切削刀具摩擦磨损的研究方法综述**
2015-04-23李桂玉唐倩雯宋辉辉
张 辉 李桂玉 付 增 唐倩雯 宋辉辉 颜 培
(①中石化胜利油田采油工艺研究院,山东 东营 257000;②东营职业学院石油装备与机电工程学院,山东 东营 257000;③清华大学机械工程系,北京 100084)
刀具磨损是切削加工过程中刀具失效的主要原因,严重影响着工件的加工质量和加工效率[1]。随着制造业的发展,一方面有越来越多的新材料、难加工材料需要加工,另一方面基于环境保护的要求,干切削、准干切削(MQL)技术减少了切削液的使用对刀具的耐磨性提出了更高的要求。因此,对刀具材料的摩擦磨损特性的研究是切削加工研究中十分重要的一环。
金属切削尤其是高速切削过程中刀具和工件之间的摩擦具有接触应力高、摩擦温度高、摩擦表面不断变化、摩擦状态多为干摩擦等特点[2-6],因此刀具的磨损往往是磨料磨损、粘结磨损、化学磨损(氧化、扩散和溶解等)、脆性破损和塑性变形等多种形式综合作用的结果。许多研究者通过不同的试验装置和试验方法对刀具的磨损过程进行了模拟和研究,常见的研究方法大体可归为3 大类:切削试验、常规摩擦磨损试验和特殊试验。本文综述了目前国内外针对刀具摩擦磨损特性研究中比较前沿的试验方法,以期对刀具摩擦磨损的研究起到一定的指导作用。
1 切削试验
切削试验是评价刀具耐磨性最常用的试验方式,新刀具的开发以及难加工材料加工时刀具的选择,都需要进行切削试验[7-9]。目前常见的切削试验方法如图1 所示。
在切削试验过程中,在机床上架设力传感器测量各个方向的切削力;使用热像仪或者在刀具上埋设热电偶,测量切削区的温度;试验完后使用工具显微镜测量刀具前刀面或者后刀面的磨损量;使用扫描电镜(SEM)等观察刀具磨损区域的形貌。试验中利用正交试验或者单因素试验方法,系统地设定切削速度、进给量和背吃刀量,从而获得不同切削条件下产生的各个切削参数,并通过切削力、切削温度、刀具磨损量等与切削条件的关系及其变化规律,分析得出切削刀具磨损的机理。
通过切削试验来研究刀具的耐磨性无疑可以获得最为准确的刀具磨损数据,但由于切削是一个多种因素综合作用的过程,因此虽然可以控制切削的速度、进给量和背吃刀量等条件,但是由此产生的切削力和切削温度等因素对刀具磨损的影响程度和影响规律是十分复杂的,很难准确获得这几种因素之间的关系,从而得到令人信服的结论。因此,可以采取更能精确控制的试验方式来研究刀具的摩擦磨损性能。

2 常规摩擦磨损试验
摩擦磨损试验是研究材料摩擦学性能的一种常规试验手段,在研究刀具材料的摩擦磨损性能时,通常是将刀具和工件材料分别做成摩擦副,常见的摩擦副材料有采用球-盘、销-盘及环-块等。试验过程中记录下摩擦力,推算出摩擦系数,实验结束后,通过称重法、体积法等方式计算磨损量。通过改变不同的载荷、摩擦速度及摩擦距离等试验参数,获得不同条件下摩擦系数与磨损量,从而系统地表征刀具在不同条件下的摩擦磨损性能。
文献[10 -11]分别采用了图2 所示的环-块摩擦试验机研究了不同Co 含量和晶粒尺寸的硬质合金刀具材料的摩擦磨损特性,系统分析了Co 含量和WC晶粒大小的变化对硬质合金材料摩擦特性及其机理的影响规律,建立了较为详尽的硬质合金刀具材料的摩擦磨损图谱,为硬质合金类刀具的设计提供了参考。
