我国废炼油催化剂的产生量、危害及处理方法
2015-04-24邱兆富曹礼梅
刘 腾,邱兆富,杨 骥,曹礼梅,张 巍
(华东理工大学 资源与环境工程学院 国家环境保护化工过程环境风险评价与控制重点实验室,上海 200237)
我国废炼油催化剂的产生量、危害及处理方法
刘 腾,邱兆富,杨 骥,曹礼梅,张 巍
(华东理工大学 资源与环境工程学院 国家环境保护化工过程环境风险评价与控制重点实验室,上海 200237)
根据我国每年的石油消费量估算了当年的废炼油催化剂产生量,预测2015年我国废炼油催化剂的产生量将达到2.07×105t。介绍了废炼油催化剂的主要成分、含量与危害,分别论述了废流化催化裂化催化剂、废催化加氢催化剂和废催化重整催化剂的处理和利用方法,指出废炼油催化剂的再生及资源化和无害化应是未来的重点研究方向。
石油炼制;废催化剂;再生;资源化;无害化
石油炼制(简称炼油)催化剂包括流化催化裂化(FCC)催化剂、催化加氢催化剂(包括加氢精制催化剂和加氢裂化催化剂)、催化重整催化剂等。我国对炼油催化剂的需求量巨大,有资料预测,2015年我国FCC催化剂、催化加氢催化剂和催化重整催化剂的销量将分别达到1.8×105,2.1×104,8×102t,分别占全世界销量的20%,10%,19%[1]。催化剂在使用过程中会因诸多原因而失效报废。据报道[2],全球每年产生废催化剂(5~7)×105t,其中,废炼油催化剂占很大的比例。随着我国炼油催化剂销量的逐年递增,废炼油催化剂的产生量也逐年增加。如果不对废炼油催化剂加以科学管理,其中的有毒有害成分会污染环境并危害人体健康,并且其中的一些贵重金属资源也会流失。因此,对废炼油催化剂进行有效的处理和利用已成为一个十分重要的课题。
本文预测了我国废炼油催化剂的产生量,介绍了废炼油催化剂的主要成分、含量及危害,论述了我国现阶段废炼油催化剂的处理和利用方法,并对未来的研究方向进行了展望。
1 我国废炼油催化剂产生量预测
2005年,我国炼油装置能力为3.25×108t[3],石油消费量为3.25×108t[4],即炼厂的实际开工率为100%,同年炼油催化剂的使用量为1.15×105t[5],若不计新开工的和更换催化剂的炼油装置所使用的催化剂的量,则每炼制1 t原油会产生0.354 kg废炼油催化剂。据此,根据我国每年的石油消费量[4,6]即可估算出当年的废炼油催化剂的产生量,见表1。
目前,FCC催化剂的使用量占据了较大的市场份额,约为炼油催化剂总使用量的68.9%;加氢精制、加氢裂化和催化重整催化剂所占比例分别为9.4%,6.2%,3.3%;其他种类的炼油催化剂所占比例约为12.2%[7]。根据我国每年的石油消费量,再根据每种炼油催化剂所占的比例,即可推算出当年该种废催化剂的产生量,见表2。
