600 MW超超临界汽轮机振动问题分析及处理
2015-04-24邴汉昆郭佳雷陈浩庞乐
邴汉昆,郭佳雷,陈浩,庞乐
(华电电力科学研究院,杭州 310030)
0 引言
在国产600MW机组中,汽轮发电机组高中压转子经常因运行操作不当或其他原因而弯曲,主要表现为机组带负荷运行时振动不大,但启机或停机过程过临界时振动超标,甚至引起跳机,严重影响机组的安全运行。
目前,大型汽轮发电机组转子弯曲故障的常见处理方法有2种:一是直轴处理,即给转子施加直轴载荷,将转子校直;二是通过切削加工,去除弯曲变形所带来的不平衡量。这2种处理方法所需工期较长、费用较高,且具有一定风险。因此,针对弯曲变形量较小的转子,可以考虑对其进行现场加重来补偿其不平衡质量。
1 机组概况
某600 MW机组系CCLN600-25/600/600型超超临界、一次中间再热、单轴、双缸双排汽、凝汽式汽轮机。高中压转子的径向轴承采用无扭转四瓦块可倾瓦轴承,低压转子采用二瓦块可倾瓦轴承,对中性能良好;发电机采用端盖式轴承,由端盖支撑轴承载荷;轴承采用下半两块可倾式轴瓦,能自动调整负荷中心,稳定性强,抗油膜扰动能力强。轴系结构如图1所示。

图1 轴系结构
2 机组振动情况[1-2]
机组在带负荷正常运行时,除#1,#2瓦振动超标外,其他轴瓦振动均在70 μm以下,机组停机过程中过临界时振动偏大,振动数据见表1。检修期间对高中压转子弯曲量进行测量,最大弯曲部位位于中压缸第2级处,达130 μm。由于检修工期限制,转子没有返厂处理。

表1 机组停机及过临界时振动值 μm
机组检修后启动,冲转前盘车时偏心为65 μm,23:30开始冲转,根据以往经验振动保护值设定为250 μm,机组过临界过程由于2X振动超标跳机,振动值见表2。降速至600 r/min后,23:56再次进行冲转,定速1200r/min,稳定25min,定速期间振动爬升;00:26降速至600 r/min,暖机10 min后开始第2次冲转,根据历史启机振动值将振动保护值调整为300 μm,当转速为1300r/min时,2X 振动达370μm,再次跳机,振动见表3。
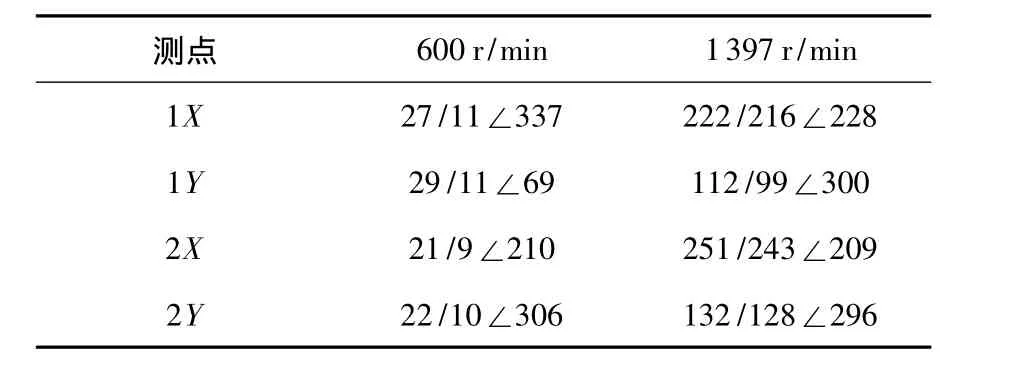
表2 第1次冲转过临界时振动值 μm/μm∠(°)
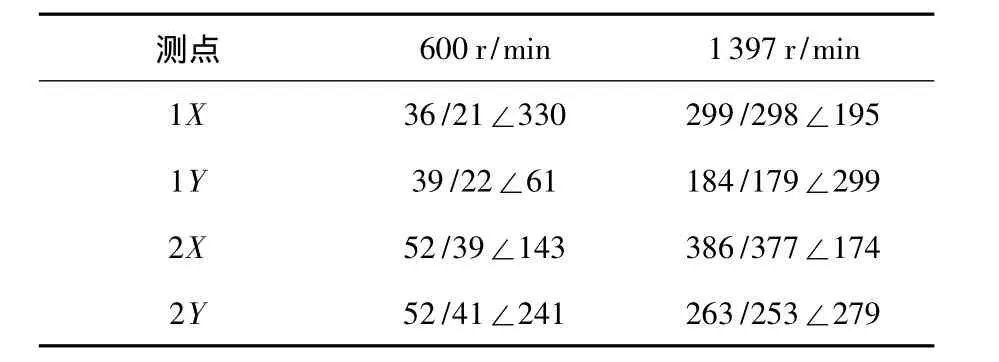
表3 第2次冲转过临界时振动值 μm/μm∠(°)
当停机过程中转速降为120 r/min时,#2瓦瓦温由46℃突然上升为76℃。停机后对#2瓦进行检查,状态良好,初步怀疑瓦温突然升高与油质有关。
停机期间对晃度进行了实时监测。转速降为500 r/min时,偏心为61μm;40r/min时,偏心为47μm;20 r/min时,偏心为40 μm且一直平稳在此值;投盘车40 s后,偏心变为31μm,1min后偏心为30μm,再12s后,偏心变为43μm并维持在此值不再变化。
3 振动分析及处理[3]
根据机组启机过程振动情况,机组首次冲转过临界过程中跳机后降速至600 r/min后再次冲转,当转速达到1200r/min时,暖机停留过程中振动爬升,通过频谱分析发现有高频成分,判断发生了碰磨,而就地听针监测结果与测量结论相吻合。根据常规运行经验,机组在低转速下发生碰磨,应该进行长时间暖机直到碰磨消除才可以继续冲转,据此定速1200 r/min暖机,由于发生碰磨导致振动爬升。存在原始弯曲的转子在临界转速以下发生碰磨会加重转子弯曲,从而导致再次冲转过临界时振动大幅增大。
针对以上情况,为测得转子过临界时的振动值,决定在机组进行长时间盘车后再次冲转,调取了历次启机过临界时的振动值,将#1,#2瓦振动保护调整为310 μm。此次启动设定2套启动方案:(1)定速600r/min检查后,继续在1200r/min暖机查看振动情况,通过长时间暖机使碰磨消除;(2)由于大修期间汽封间隙调整较大,且上次冲转过程中频谱分析其碰磨分量较小,推断不会发生严重碰磨,因此决定定速600 r/min进行简短检查,检查正常后直接冲转2000 r/min,防止转子碰磨导致的热弯与原始弯曲叠加而造成严重影响,该启动方案存在一定风险,需要做好严密的防范措施。
经商讨决定采取第2种方案,机组在盘车将近8 h后再次进行冲转,顺利通过临界转速,振动数据见表4。