为了证明摩擦试验的合理性,往往将摩擦试验的结论与切削试验进行对照。文献[12]使用环-块摩擦试验机研究了物理气相沉积方法制得的ZrN 涂层刀具与淬硬钢对磨时的摩擦磨损特性,获得了在相应试验参数范围内(摩擦速度0.2~1 m/s,载荷20~100 N)ZrN 涂层的摩擦特性变化规律,试验结果表明ZrN涂层刀具比其基体YG6 硬质合金具备更强的耐磨性,其磨损机理主要为磨粒磨损。此外,通过车削试验,得到了与摩擦试验类似的结果,从侧面证实了摩擦试验数据的可靠性。
高速切削是切削加工重要的发展方向,因此,研究刀具材料摩擦特性在高速下的变化规律具有十分重要的现实意义。Kagnaya 等人[13]采用如图3 所示的高速销-盘试验机,研究了硬质合金与AISI1045 钢在摩擦速度从60 m/min 到600 m/min 之间的摩擦特性的变化规律,试验时在硬质合金销上安装热电偶,可以实时监测摩擦所产生的温度。该装置直观地表现出随着滑动摩擦速度的提高,摩擦热的产生规律及其对硬质合金磨损机理的影响规律。
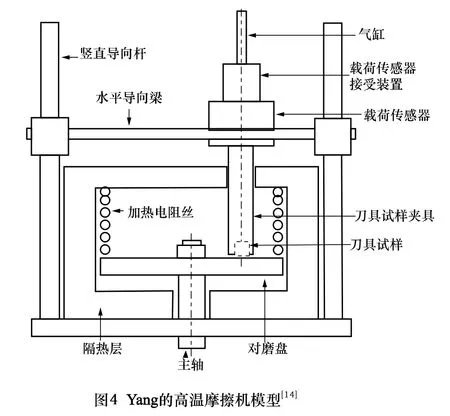
切削热/摩擦热产生的高温会使刀具材料的磨损机理发生诸如氧化、粘结、扩散等一系列的变化,因此在研究刀具材料在高温下的摩擦特性也是研究切削摩擦的一个重要方面。通过在普通摩擦试验机外增加加热装置,是研究高温摩擦常用的方法,如图4 所示。该装置采用销-盘摩擦副,将钢盘放在封闭腔内,硬质合金销子放在特殊夹具内,深入封闭腔中,利用加热模块对密闭腔进行加热,Yang 等人[14]采用该装置研究了WC-Co 硬质合金在室温至600 ℃的摩擦磨损特性,重点分析了温度变化对硬质合金高温摩擦系数及磨损率的变化规律。


文献[15 -17]采用UMT -2 高温摩擦磨损试验机进行了硬质合金(200~600 ℃)、Al2O3/TiC 陶瓷(200~800℃)及PCD 刀具(200~700 ℃)的高温摩擦磨损特性的研究,获得了摩擦系数、磨损量随着温度等参数的变化规律,并通过白光干涉仪、扫描电镜、X 射线衍射仪器等辅助工具,研究了磨损形貌的演变及氧化产物的产生过程,揭示了这几种典型刀具材料的磨损机理随环境温度的变化规律。
可见,通过摩擦试验的方法,可以在一定范围内精确控制摩擦试验的速度、载荷等条件,建立系统的摩擦磨损图谱。同时随着高速、高温摩擦试验机的发展,可以更为精确地模拟刀具和工件材料之间的摩擦过程,设计出更为接近切削加工实际的摩擦试验,从而更为准确地分析刀具材料地在不同环境条件下的耐磨性能及其在切削过程中的损坏规律和磨损机理。
本项目主要需要建立的数据库包括用户类型库、读者积分库、荐阅书目库、阅读闯关试题组库、阅读闯关试题数据库等等,分别用于存储用户信息、读者积分信息、推荐书目信息以及阅读闯关试题信息等。
3 特殊摩擦磨损试验
切削中的摩擦现象具有高温、高压以及刀具始终与新鲜表面接触等特点,对于常见的摩擦试验机来说实现高温、高压相对比较容易,但摩擦副之间往往是固定位置的反复摩擦,与所谓“新鲜表面”接触方式不同。因此,许多研究者针对切削中摩擦现象的特点,设计了专门用于研究切削摩擦现象的试验装置。