由表1和表2可见,我国每年废炼油催化剂的产生量巨大,且在逐年递增。根据第一财经研究院的预测[8],2015年我国石油消费量将达到5.85×108t,废炼油催化剂的产生量将达到2.07×105t。

表1 我国废炼油催化剂的产生量(估算)
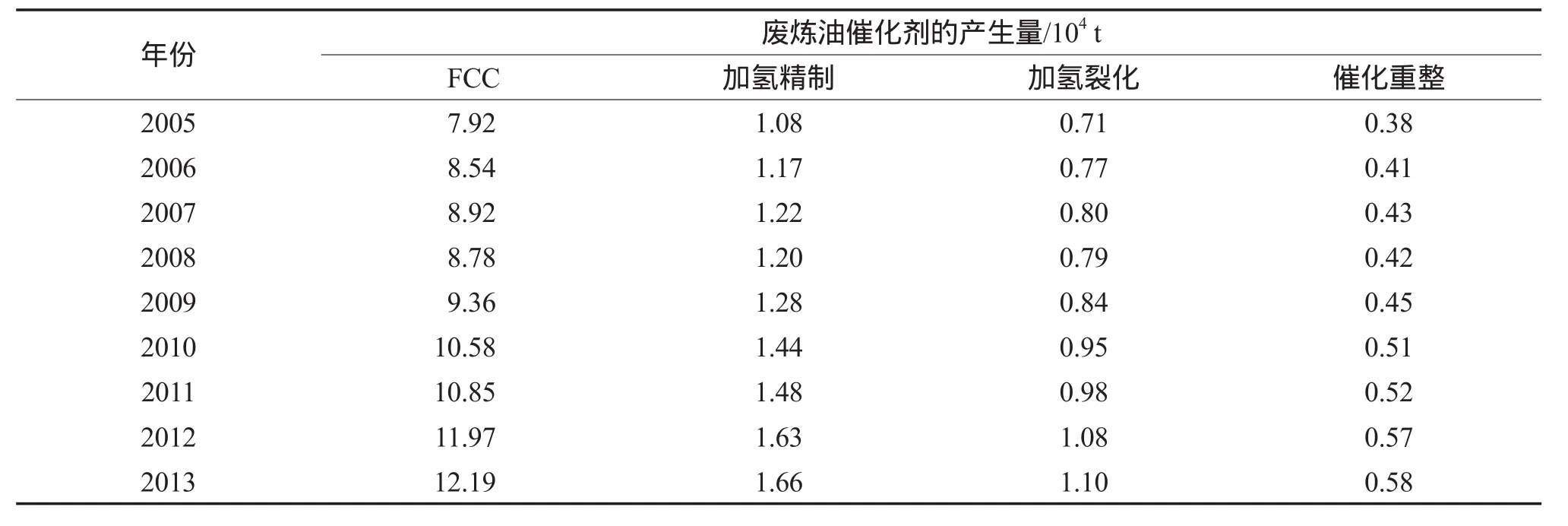
表2 我国各类废炼油催化剂的产生量(估算)
2 废炼油催化剂的成分及危害
2.1 废炼油催化剂的主要成分及含量
几种催化裂化、加氢精制、加氢裂化和催化重整新鲜催化剂的主要成分及含量见表3。
由表3可见,由于催化剂反应活性的需要,有些新鲜催化剂本身就含有有毒有害成分。如加氢精制与加氢裂化催化剂中含有NiO,属于致癌性物质[18]。
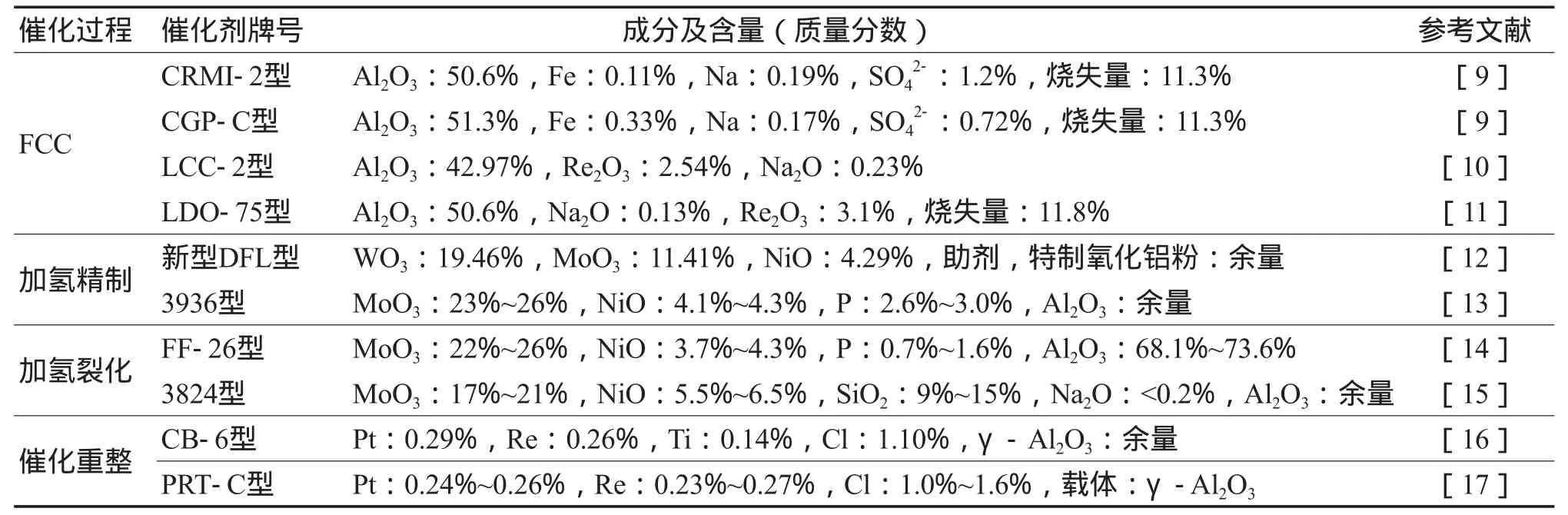
表3 几种新鲜炼油催化剂的主要成分及含量
炼油过程中,原油中的一些有毒有害成分会进入到催化剂中,废炼油催化剂的主要成分及含量见表4。
由表4可见,废FCC催化剂表面可能沉积有Ni,V,Fe等重金属,少量的Na,Mg,P,Ca,As,Cu等元素也会沉积在废催化剂上。另外,为了使沉积在催化剂上的重金属活性受到抑制,通常会向系统中加入一定量的钝化剂,而钝化剂中含有Sb,也是一种有毒物质。废加氢精制催化剂上会有Ni和V等金属沉积,根据进料的不同,As、Fe、Ca、Na及黏土等杂质也会沉积在催化剂上使其活性降低甚至失活[24]。因催化重整工艺对原料的要求很严格,故其废催化剂中有毒有害成分很少,废催化剂表面以积碳居多,由于装置运转时间较长,原油中的硫、氮、金属等也会在催化剂表面累积[1]。

表4 废炼油催化剂的主要成分及含量
2.2 废炼油催化剂的危害
废炼油催化剂中可能含有许多有毒有害成分,如NiO,其质量分数大于0.1%时,该废催化剂就属于危险固体废物;又如V,Sb,Ti等,其质量分数大于3%时,该废催化剂也属于危险固体废物[18]。若将废炼油催化剂长时间露天堆放,不仅会占用大量土地资源,其中的有毒有害成分还会随着雨水的冲刷进入水体和土壤,对水体和土壤以及植被和生物等造成危害,并通过食物链危及人体健康[25-26]。此外,废FCC催化剂的粒径很小,极易被人吸入,从而危害人体健康。
3 废炼油催化剂的处理和利用方法
通常会采用一些方法对废炼油催化剂进行再生,再生后的催化剂若达不到反应所需的活性,再根据其成分的不同而采取不同的方法进行处理和利用。
3.1 废FCC催化剂
FCC催化剂失活的原因大致可以分为3种:重金属污染失活、积碳失活和水热失活。重金属污染失活是指Ni,V,Fe等重金属进入了催化剂导致其失活;积碳失活是指FCC过程中,在进行主反应的同时, 还伴随一些副反应生成重质的副产物沉积在催化剂表面使其失活;水热失活是指在高温反应条件下,FCC催化剂的化学组成和相组成发生了变化,从而导致了FCC催化剂失活[27]。废FCC催化剂的处理和利用方法如下。
