三元叶轮在机测量技术研究
2015-05-02魏国家沈阳鼓风机集团股份有限公司
魏国家/沈阳鼓风机集团股份有限公司
三元叶轮在机测量技术研究
魏国家/沈阳鼓风机集团股份有限公司
针对工件在加工制造中,手工检测和离线检测存在的问题,提出对三元叶轮叶片型线进行实时监测和实时修正的在线测量方法。并以一个三元叶轮在线测量为例,将测量结果与三坐标测量机的测量结果进行对比,表明在线测量方法是一种快捷、有效和可行的方法。
在机测量;三元叶轮;触发式测头
0 引言
在机测量系统是随着精密测量技术的发展而产生的。它将高精度触发式测头与加工中心紧密结合,利用机床的运动来带动测头进行运动,从而实现工件加工质量自动测量。与传统测量方式相比,在机测量方法精度高,可以节省二次装夹找正的时间。同时,也可以在工序间对工件进行测量,及时发现加工错误,提高成品率。
1 在机测量与三坐标仪测量对比的优越性
传统的测量技术是基于三坐标测量机(CMM)等检测设备进行的。其检测过程是:首先将工件从机床的工作台上卸下,安装在CMM上进行检测,然后将检测完的工件再放回机床。这样,就要对工件进行再一次装夹和找正。对于像航空结构件或者大型冲压模具等工件来说,搬运、移动都非常困难。
在机测量技术是根据测量机的原理,以测头作为传感器,利用数控机床作为运动部件,控制测头进行测量,并将被测点的坐标信息传输到计算机上,通过数据处理获得工件的加工余量和几何尺寸信息。该技术是随着数控机床,特别是加工中心的不断普及而发展起来的一项新的检测技术。这一技术克服了传统测量技术的缺点,它可以在数控机床,特别在是多轴联动加工中心上,借助测头装置,完成对工件尺寸的测量。采用这一技术的最大优点是,在加工的过程中就可以随时停机检查工件的质量,同时,由于不需将工件搬运到CMM上进行检测,因此,节约了时间,保证了加工精度,并能及时检测出加工误差,并快速修正。
2 在机测量系统的组成
数控机床的在机测量系统主要由以下几部分组成[1]:
3 在机测量系统的工作原理
实现数控机床的在机测量,首先要在计算机的在机测量软件中自动生成数控测量程序,程序中应包括用于数控系统控制测头启动与关闭的M代码及用于数控系统控制测头测量目标点的G代码,然后将检测程序由通信接口传输给数控机床。数控系统按照接收到的数控程序启动测头并控制测头按程序规定路径运动,当测头接触工件时发出触发信号,通过测头与数控系统的专用接口将触发信号传到转换器,并将触发信号转换后传给机床的控制系统,该点的坐标被记录下来。信号被CNC装置接收后,机床停止运动,测量点的坐标被保存到指定目录下的文件中,然后进行下一个测量动作直到所有测量任务完成。然后,数控系统将保存的测量点坐标信息文件通过通信接口传送给用户计算机。用户计算机通过监测CNC系统返回的测量值,可对系统测量结果进行误差补偿、误差评定、评定结果的可视化输出及生成误差评定报告等[2]。
4 三元叶轮简介
三元叶轮是一类具有代表性且造型比较规范的和典型的通道类复杂零件,它在能源动力、航空航天、石油化工以及冶金等行业中均有广泛应用。三元叶轮叶片形式分为直纹面和自由曲面。直纹面是由一条直线连续运动所生成的曲面,它可以由方程式表达出来;自由曲面形式的叶片没有严格的数学公式表达,它是设计人员根据气体动力学原理,通过大量计算,得出叶片吸力面和压力面上的离散数据点。但是不论是哪种叶片曲面形式,它的叶轮几何构造都分为叶片压力面、吸力面、盖盘线、轴盘线、圆头、轮毂和叶片根部圆角这几个部分组成[3],见图1。

