商用卡车气密性的影响因素及对策分析
2015-04-30韦文香

摘要:文章以商用卡车为例,首先分析了提高商用卡车整车气密性的必要性;其次以商用卡车中最为常见的离合风管接头和A型快插接头为例,就影响其密封性的因素及对策进行了探究,以使商用卡车制动管路的密封性能得到有效的提升。
关键词:商用卡车;离合风管接头;A型快插接头;气密性;密封性能 文献标识码:A
中图分类号:TG245 文章编号:1009-2374(2015)13-0100-02 DOI:10.13535/j.cnki.11-4406/n.2015.13.050
在商用卡车生产过程中,其密封性的好坏直接与产品质量有着重要的关系,而就商用卡车的气密性能来看,风管密封性差将导致整车漏气,导致多种气动功能失效,需要频繁打气,提高油耗,增加使用成本。尤其是制动管路,由于漏气导致制动性能降低,甚至无制动现象,危及车辆和人员安全,所以必须在生产制造过程中予以高度重视。
1 提高商用卡车整车气密性的必要性
众所周知,目前国内外大多数卡车的行驶制动、驻车制动、喇叭、转向柱锁紧等功能都是通过气压变化实现的,抛开成本因素的影响,大质量物体运动静止措施必须由打扭矩功率发生器发出。同时,整车气路密封性也是车辆其他功能能否实现的必备条件。而且一旦整车的密封性能差,由于商用卡车在高速公路上运行的速度较快,就可能由于密封性能差而引发安全事故,所以必须引起生产企业的高度重视。
2 商用车整车气密性的影响因素及对策分析
2.1 影响离合风管接头密封性的因素及对策
2.1.1 影响因素。某企业在2014年11月1日到23日生产了1956台商用卡车,在总装调试过程中,发现离合风管中的分泵存在接头漏气的情况,具体如表1所示:
表1 分泵存接头漏气车辆情况
问题车辆类型 问题数 比例
M5载货车 33 16.92%
M5自卸车 32 16.41%
M5牵引车 25 12.82%
M3自卸车 18 9.23%
长头车 53 27.18%
其他车辆 34 17.44
合计 195 100.00%
因此,该汽车生产企业对其影响因素进行了分析,最后分析得出,主要是以下三个方面的原因导致其出现漏气:一是接头和分泵相连的螺纹数量不足,产生锁紧扭矩不足;二是逼母O型圈被压烂;三是螺纹存在漏气隐患(如图1所示)。
图1 螺纹间漏气隐患分析
2.1.2 对策。
第一,过程扭矩保证。在线下分装时,利用24#普通开口扳手将螺冒预紧。在生产线进行装配时,固定弯头,防止弯头扭转,影响扭矩,采用规格为50N·m的定扭扳手将接头的逼母扭紧,采用规格为40N·m的定扭扳手将风管扭紧。
第二,优化过渡接头结构设计。过渡接头的结构采取凹槽逼母,并将与O型的胶圈相配,组合成密封结构,当O型胶圈被压紧后,逼母和阀体之间的密封性增强。
第三,逼母被压烂的原因较多,所以必须结合其成因采取针对性的措施予以防范:(1)当阀体和接头之间的螺纹为普通的直螺纹时,直螺纹在扭紧过程中,内螺纹将O型胶圈割烂,为此,将逼母内螺纹处内移,防止O型胶圈挤压割烂;(2)逼母凹槽容积不足,导致O型胶圈被挤压烂,相应对策为计算O型胶圈容积和变形量,重新设计逼母凹槽容积后形状;(3)逼母凹槽成直角导入,扭紧过程中,直角利边割烂O型胶圈。对策为将逼母凹槽直角导入改为倒角导入,平滑过渡。
第四,针对螺纹配合存在漏气隐患,在生产过程中增加厌氧性密封胶。针对正常生产或者待生产的车辆,均匀进行涂胶处理。