3.1.1 磁分离技术
废FCC催化剂中含有Ni,V,Fe等具有较强磁性的重金属[28],可以采用磁分离技术进行处理和利用。磁分离技术分为两大类:高梯度磁分离工艺(HGMS)和采用永久磁铁的磁分离工艺。日本石油公司于1988年开发了HGMS工艺,随后与美国Ashland石油公司合作开发了Magna Cat工艺,工业应用效果良好[29]。梁永辉[30]对低磁性废FCC催化剂进行了磁分离研究,并进行了工业放大,处理后的废催化剂回用到催化裂化装置上,产品性质稳定,每年可节约20%的新鲜催化剂。
3.1.2 化学再生法
化学再生法是将废催化剂与一些化学物质接触并发生反应,以脱除沉积在废催化剂上的Ni和V等重金属,从而使催化剂的比表面积及空隙率等得到恢复,使废催化剂可以重新使用[31-32]。美国Chemeat公司采用Demet脱金属工艺对废FCC催化剂进行再生,V的脱除率可达40%~70%,处理后催化剂的活性可恢复到新鲜催化剂的水平[33]。吴聿等[34]采用无机和有机耦合法对废FCC催化剂进行复活研究,处理后的废催化剂经中国石油大庆石化分公司试用,效果良好。
3.1.3 其他处理方法
还有诸多处理废FCC催化剂的方法,如填埋、用于制作水泥、沥青和砖的配料等[35]。Palak等[36]发现废FCC催化剂是一种很好的防腐、防污垢和防微生物滋生的材料,能在80 ℃下承受来自化工厂的各种腐蚀,其缓蚀率达90%以上。刘欣梅等[37]以废FCC催化剂作为原料,加入无机盐,并调节碱度和结晶温度,得到比表面积较大的超细Y型分子筛,该Y型分子筛显示了优良的水热性能。Zornoza等[38]采用废FCC催化剂进行了硅酸盐水泥的加速炭化实验,取得了较好的结果。张俊计[39]通过对废FCC催化剂进行焙烧、浸取过滤、水浴陈化、洗涤干燥,获得了满足相关使用要求的白炭黑。
3.2 废催化加氢催化剂
催化加氢催化剂失活的原因为积碳和有毒物质的沉积[40-41]。废催化加氢催化剂的处理和利用方法如下。
3.2.1 器内再生
器内再生是指以氮气或水蒸气作为热载体,在反应器内引入空气烧焦[42],从而去除废催化剂中的杂质。器内再生有诸多缺点:首先,器内再生时催化剂未经卸出及过筛,催化剂易结块,在烧焦过程中容易造成床层局部过热,并使烧焦时间延长;其次,器内再生的温度不好控制,若温度和氧含量协调不好,容易造成床层超温而烧毁催化剂;另外,器内再生还会对环境造成一定的污染[42-43]。故目前器内再生已很少使用。
3.2.2 器外再生
器外再生是指将废催化剂卸出,在反应器外采用专门的再生装置进行再生[43]。器外再生优于器内再生,如果控制好再生时的温度和速度,催化剂的活性能够恢复90%[42]。我国器外再生技术已经取得了不少成果,王立兰等[44]对废RN-22型加氢精制催化剂进行了器外再生,研究结果表明,器外再生不仅避免了器内再生对设备的腐蚀问题,而且再生后催化剂的活性较再生前明显提高。
