结语
依据精益化生产“持续改进”的核心,每次作业完毕都会召开总结会议,“员工参加”讨论分析现场工作中发现的问题,确定本流程中的各个细节,把握每个环节的重要节点,在保证本设计“灵活性”的同时,又能保证整个半站检修作业的安全可控,并且逐步实现“零浪费”、“无废品”的目标。本设计自2012年第一版起至今已约三年,在数十次的实践工作中不断改进,广泛听取相关领导及作业员工的意见和建议,不断对细节进行完善和优化,已历经八个版本,各版本中重要改进如表2所示。本流程现已是较成熟的版本,并已形成标准化,成为半站检修作业的企业指导性文件,还组织新老员工对本流程进行了学习,使得本流程在生产实践中切实发挥其作用。

表2 流程版本及主要改进内容
本流程从现场工作出发,运用精益化生产的理论,在应用的三年间,特别是春检、秋检期间,为数十次典型110kV变电站半站停电集中检修工作节约了大量时间,提高了工作效率,其所节约的人力、物力及财力巨大。并且由于缩短了用户的停电时间,一定程度上增加了公司的售电量,创造了不俗的经济效益。
本流程还大大增加了大型、多班组、交叉检修试验工作中的安全管控,致力于安全生产的理念,在实际应用的三年间,未发生一起安全事故,杜绝一切违反安全管控的作业,真正遵循了“按计划检修、按流程作业”的安全管理理念,在保护员工生命安全的同时,较好地维护了公司形象,社会效益明显。
[1] 郑广权,李加伟,郑勇卫.供电企业人力资源精益配置研究[J].企业改革与管理,2014,8(1):43-45.
[2] 李昂.张珍.变电运行作业精益化管理研究与探索[J].科技创新论坛,2014,22(10):156-157.
[3] 陈福兵.中压电气生产线精益化管理的研究[D].北京:华北电力大学,2011.
[4] 林晓峰.生产物流精益化管理模式研究[D].上海:华东师范大学,2004.
[5] 殷珉.电力行业精益化生产分析[J].上海电力,2011,6(2):523-528.
[6] 国家电网生[2006]356号,国家电网公司关于开展现场标准化作业工作的指导意见[Z].
[7] GB 26860-2011,电力安全工作规程:发电厂和变电站电气部分[S].
[8] Q/GDW 1186-2013,输变电状态检修试验规程[S].
[9] 国家电网生[2004]503号,国家电网公司现场作业标准化作业指导书编制导则(试行)[Z].
[责任编辑:王敏]
Design of Half Substation Standard Maintenance Operation Procedure Based on Lean Manufacturing
YANGZhi-gang
(StateGridHefeiPowerSupplyCompany,Hefei230022,China)
Half substation power-off centralized maintenance of 110kV substation has been a difficulty in production of electric power company. In order to improve the safety performance and the efficiency of operations, this paper uses the theory of lean manufacturing which includes ″eliminating waste″, ″continuous improvement″, ″employee participation″ and ″concurrent engineering″, combined with the actual production and staring from the details, focuses on the key points of management and control, and designs the procedure from preparation, site operation, improvement after work and standardization. After the practice and the continuous improvement by listening to the opinions of the managers and staff widely for about three years, this design has created a lot of social and economic benefit. It is hoped to provide the useful reference for similar enterprises.
lean manufacturing; operation procedure; standardization
2015- 03-31
杨治纲(1977-),男,安徽合肥人,工程师、高级技师,国网合肥供电公司变电检修室专责。
TM63
A
1672-9706(2015)03- 0041- 06
