环形加热器在液压缸焊前预热中的应用
2015-04-23张家坤化三兵郭世敬
张家坤 化三兵 郭世敬
液压油缸是液压支架的主要组成部分,也是实现液压支架工作的关键核心部件,其质量直接决定着支架的性能和使用寿命。随着对支架产品的性能、寿命和使用环境要求的提高,目前矿用液压油缸的缸筒越来越多采用30CrMnSi等材质,为保证其缸体焊接质量,焊前预热是此类油缸焊接时必不可少的工序之一。
目前公司采用的较常见的预热方法是烤枪加热,部分采用感应加热。经过试验和改进,公司采用一种新的加热工具(环形加热器)对液压缸的环形焊缝进行焊前加热,不仅提高了预热效率,降低了操作人员的劳动强度,同时保证了预热位置的温度均匀性,大大提高了预热质量和液压缸的焊接质量稳定性。
1. 常用预热方式及其特点
目前公司液压缸的缸体全部采用缸筒和缸体焊接组合而成,其焊接过程为:先将缸底和缸筒沿止口装配组合达到要求后采用定位焊点固,然后进行预热处理,满足预热温度后在自动焊缸机上打底并填充好焊缝。
第一种焊前预热方式为烤枪加热,也是目前最常用的预热方式。加热烤枪如图1所示,采用丙烷和氧气两种气体。烤枪预热是待工件定位焊完成后在自动焊缸机上装夹完成后,点燃烤枪,工件旋转,将烤枪火焰对住待焊坡口加热,测量温度至要求后开始焊接。
第二种预热方式是中频感应加热,中频感应设备如图2所示。 感应加热是将点固好的缸体组件吊至感应设备处,然后将待焊位置放置感应线圈中,开启感应加热器加热,加热至所需温度以上一定温度后吊装至自动焊缸机上焊接。

图1 加热用烤枪

图2 加热用中频感应设备
烤枪直接在自动焊缸机上加热且预热后不需要吊运,当温度到达工艺要求后即可直接实施焊接,较为灵活。但是烤枪预热只有一处加热源,虽然工件旋转但加热效率低、时间长,能量损失大且加热不均匀。感应加热可以快速实现工件环形焊缝处同步均匀升温,预热效率高,温度均匀,但是加热完成后需要将工件再次吊运至焊机上,工序比较麻烦,并且需要加热至较高温度来抵消吊运过程中的温度损耗,劳动强度大,电力成本高,同时感应加热可能导致定位焊缝开裂,需要重新点固而造成的反复和浪费。
2. 环形加热器特点及应用
由于烤枪加热和感应加热都有一定的缺点,所以公司采用新改进的预热设备-环形加热器(见图3),该设备结构简单,综合了烤枪加热和感应加热的优点,并弥补了两者存在的不足。环形加热器主要由环形加热枪、推移小车和气路管道组成,使用方便简单。采用脉冲自动点火系统自动点火,并通过调整气体流量来控制火焰大小。
环形加热器采用半圆形,而不采用整圆形,其优点是结构操作简单,对设备要求低,移动方便,可以适用不同缸径的加热。每个加热器设备共分布8个烤枪,且烤枪开启数量可以控制,只需要将其中不需开启的烤枪开口封闭即可。
图4为外径320mm缸体的焊前预热,加热枪点火后开始加热,同时工件随自动焊缸机主轴旋转。由于工件的加热源为半圆形,所以工件坡口处能在实现温度的快速升高,同时整个待焊区域的温度均匀。工艺要求预热温度为150~200℃,经试验和实际使用,当加热4min时,待焊处的温度已经在180~190℃之间,非常均匀且完全满足要求。
另外,环形加热器的高度可以调节,能够满足不同设备高度下工件的预热。推移小车使用灵活,根据公司的生产节拍,一台加热器至少可以配合四台自动焊缸机焊机使用。
附表为三种不同加热方式效果对比,由表可以看出环形加热器综合了烤枪加热不需要来回吊运工件的优点和感应加热加热均匀高效的优点,同时提高了生产效率,降低了劳动强度。
3. 结语
采用环形加热器对液压油缸缸筒与缸底间环形焊缝进行焊前预热,不仅提高了工件的预热效率,降低了操作人员的劳动强度,同时保证了预热位置的温度均匀性,大大提高了预热质量并保证了液压缸的焊接质量稳定性,是一种值得推广的预热加热设备及方法。
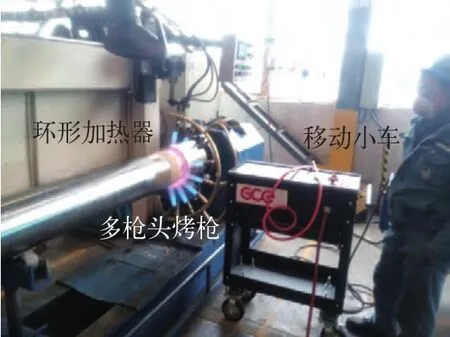
图3 环形加热器
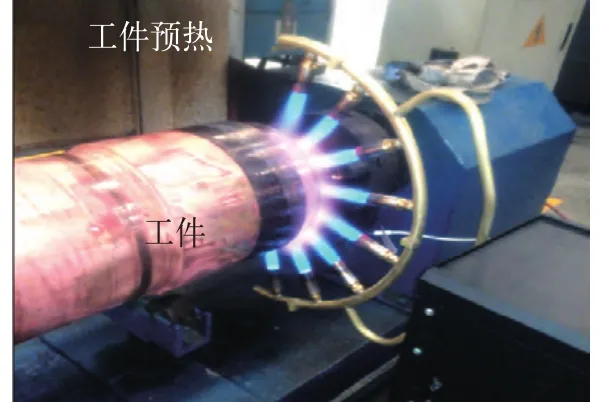
4 f320mm缸径预热

油缸焊前预热三种加热方式的对比