3.2.3 金属组分回收
废催化加氢催化剂经过多次再生后,其活性无法满足工艺要求,无法正常使用,但废催化剂中含有Pt和Pd等贵金属及Mo,W,V,Co等金属,具有很高的回收价值。目前回收金属组分的方法主要有:酸浸取、碱浸取、酸碱两段浸取、生物浸取和电化学溶解等[45]。Banda等[46]在90 ℃、废催化剂粒径为250 μm、固液质量比为5%的情况下用3 mol/L的盐酸对废加氢脱硫催化剂进行浸出实验,反应60 min后,Mo和Co的浸出率分别达到97%和94%。
3.2.4 其他方法
废催化加氢催化剂也可以填埋处理,但由于其中含有有用的金属组分,且随着填埋费用的日益增加,填埋处理已不十分可行。
3.3 废催化重整催化剂
催化重整催化剂失活的原因很多,如积碳、中毒、高温等。废催化重整催化剂的处理和利用方法如下。
3.3.1 再生
废催化重整催化剂的再生分为3个步骤:烧炭、补氯和还原。烧炭是在适宜的氧浓度下烧去废催化剂上的积碳;补氯是为了补充烧炭时所失去的氯,同时将反应、燃烧时所融合的Pd加以分散;还原是指将氯化更新后的氧化态催化剂还原为金属态,其中,还原剂一般为氢气[1]。
3.3.2 其他方法
经过多次再生的催化重整催化剂已达不到使用要求,但废催化剂中含有Pt和Pd等贵金属。目前从废催化重整催化剂中回收贵金属的方法有气相转移法(高温氯化挥发法)、载体溶解法、贵金属溶解法、火法熔炼法、机械剥离法、等离子熔融法等[47]。傅建国[47]采用焙烧—浸出—树脂交换—沉淀Pd—精制工艺对以γ-Al2O3为载体的废催化重整催化剂进行Pd回收,Pd的回收率可达98%以上。文献[48]报道,采用加压碱溶浸出和常压酸溶富集的方法回收废催化重整催化剂中的Pd和La,Pd的回收率大于99%,La的回收率大于92%。
4 结语与展望
对废炼油催化剂处理的第一步为再生,当再生后的废催化剂达不到反应所需的活性后,不同类型的废催化剂有各自的处理方式。其中,废FCC催化剂中可能含有Ni,V,Sb,Cu等重金属,必须进行无害化处理;废催化加氢催化剂中可能含有NiO等成分,需进行无害化处理,还可能含有Pt和Pd等贵重金属及Mo和Co等有用资源,需要进行回收利用;废催化重整催化剂中可能含有Pt,Pd,Ir等贵金属,也应进行回收利用。未来废炼油催化剂的处理和利用的方向主要是再生、资源化、无害化等。我国在这方面的起步较晚,技术水平还有待提高。另外我国对于废催化剂管理的相关法律法规也较少,亟需进一步补充完善。
[1] 张广林,孙殿成. 炼油催化剂 [M]. 2版. 北京:中国石化出版社,2012:3 - 13,105 - 132.
