新型搅拌摩擦焊焊接力监测系统的设计
2015-04-23徐天天王庆霞杨建国张华德
徐天天 王庆霞 杨建国 王 寒 张华德
(①东华大学机械工程学院,上海 201620;②上海航天设备制造总厂,上海 201620)
搅拌摩擦焊(friction stir welding,FSW)是英国焊接研究所在20 世纪90年代提出的一种新型的固相焊接方法。与传统的焊接方法相比具有很多的优点,现已成功应用于多个领域。在搅拌摩擦焊接过程中,搅拌头与工件之间的焊接力(顶锻力、前进抗力和侧向力)是影响焊接质量的关键因素,能够精确测得焊接力的变化,对优化焊接工艺、提高焊接质量和改进焊接设备具有重要作用。因此本课题研发了一套新型焊接力监测系统,该系统无需改动焊机本体,安装方便,不受限于工件大小,直接精确地测得焊接力的大小,通过人机交互系统进行数据显示、数据保存、数据输出等功能,使焊接过程变得数字定量化,为后续优化焊接工艺和提高焊接质量提供数据支撑。
1 系统总体结构规划
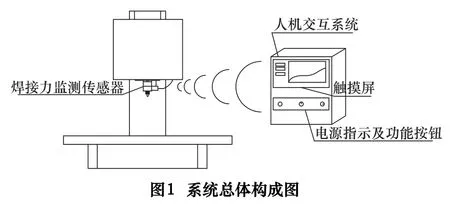
整套系统主要由传感器及人机交互系统两大模块组成,总体构成如图1 所示。为了使整套系统的传感器安装方便且不受制于工件大小的限制,综合各种因素,采用传感器装于焊机主轴前端的方案。人机交互系统负责数据的显示、保存等功能。
以压电式测力传感器、nrf24le1 无线射频收发系统、西门子PLC、MCGS 触摸屏等为主要硬件,搭建焊接力监测系统的硬件平台;利用keil4、西门子step7、昆仑组态等软件开发焊接力监测系统的软件部分,从而实现整套系统的设计。
2 焊接力监测传感器的设计
2.1 总体结构设计
基于压电原理的位于主轴前端的焊接力监测传感器主要由主轴接口、压电式力感应装置、供电装置、信号处理及发送模块,接线盒、搅拌头安装接口、搅拌头等组成。其实物结构图如图2 所示。
当进行焊接时,焊接力通过搅拌头和搅拌头安装接口作用于力感应装置,力感应装置受到力的作用之后输出相应的电荷信号,由电荷放大器将电荷信号转化为电压信号。由于主轴在工作时处于旋转状态,无法采用常规的电缆实现供电及数据的传输,因此采用无线供电及无线传输的方式,图2 中白色塑料接线盒即为传感器的供电、信号处理、信号发送模块。力感应装置输出信号经过处理之后经无线发送模块将信号发送给信号接收模块,然后在人机交互系统中完成信号的处理及显示等功能。

2.2 传感器内部功能模块设计
传感器内部功能模块如图3 所示。
传感器内部功能模块其中以压电石英作为敏感元件。信号处理模块包括信号放大、信号调理及数模转换:信号放大主要负责采集并初步放大传感器原始信号;信号调理主要包括阻抗匹配、限幅、调零、隔离、滤波(低通、工频及GSM 陷波)、放大、峰值检波等。无线发送模块采用nrf24le1,其内置微控制器,并具有数模转换、数字射频收发等功能,通过内部的固件程序对数模转换模块和数字射频收发模块进行设置、驱动,按通信协议对数据进行解析、校验、发送。无线供电模块基于电感耦合原理,包括感应线圈(初级线圈、次级线圈)、半桥整流、直流斩波、滤波、阻抗匹配等,对传感器内部各功能模块进行供电。整套传感器的部分技术指标如表1 所示。