图1 三元叶轮的结构图
5 触发式测头的标定
大多数的在机测量过程,是借助触发式测头来实现的。触发式测头的工作原理是:在测头内部有一个闭合的有源电路,该电路与一个特殊的触发机构相连接,只要触发机构产生触发动作,就会引起电路状态变化并发出声光信号,指示测头的工作状态;触发机构产生触发动作的唯一条件是测头的测针产生微小的摆动或向测头内部移动,当测头连接在机床主轴上并随主轴移动时,只要测针上的触头在任意方向与工件表面接触,使测针产生微小的摆动或移动,都会立即导致测头产生声光信号,指明其工作状态[4]。
对于测头而言,必须在首次及以后的应用中定期确定每一个测头安装的特性,这种特性确定过程,在业内通常被称为测头标定。测头经过标定后,可得到测针的测球补偿直径。正确标定测头非常重要,因为所有后续测量都基于此处建立的数值,引入的任何误差只有在系统重新标定后才能消除。特别是在以下情况下,必须对测头进行标定:
第一次使用测头时;测头上安装新的测杆时;怀疑测针变形或测头发生碰撞时;定期补偿机床的机械变化时;信号接收装置延时发生变化时;需要在各个方向上进行高精度测量时。
测头标定的方法有很多,常用的标定工具有标准孔、标准环规和标准球。以标准球为例,标定的大致过程是,将标准球(标准球的直径在出厂时已被校准)固定在机床工作台上,让测头的测球从不同的方向分别测量标准球,系统软件按照每次测量时的坐标值计算出测头的等效半径和球心位置,机床存储这些数据用于后续的测量。
本文使用的Renishaw OMP60测头的测球直径为6mm,使用标准球为标定工具进行标定实验。标准球的直径为25.401 6mm,精度为0.226 μm。
让宝宝参与买菜、择菜、做饭,不管他能做多少,只要参与了,就会想吃吃自己买的菜、做的饭。只要宝宝开始“享受吃饭”,就会吃得认真、吃得快。
在标定之前,首先对测针进行对中调整(见图2),使测球中心与主轴回转中心对齐。使用低测力千分表,让表的球尖与测头的测球轻轻接触,调整千分表归零,然后缓慢旋转机床主轴,并观察千分表上表针的变化情况,最后通过调整测头上的一系列螺钉来降低测球的偏心程度。不断重复上述步骤,使测针偏心程度在±2.5μm左右。

图2 触发式测头的对中调整图
对中调整结束后对测头进行手动标定。手动控制测头,在测头上测量5个点,其中,1个点大致位于球的顶部,其余4点大致位于球的中部。表1为5点标定时测量标准球得到的数据,按上述计算方法得到的测头等效半径为2.987 8mm,标准球的球心坐标为(-45.512 5,-7.368 3,64.342 2),拟合标准差为σst=0.016。
将标准球在工作台上移动一个位置,按照上述测点方案重新测量,所得数据见表2。计算求得测头等效半径为2.989 3mm,标准球的球心坐标为(5.040 2,-29.476 2,67.483 8),拟合标准差为σst=0.014。

表1 测量数据表1

表2 测量数据表2
在得到测头的工作半径之后,可将该数值储存在数控机床中,用于接下来的测量进行自动补偿。
6 三元叶轮在机测量实例
6.1 测量点的选取
本课题测量实例所选用的叶轮(见图3)是一种三元半开式叶轮,最大外径为1 035mm,叶片形式为直纹面,叶片数13个,圆周均布,其叶片进口高度为237mm,出口高度为80.8mm。被测量为其中一个叶片上的10个点。通过这些点的测量坐标与理论坐标的对比,来判断每个点的加工情况。由于实验中所用测头测针的长度仅有50mm,因此,为避免干涉,取点时选择尽量靠近叶片盖盘线的点。具体方法是,在叶片上取V方向0.25的等参数线,然后在该曲线U方向从0.05~0.95范围内均匀取10个点,见图4。测量点坐标值见表3。

图3 三元叶轮图
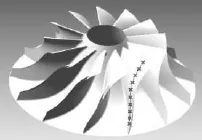
图4 待测点图
6.2 测量程序的编写
目前,在机测量的实际应用方面,国外很多软件商都开发出了机床在线或在机测量系统。本文使用PowerINSPECT软件进行叶轮在机测量的编程。
测量程序和加工的程序类似,它描述的是测头的运动路径和测量循环的过程。首先将带有待测点的叶轮模型保存为IGS格式,导入该软件中,然后设置测量过程的坐标系。由于加工与检测都在同一机床上进行,因此,测量过程的坐标系应与加工时的坐标系保持一致。