[2] 王锐利,周国平,吴任超,等. 废催化剂回收贵金属工艺及前处理技术研究[J]. 资源再生,2011(9):58 -60.
[3] 朱和,金云. 我国炼油工业发展现状与趋势分析[J].国际石油经济,2010 (5):5 - 12.
[4] 中华人民共和国国土资源部. 2011中国国土资源公报[EB/OL]. [2012 - 03 - 29]. http://www.mlr.gov.cn/ zwgk/tjxx/201205/t20120510_1095276.htm.
[5] 柴国良. 催化剂工业生产消费现状与发展趋势(下)[J].上海化工,2007,32(3):46 - 48.
[6] 中华人民共和国国土资源部. 2013中国国土资源公报.[EB/OL]. [2014 - 02 - 21]. http://www.mlr.gov.cn/ zwgk/tjxx/201404/t20140422_1313358.htm.
[7] 中国市场调查研究中心. 2009 - 2010年中国炼油催化剂市场发展研究报告. [EB/OL]. [2011 - 06 - 05]. http:// www.cmir.com.cn/Html/hot_report/2011052449517707. shtm.
[8] 李东超. 中国石油净进口超过美国中东战略地位更加突出. [EB/OL].[2013 - 04 - 05]. http://www.cpcia. org.cn/html/19/189912/124949.html.
[9] 何声强.催化裂化MIP - CGP工艺专用催化剂CGP - C使用评价[J]. 精细与专用化学品,2011,19(2):13 -16.
[10] 张亮,邹旭彪,秦松,等. LDO - 75重油催化裂化催化剂的工业应用[J]. 石油炼制与化工,2011,42(10):35 - 38.
[11] 侯凯军. 反应温度对LCC - 2催化剂催化裂解制低碳烯烃性能的影响[J]. 石化技术与应用,2011,29(1):17 - 20.
[12] 于冉,罗继刚,李明时. 新型DFL加氢精制脱硫催化剂的表征及活性评价[J]. 石油炼制与化工,2010,41(4):44 - 48.
[13] 彭全铸,王继峰,韩崇仁. 3936馏分油加氢精制催化剂的开发与应用[J]. 石油炼制与化工,1996,27(12):18 - 21.
[14] 郭仕清,王庆峰. FF - 26催化剂在加氢裂化装置上的应用[J]. 石油技术与应用,2008,26(5):451 - 455.
[15] 赵琰. 3824中油型加氢裂化催化剂的工业应用[J].工业催化,1993(1):56 - 61.
[16] 孙兆林. 催化重整[M]. 北京:中国石化出版社,2006:63 - 64.
[17] 郎宝. PRT - C/PRT - D催化剂在催化重整装置上的工业应用[J]. 石化技术,2013,20(4):36 - 39.
[18] 国家环境保护总局,国家质量监督检验检疫总局. GB 5085—6.2007危险废物鉴别标准毒性物质含量鉴别[S]. 北京:中国标准出版社,2007.
[19] 谢华林,唐有根,聂西度. 高分辨电感耦合等离子体质谱法测定FCC催化剂中微量元素[J]. 石油学报,2007,23(1):104 - 108.