3 人机交互系统设计
人机交互模块主要用来接收传感器发送的数字信号,并对采集到的信号进行相应的处理,通过触摸屏进行参数设定、数据显示、数据回放、数据保存等人机交互功能。
3.1 系统硬件设计
人机交互系统硬件包括西门子s7-200PLC、nrf24le1 数字射频收发芯片、MCGSTPC7062i 嵌入式一体化触摸屏。由nrf24le1 数字射频收发芯片将接收到的传感器发送的数字信号传送给s7-200PLC,在PLC内部通过预先实际标定得出的函数关系式进行计算,得出相对应的实际力值,并将实际力值传送给MCGS触摸屏显示力值及其实时曲线。同时PLC 与触摸屏进行实时通信,修改触摸屏标定参数界面中的参数值,能修改PLC 中的标定函数关系,方便传感器的标定使用,同时触摸屏中有历史数据回放、实时数据保存等功能,达到人机交互的目的。同时整套系统通过PLC 将接收到的数字信号转变成对应的模拟量信号,可为后续机床的焊接力控制提供数据信号。其内部硬件结构如图4 所示。

3.2 系统各模块的连接
人机交互系统的接线图如图5 所示,MCGS 触摸屏与PLC 通过RS-485 串口进行连接,并设置双方的通信协议进行数据通信。nrf24le1 的开发底板是RS-232 的串口,而s7-200 则是RS-485 的串口,因此需要一个232 转485 的有源转换器将两者进行连接,采用Modbus RTU 协议进行数据通信。PLC 采用220 V 交流电源进行供电,3.3 V 和12 V 电源分别给nrf24le1及有源转换器供电。PLC 可输出一路与数字信号相对应的模拟量信号供后续机床控制使用。

4 焊接力实验
完成搅拌摩擦焊焊接力监测系统,并对焊接力监测传感器经过静动态的标定之后,利用XH714 立式加工中心进行了搅拌摩擦焊接实验,并使用YDX-Ⅲ9702 型压电式三向测力仪作为标准力传感器来评定本套焊接力监测系统的测量误差,实验现场如图6 所示。试验中选用在工程领域中具有广泛应用前景的6061 铝合金板材,并取板厚10 mm。

在焊接的实验过程中,通过手动控制焊接深度使焊接力逐步增大,直至焊接力达到10 000 N,焊接力每增大500 N 记录1 次实验数据,并将焊接力传感器测得的数据与标准力传感器的数据进行对比分析,实验数据如表2 所示。
从表1 的实验数据可以看出,在焊接过程中,本套焊接力监测系统所测得焊接力的数值与标准力传感器大致相同,其最大差值为112 N,故本套焊接力监测系统的测量误差为112/15 000×100%=0.75%。
5 结语
本课题依据焊接力监测需求所研发的焊接力监测系统能准确实时地测出焊接过程中搅拌头与工件之间焊接力的大小,通过人机交互系统进行焊接力的显示、数据保存等,并且整套系统不受制于工件大小,独立于机床系统之外,即装即用,方便使用,可移植性高。整套系统对优化搅拌摩擦焊焊接工艺和提高焊接质量提供很大的帮助,具有很好的应用前景。

表2 实验数据 kN
[1]吴功柱.搅拌摩擦焊实验平台研制与应用[D].上海:东华大学,2011.
[2]王希靖,韩道彬,张忠科.搅拌摩擦焊过程中下压力的检测及影响因素[J].焊接,2008(9):22-25.
[3]孟立凡,蓝金辉.传感器原理与应用[M].北京:电子工业出版社,2007:46.
[4]丁荣辉,黎文献,路彦军,等.搅拌摩擦焊接技术最新进展[J].轻合金加工术,2005,33(2):16-20.
[5]邓维礼.压电式多维力传感器处理电路的研究与设计[D].重庆:重庆大学,2009.
[6]王吉胜.搅拌摩擦焊三向力和温度在线测试技术研究[D].南京:南京航空航天大学,2012.
[7]彭志龙.大量程六维压电力传感器标定系统的研究[D].大连:大连理工大学,2009.
[8]黄杰,樊锐.测力刀柄结构设计与分析[J].机电产品开发与创新,2006,19(6):165-167.