表3 待测点坐标值表
该软件对测量路径的规划有多种解决方案可供选择,如最佳路径法、安全平面法、最佳多轴路径法和Z向安全距离法等。最佳路径法适用于外形规则的工件,此类工件可能产生碰撞的几率非常低,采用最佳路径法可以提高测量效率。如果工件外形较为复杂,测量空间较小,可以根据实际情况进行选择。例如,Z向安全距离法是在每次测量后将测头沿Z轴提升到一个安全高度。另外,测头的测量方向必须是被测点的法向矢量方向。当完成所有测量点测量路径的规划后,必须进行模拟仿真,以免出现测头与工件发生干涉的情况。
在确认仿真过程准确无误后,可以生成测量程序。这里需要注意的是,程序的输出格式要选择为NC程序+刀位文件,输出测头的位置要选为测头接触点,并选择相应机床的后置处理文件。
6.3 测量结果分析
叶轮加工完成后,无需拆卸,导入测量程序,即可实现在机测量。测量结束后,在机床的数控系统中会生成一个.msr格式的文件,将该文件从机床中拷贝出来,导入至PowerINSPCT软件中,可以得到被测点的坐标值和偏差分析,并可以生成详细的可视化报告,如图5所示。

图5 可视化报告图
叶片的曲面与一般规则的几何形状不同,它不能用有限的参数给出精确的定义。因此,在评价其加工精度时也存在一定的问题。在理想状态下,被测点的数目无限逼近曲面区域时,检测的效果是最优的。但检测的数目越多,检测所花费的时间就越多,成本也就越高。所以,在实际工程应用中,检测点的个数一般取权衡的经验值[5]。
6.4 在机测量与三坐标仪测量的精度对比
为验证测量结果的可信程度,将该叶轮从机床卸下,转至三坐标测量机进行测量,并与之前的测量结果对比,如图6所示,灰色曲线为各点的三坐标测量值与理论值的偏差,黑色点为各点的在机测量值与理论值的偏差。结果表明,虽然在机测量系统与三坐标测量机的检测数据存在一定差距,但基本接近,说明本文所使用的测量方法是有效的、可行的。

图6 实测值与三坐标测量机测量数据的比较图
7 结论
离心压缩机的三元叶轮在加工完成后,通常采用手工检测或离线(三坐标测量机)检测。手工检测效率低,受人为因素影响大,而离线检测则存在工件搬运、机床停机和测量后重新装夹找正等问题。本文针对上述问题,以加工中心、触发式测头及专用测量软件为主要软、硬件,提出了一种在加工中心上直接对叶轮进行测量的在机测量方法,并以一个三元叶轮为例,用在机测量软件编写测量程序,进行实际测量,将测量结果与三坐标测量机的测量结果进行了对比。不可否认,在机测量的精度要比三坐标测量机的精度低,但是,在工程实践领域中,在满足精度要求的情况下,在机测量方法不失为一种快捷、有效和可行的方法。
[1]靳宣强,姜秀丽,胡祯.浅析数控机床在线检测技术[J].现代制造技术与装备,2009(3):40-41.
[2]王文超.数控加工中心在机检测系统[D].大连:大连海事大学,2010.
[3]魏国家,裴立群,雍建华,等.开式三元叶轮高效率数控粗加工策略[J].风机技术,2012(1):48-50.
[4]盛伯浩,杨晓军,华玉亮.提高触发式测头在机检测精度[J].制造技术与机床,1997(9):21-23,54.
[5]诸进才.面向曲面零件的加工精度在线检测技术研究与系统开发[D].广州:广东工业大学,2008.
Study of On-machine Measurement Technique of Three Dimensional Impeller
Wei Guojia/Shenyang Blower Works Group Corporation
Aiming at the problems of manual and off-line measurement existing in the processing and manufacturing of workpiece,the on-line measurement method for on-line monitoring and real-timemodifying the 3D impeller blade profile is pointed out in this paper.Set a 3D impeller on-line measurement as example,compared with the measuring results obtained by CMM,it is indicated that the on-line measurement method is rapid,effectiveand feasible.
on-machine measurement; three-dimensional impeller;touch trigger probe
TH432.1;TK05
A
1006-8155(2015)04-0064-05
10.16492/j.fjjs.2015.04.092
2014-12-20辽宁沈阳110869