40万t/a 轻石脑油异构化装置关键焊接技术
2015-04-23桑梓心于吉俊魏乐
桑梓心 于吉俊 魏乐
1. 工程概况及焊接特点
(1)工程概况 40万t/a轻石脑油异构化装置是业主新建的含硫原油加工配套工程的关键装置之一,占地面积(以边线为界)约4 000m2,项目投资3.8亿元,其中钢结构安装总量475t,工艺管线12 000m,总焊接当量4.8万寸。投产后年产油气42.51万t,操作弹性为60%~110%;装置属于甲类生产装置,由烃分离部分、反应部分及公用工程三部分组成。原料为轻石脑油和PSA氢,主要工作介质为天然气、炼厂气、石脑油、解吸气、氢气、硫化氢及蒸汽等,主要产品为异构化油,副产品是释放气,工程全貌如图1所示。
本装置工艺管道材质主要有:20、20G、L245、UNS N04400及A312 TP304等。
(2)焊接特点 首先,蒙乃尔合金UNS N04400材质在常见装置建设中很少出现,焊工缺乏对此类材质管道焊接的经验,为了确保蒙乃尔合金UNS N04400材质管线的焊接质量,必须精心策划和组织,否则很难达到一次焊接合格率98%的目标;其次,其他管道材质比较常见,焊工有焊接此类管道的丰富经验,但是本装置建设地点地处海边,施工易受台风、海风、海雾、下雨及高湿度天气影响,需要制定相应的有针对性的焊接防护措施,这样焊接合格率才能得到保证。
因此,项目部把蒙乃尔合金UNS N04400材质管道的焊接定为本项目关键焊接技术控制点,把雨天及高湿度天气的焊接作为质量控制重点。
2. 关键焊接工艺及焊接质量控制
(1)关键焊接工艺 本装置的关键焊接工艺主要体现在蒙乃尔合金UNS N04400材质管道的焊接上,焊接参数如表1所示。
蒙乃尔合金UNS N04400材质管道的焊接工艺主要从坡口打磨、焊口组对、焊接、焊后检查几方面进行控制。
第一,施焊前需用角向磨光机(φ≤100mm的管件,内表面用轴向磨光机)对坡口表面内外两侧表面20mm范围内的油、漆、锈、垢及毛刺等对焊接有害杂物清除干净,坡口不得有裂纹、夹层等缺陷,打磨好后用丙酮清洗坡口及两侧30mm区域。
第二,管道焊缝组对时,应使内壁平齐,其错边量应≤0.5mm。固定口组对应优先考虑仰焊部位的质量,主要是内壁错边量、间隙大小,错边量过大容易造成单边未熔合,间隙过大容易造成底层凹陷,间隙过小容易造成未焊透,间隙应选择大于焊丝0.5~1mm为宜。组对时严禁强力组对,以免产生附加应力。

图1 装置建成后全貌
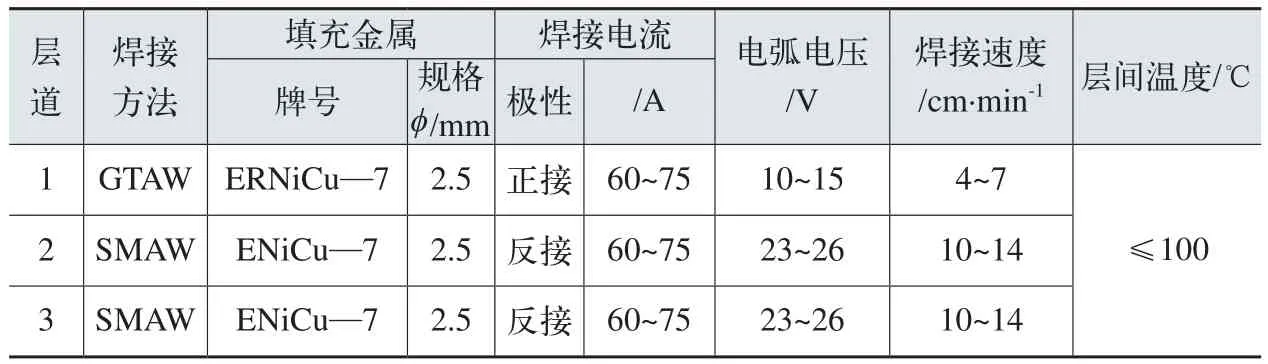
表1 焊接参数
第三,焊接时引弧必须在坡口内侧进行,氩弧焊打底必须在管道内侧进行充氩保护,避免打底焊缝出现氧化现象,填充和盖面时,需根据打底层厚度确定是否需要背充氩进行保护,填充及盖面收弧时要稍作停留,确保弧坑饱满,并且每个收弧处均应该进行打磨,以清除收弧热裂纹等缺陷,确认无缺陷后再继续焊接。
(2)焊接质量控制 焊接质量控制主要从人、机、料、法、环五个环节进行控制。
第一,焊工必须持有特种设备焊接作业人员操作证,并且通过业主设置的焊工操作考试,取得上岗资格后方可施焊。焊工只能在合格项目对应的施焊范围内作业,不得超越其范围作业。
第二,在使用前认真检查焊机状态,避免焊机带病作业,达到保证焊接质量的目的。
第三,焊接材料的选用,须严格按照焊接工程师技术交底时下发的焊接工艺指导卡进行选用,不许私自乱用焊材。焊材库领用焊材时需填写焊材领用卡,并经焊接工程师签字认可后,焊材烘焙发放人员方可进行发放,从焊接材料的发放源头杜绝焊材使用错误的情况。
第四,管道焊接工艺严格按照焊接工程师下发的焊接工艺卡执行,焊接参数必须依据焊接工艺卡的参数范围进行选取,避免因焊接电流、电弧电压等参数选取错误造成焊接质量隐患。
第五,焊接环境出现如下情况时,必须采取防风挡雨措施,否则禁止施焊:风速:氩弧焊>2m/s,焊条电弧焊>8m/s;下雨、大风、大雾时;空气相对湿度>90%时。
雨天、高湿度天气的焊接质量控制要求:焊接时使用防风挡雨棚,严禁冒雨施焊。使用质量良好的保温筒,每次取用焊条后立即关闭好保温筒,避免焊条吸收湿气,严禁焊接时手握焊条。少量发放焊条,控制领用焊条到进行焊接的时间≤4h,宜控制在2~3h内。
施工准备及施工照片如图2~7所示。
3. 焊接设备应用情况
由于受施工现场条件限制,无法采用机器人焊接和自动化焊接,我项目部在焊接蒙乃尔合金UNS N04400材质管道以及不锈钢材质管道时,考虑到该类材质管道容易出现的焊接起弧收弧缺陷,特选用了ZX7—400STG高频氩弧焊机,如图8所示。其余材质管道焊接选用ZX7—500S普通焊机,如图9所示。
现场选用ZX7—400STG焊机主要是综合考虑了该焊机具有以下几个特点:体积较小且重量轻,便于现场移动作业;具有高频引弧功能;氩弧焊参数调节精度较高;具有提前送气、滞后停气、时间连续可调等特点。
而ZX7—500S用于普通材质管道焊接,主要是考虑到该焊机的具备以下几个特点:控制面板设计优良,简单易懂;数字显示,焊接电流可调精度1A;引弧电流可以单独调节,具有优异的引弧性能;具有多种安全防护功能。
4. 焊接材料应用情况