表4 第3次冲转过临界时振动值 μm/μm∠(°)
对以上采集数据进行分析,确定了高中压转子动平衡方案,由于现场实际原因,转子中间平衡孔无法加重,因此只能选择两端加重方式进行平衡处理,最终在#1,#2瓦各加重870 g。由于加重时间较长,又为两端对称加重,导致加重后再次投入盘车偏心达到130 μm,因此,决定以转子加重位置为基准翻转180°放置1.5 h后再次投入盘车,盘车4 h后偏心为47 μm,于是机组再次冲转。
机组加重后首次冲转,将振动保护值维持在310 μm,转子过临界时#2瓦振动 304 μm,升速至3000r/min,振动数据见表5。根据以往经验初步怀疑两端加重对一阶不平衡分量响应较小,决定对加重方案进行调整。随后,机组进行了阀门严密性试验。在转子降速过临界时相比加重后首次冲转过临界振幅大幅下降,且再次定速3000 r/min时,振动数据见表6。通过分析数据发现:(1)加重期间导致的转子临时弯曲没有完全恢复;(2)机组盘车时间不足。
由于负荷要求,决定暂时不对机组进行处理并维持现状运行,由于相位没有发生明显变化,只需再次寻找机会对加重质量进行调整,机组带负荷后#1,#2瓦振动没有明显变化。鉴于机组过临界振动值仍偏大,因此对机组运行提出以下意见:(1)将机组#1,#2瓦振动保护值维持在300μm,后续寻找机会进行升降速过临界试验,观察过临界振动值,如果每次振动重复性较好,将#1,#2瓦振动保护值调整为规定值250 μm;(2)由于转子存在弯曲,转子冷态和热态冲转过临界时振动差别很大,每次冲转前对比转子停机时偏心,确保恢复到停机之前的偏心值才可进行冲转。
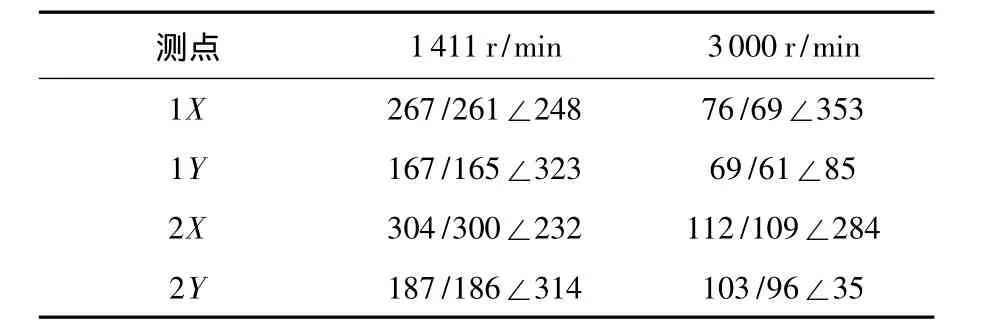
表5 机组加重后冲转过临界时振动值μm/μm∠(°)

表6 机组阀门严密性试验过临界时振动值 μm/μm∠(°)
4 结束语
机组高中压转子弯曲导致每次启机需要上调振动保护值来冲转过临界,本文通过动平衡将转子过临界振动值调整到了规定保护值以下。由于现场实际情况,此次动平衡选择加重响应较小的两端对称加重方式进行,解决了现场问题。
[1]顾晃.汽轮发电机组的振动与平衡[M].2版.北京:中国电力出版社,1998.
[2]寇胜利.汽轮发电机组的振动及现场平衡[M].北京:中国电力出版社,2007.
[3]刘石,杨群发.超临界600 MW机组振动问题分析与轴系平衡[J].广东电力,2007,20(9):43 -46.