第五,针对已经下线但没有出库的车辆,则应按照专人进行排查,并对需要修复的再次涂胶;针对已经出库的车辆,则采取被动的方式进行处理。与此同时,在整车盘点过程中,应确保所采用的密封装置的结构相同,且将其扩展为卡套式的结构车型,并马上对其进行涂胶处理,而对于其他平台车型,则应加强盘点和整改,若需要采用快插结构,还应确保其空心螺母具有加强的密封性能。
2.2 影响A型快插接头密封性的因素及对策
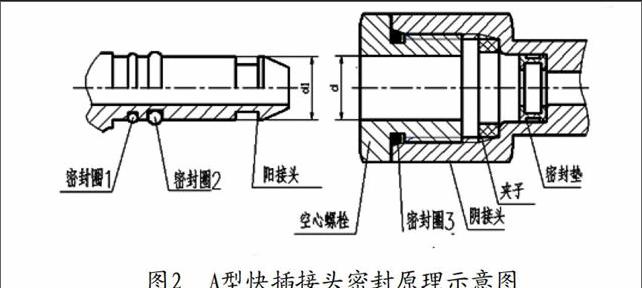
2.2.1 影响因素。为了更好地预防漏气问题,该汽车生产企业在对离合风管接头密封性检查的同时,还对A型快插接头密封性原理进行分析,结合装配原理(如图2所示),从结构设计的合理性和尺寸配合分析影响因素,主要涉及因素有:(1)阳接头卡槽位置制造尺寸是否满足限位要求和距离要求;(2)空心螺栓端面是否能与阴接头端面合理接触并形成容纳O型圈的容腔;(3)空心螺栓螺纹位置和长度将影响卡子上下活动;(4)阴接头凹槽长度能否容下密封垫并确保密封垫与阳接头形成密封;(5)阴接头凹槽内孔径过大或过小将影响密封垫是否形成径向密封和顺利装配;(6)阴接头螺纹长度影响空心螺母装配质量;(7)阴接头凹槽侧壁粗糙度将影响密封垫能否形成径向密封;(8)阴接头放置卡子处内径能确保卡子中心不偏移同时卡子不被内部顶死;阳接头密封圈与空心螺母内壁形成密封。
图2 A型快插接头密封原理示意图
2.2.2 对策。为了更好地提高A型快插接头密封性,从原理图基本可以分析出A型快插接头经过两道橡胶圈变形密封,具有双重保护。加上密封结合面贴合好密封的效果很好,只是在安装的时候,由于零件较多线下模块安装复杂,但是在线上安装非常简便,对管件对中的要求较低。因此在结合其原理图的基础上,要保证A型快插接头密封性从以下四个方面入手整改:
第一,确保密封圈形成密封并不被压烂。当空心螺母与阴接头配合时,空心螺母应利用O型胶圈接触阴接头的内侧面。考量和验证确保O型圈与空心螺母、阴接头两侧壁接触并形成压力,封锁从空心螺母、阴接头间渗漏的气压。同时确保空心螺母、阴接头形成的间隙能容下O型圈,避免O型圈被压烂。
第二,确保夹子能灵活松紧。目的为夹子能自行可靠地夹住阳接头,防止阳接头在气压的作用下被吹出来。另一目的是阴接头内部空间宽裕,足以保证阳接头插接时能打开,让阳接头圆锥部分通过,同时阴接头内部空间不能太宽,逼母夹子孔与阳接头不能对正,阻碍阳接头插接。
第三,确保阳接头圆锥部分与密封垫接触,挤压密封垫端面变形,密封垫变形后与阴接头内壁接触,从而形成径向和端面密封。为了能实现该目的,需核算阳接头限位落入夹子后虚位最大和最小时,阳接头端面至阴接头底部的距离,确保阳接头端面与密封垫端面接触,同时形成的压力大于风管内的气压。
第四,为了提高插接便利性,在阳接头和密封圈2表面涂有润滑脂,减小装配摩擦力,降低插接难度。
3 结语
综上所述,对商用车整车密封性的影响因素及对策进行探讨具有十分重要的意义。上述结合自身工作实践,以商用卡车的制动管路密封防止漏气为目的,就制动管路中的离合风管接头和A型快插接头密封性的因素及对策进行了探究,在实际生产中,还有诸多需要确保其密封性的地方,需要进一步加强研究。
参考文献
[1] 吴培娣,韩海强,李志成,戴礼强,赵福全.整车密封性影响因素分析[J].汽车工程师,2013,(3).
[2] 朱瑞松.卡套管式接头密封失效分析及预防[J].压力容器,2013,(6).
[3] 时云松.快插接头在低压燃油管路系统中的应用[J].汽车实用技术,2014,(1).
作者简介:韦文香(1982-),男,东风柳州汽车有限公司助理工程师,研究方向:质量管理。
(责任编辑:秦逊玉)endprint