图2 现场管道焊接

图4 支管开孔,管台打磨

图3 关键焊接部位焊接专家现场进行指导

图5 焊缝检测

图6 现场蒙乃尔合金焊接

图7 蒙乃尔合金钢焊缝成形

图8

图9
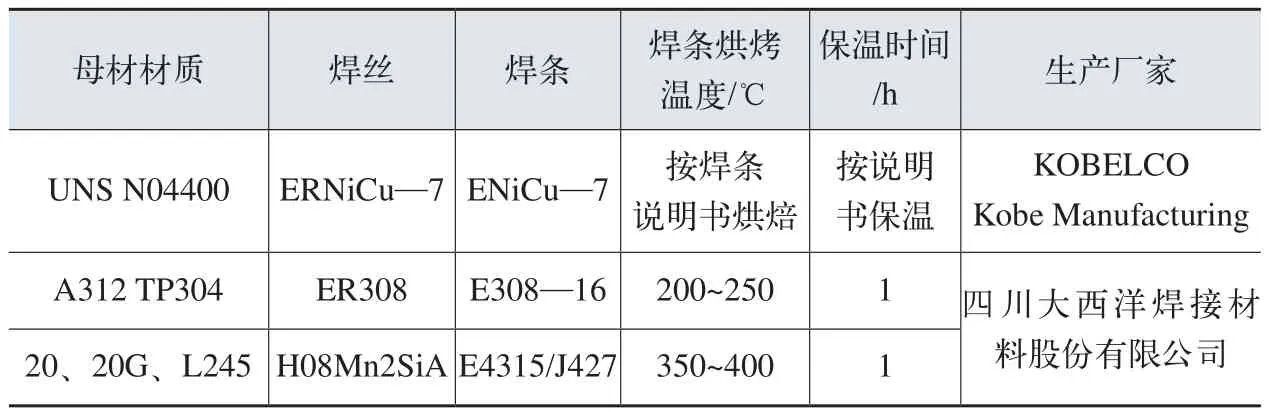
表2 焊材选用
项目部焊材选用情况如表2所示。依据多个项目的施工经验,我们在蒙乃尔合金UNS N04400选用了日本进口的神户制钢所生产的焊丝和焊条。A312 TP304及20、20G、L245则选用了四川大西洋焊接材料股份有限公司生产的焊丝和焊条。
选用的上述焊材具有如下特点:第一,焊缝具有良好的抗裂性和力学性能。第二,容易引弧,焊条燃烧时电弧稳定性良好,容易进行焊接操作。第三,焊接熔池保护良好,容易获得质量良好的焊缝接头。第四,焊接工艺性良好,可全位置焊接。第五,较好的焊接生产率,飞溅少,渣壳易脱掉。第六,焊条燃烧时产生的有害烟尘相对较少。
5. 结语
(1)通过对关键焊接技术的重点关注,最终蒙乃尔合金UNS N04400管道焊缝总数12道,共进行RT检测36张,合格36张,焊接一次合格率达到了100%,焊接质量达到了质量目标要求。
(2)A312 TP304及20、20G、L245材质管道焊接通过对人、机、料、法、环五个环节的严格控制, 焊缝RT检测5925张,合格5896张,焊接一次合格率达到99.51%,焊接质量得到了业主的一致好评。
(3)装置于2014年2月19日一次投产成功,至今管道运行状况良好,产品质量合格。