[20] 李满,李春光,夏明桂. 废FCC催化剂氧化处理炼油液态烃碱渣[J]. 武汉纺织大学学报,2011,24(3):44 - 47.
[21] 寇祖星,魏亿萍,马淑涛. 炼油加氢废催化剂中金属分离回收工艺研究[J]. 广东化工,2013,40(5):10 - 11.
[22] 马连湘,王犇. 加氢脱硫废催化剂综合利用研究[J].无机盐工艺,2006,38(8):48 - 50.
[23] Baghalha M,Ghh K,Mortaheb H R. Kinetics of Platinum Extraction from Spent Reforming Catalysts in Aqua-Regia Solutions[J]. Hydrometallurgy,2009,95(3/4):247 - 253.
[24] Marafi M,Stunislaus A,Furimsky E. Handbook of Spent Hydroprocessing Catalysts[M]. UK:Elsevier B V, 2010:93 - 120.
[25] 宁平. 固体废物处理与处置[M]. 北京:高等教育出版社,2007:7 - 10.
[26] 季思伟. 炼油加氢废催化剂中有价金属的回收[D].上海:华东理工大学环境科学与工程学院,2011.
[27] 李豫晨,陆善祥. FCC催化剂失活与再生[J]. 工业催化,2006,14(11):26 - 30.
[28] 殷北冰,包静严,王刚. 催化裂化废催化剂磁分离回用技术[J]. 应用科技,2011,38(8):57 - 59.
[29] 周明,吴聿,叶红,等. FCC废催化剂的处理与综合利用[J]. 石油化工安全环保技术,2011,27(4):57 - 59.
[30] 梁永辉. 低磁性催化裂化平衡剂磁分离回收技术研究和工业应用[J]. 炼油技术与工程,2011,41(10):43 - 46.
[31] 梁海宁,刘欣梅,昌兴文,等. 炼油废催化剂的处理和利用[J]. 炼油技术与工程,2010,40(1):1 - 5.
[32] 赵海军,王凌梅,韩长红,等. FCC催化剂的分离再生和回用技术展望[J]. 石油与天然气化工,2006,35(6):455 - 458.
[33] 韩德奇,洪国忠,蔡驰,等. 催化裂化废催化剂利用新途径[J]. 江苏化工,2000,28(4):24 - 25.
[34] 吴聿,张国静,张新功,等. 化学法FCC废催化剂复活工艺及工业应用[J]. 炼油技术与工程,2011,41(11):32 - 34.
[35] Furimsky E. Spent Ref nery Catalysts:Environment,Safety and Utilization[J]. Catal Today,1996,30(4):223 - 286.
[36] Palak A T,Preeti R. Spent FCC Catalyst:Potential Anti-Corrosive and Anti-Biofouling Material[J]. J Ind Eng Chem,2014,20(4):1388 - 1396.
[37] 刘欣梅,李亮,杨婷婷,等. FCC废催化剂细粉合成超细Y型分子筛[J]. 石油学报,2012,28(4):555 -560.
[38] Zornoza E,Payá J,Monzó J,et al. The Carbonation of OPC Mortars Partially Substituted with Spent Fluid Catalytic (FC3R) and Its Inf uence on Their Mechanical Properties[J].Construct Build Mater,2009,23(3):1323 - 1328.
[39] 张俊计,吴秀娟,武斌,等. 以FCC废催化剂为原料生产白炭黑的方法:中国,102275935A[P]. 2011 -12 - 14.
[40] Dufresne P. Hydroprocessing Catalysts Regeneration and Recycling[J]. Appl Catal A:General,2007,322(4):67 - 75.
[41] Marafi M,Atanislaus A. Spent Catalyst Waste Management:A Review:Ⅰ.Developments in Hydroprocessing Catalyst Waste Reduction and Use[J]. Res, Con Recycl,2008,52(6):859 - 873.
[42] 沈浩. 加氢催化剂再生技术的发展[J]. 河北化工,2009,32(10):38 - 40.
[43] 李杨,单江峰,郇维方. 加氢催化剂的器外再生[J].工业催化,2002,10(3):16 - 17,46.
[44] 王立兰,康少军,张藻平,等. RN - 22加氢精制催化剂的器外再生及工业应用[J]. 化工科技,2009,17(4):41 - 43.
[45] Maraf M,Atanislaus A. Spent Hydroprocessing Catalyst Management:A Review:Ⅱ. Advanced in Metal Recovery and Safe Disposal Methods[J]. Res,Con Recycl,2008,53(1/2):1 - 26.
[46] Banda N,Nguyen T H,Sohn S H,et al. Recovery of Valuable Metals and Regeneration of Acid from the Leaching Solution of Spent HDS Catalysts by Solvent Extraction[J]. Hydrometallurgy,2013,133(2):161 - 167.
[47] 傅建国. 从石油重整废催化剂中回收铂[J]. 中国有色冶金,2006 (2):43 - 44,50.
[48] 贵州资源(易门)有限公司. 一种含铂 - 铼重整废催化剂的综合回收方法:中国,103388077 A[P]. 2013 - 11 - 13.
(编辑 祖国红)
一种高效复合光催化材料的制备及应用方法
该专利涉及一种高效复合光催化材料MoS2/ SrTiO3的制备及应用方法。该光催化材料由SrTiO3和MoS2经二次水热法复合而成,步骤如下:将碳酸异丙酯与柠檬酸混合,在超声搅拌条件下分别逐滴加入硝酸锶溶液和氢氧化钠溶液,将得到的前驱体置于水热釜中加热,产物经洗涤干燥后得到纳米SrTiO3;然后将SrTiO3与MoS2前驱体溶液充分混合,置于水热釜中加热,产物经洗涤干燥后得到MoS2/SrTiO3光催化材料。该光催化材料的制备方法简单,无需高温煅烧,成本低,可循环利用,并能高效降解甲基橙或与甲基橙具有相似显色基团的有机染料,在含有机染料废水处理领域具有广泛的应用前景。/CN 104307538 A,2015-01-28
三维电极用于降解工业废水COD的方法
该专利涉及一种三维电极用于降解工业废水COD的方法。包括以下步骤:将废水经过滤栅、调节池均衡水质和水量后,以一定的流量泵入容积为70 L的三维电极反应器中;调节三维电极反应器的各参数,电解90 min;将电解处理后的废水放出反应器进行其他工艺处理。该专利方法利用电催化氧化还原反应原理来去除废水中的COD,COD去除率为64%~95%。该专利可用于工业废水中COD的去除。/CN 104310538 A,2015-01-28
利用改性纳米零价铁去除底泥中重金属铬的方法
该专利涉及一种利用改性纳米零价铁去除底泥中重金属铬的方法。将改性纳米零价铁添加到含铬的底泥中进行恒温振荡处理去除铬。该专利采用十二烷基硫酸钠对纳米零价铁进行超声分散改性,通过空间位阻效应,实现对纳米材料的稳定化。改性后的纳米零价铁对铬的去除效率更高,处理周期更短,反应活性更高,修复成本更低,且清洁无污染,处理简便,对环境无毒害。/CN 104310726 A,2015-01-28
Output,Hazard and Treatment Methods of Spent Refinery Catalysts in China
Liu Teng,Qiu Zhaofu,Yang Ji,Cao Limei,Zhang Wei
(State Environmental Protection Key Laboratory of Environmental Risk Assessment and Control on Chemical Process,School of Resources and Environmental Engineering,East China University of Science and Technology,Shanghai 200237,China)
The annual output of spent ref nery catalysts in China is estimated according to China’s oil consumption in the same year,and that in 2015 is forecasted to be 2.07×105t. The main composition,content and hazard of spent refinery catalyst are introduced,and the treatment and utilization methods of spent catalysts from FCC,catalytic hydrogenation and catalytic reforming processes are discussed respectively. It is pointed out that the further research should focus on the directions of regeneration,resources utilization and harmlessness treatment of spent refinery catalysts.
oil ref ning;spent catalyst;regeneration;resource utilization;harmlessness
X705
A
1006 - 1878(2015)02 - 0159 - 06
2014 - 09 - 30;
2014 - 11 - 28。
刘腾(1989—),男,湖北省黄石市人,硕士生,电话 18317060637,电邮 slsllt@163.com。联系人:邱兆富,电话 021-64251596,电邮zfqiu@ecust.edu.cn。
国家环境保护公益性行业科研专题项目(201309021)。