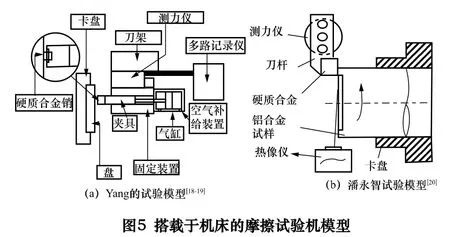
最为常见的方法是对常规机床进行改造。Yang[18-19]采用在CNC 机床上设计出了销子可移动的销-盘摩擦副,如图5a 所示,以低碳钢、高碳钢和淬硬工具钢分别做成摩擦盘,随机床主轴转动,硬质合金刀具作为销材料固定在特制的夹具中,在主轴转动的同时自身可以进行滑动,这样就使得刀具材料始终与新鲜的表面接触。对比试验中发现,这种摩擦副比相同参数下销子固定时的磨损率有所上升,其主要原因与在摩擦中产生的加工硬化现象有关。山东大学的潘永智[20]等人,在CA6140 车床上,用如图5b 所示的实验装置,采用“以磨代车”的方式,研究了WC -12Co 超细晶粒硬质合金与7050 -T7451 铝合金的高速摩擦磨损性能,获得了摩擦系数和摩擦热随试验参数的变化规律,分析了超细晶粒的硬质合金在铝合金加工中主要的磨损机理和磨损规律。该实验装置可以获得较高的滑动速度(700 m/min)和较大的法向载荷(500 N),较为接近铝合金的加工工况。
为了最为贴近切削实际,尤其是保证刀具材料始终与“新鲜”的工件表面接触,Hedenqvist[21-22]提出了图6a 所示模型,该模型安装在车床上,首先对工件B的外表面进行加工,然后用表面有PVD 涂层圆筒A 与B 的外表面进行摩擦,同时工件A 沿着B 轴线方向运动,达到始终与新鲜表面接触的目的。该装置的摩擦速度可以达到3 m/min,但是系统的压力较小,只有15 MPa,远低于普通切削加工中接触应力的情况。
Olsson[23]等人设计了如图6b 所示的装置,并进行了高速钢与AISI4340 高强度钢的摩擦实验。首先刀具对工件进行加工,而高速钢材料制成的销紧跟着刀具与刚加工过的新鲜表面进行摩擦,试验发现使用这种改进型的摩擦试验机获得的磨损特性比改进前更接近于切削过程的磨损特性,刀具磨损机理的变化规律与实际车削过程较为一致。但是由于销与加工表面之间接触面积较大,因此摩擦副之间的接触应力只有15~25 MPa 左右,与实际接触应力差距明显。
Zemzemi[24-25]等人使用了类似的系统进行AISI4142 钢与TiN 涂层刀具的摩擦实验,如图6c 所示,将工件材料做成圆筒,而硬质合金材料制成的销子紧跟着切削刀具与新加工产生的表面进行摩擦。由于销子的顶端是半球形,因此该系统可以到达较高的接触应力(3 GPa)和速度(400 m/min),但是系统的稳定性较差,试验维持的时间只有10 s 左右,而且试样的制造较为繁琐和昂贵。

J.Rech[26-28]等人设计了图7 所示装置,使用刀具对工件外表面进行车削,随后在刀架的另一侧安装由刀具材料做成的销子并以一定的正压力与工件外表面接触,销子的顶端为半球形,该装置可以达到的摩擦速度为50~200 m/min,摩擦接触应力为1~3 GPa。该装置进行了TiN 涂层分别与AISI316L 和AISI4142两种材料的摩擦磨损试验,通过实验获得了较为接近实际的刀具-切屑-工件之间的摩擦系数,并将之应用于有限元分析中,建立了摩擦系数随速度、压强和温度变化的摩擦学模型。

可见,上述专门为研究切削刀具的磨损而设计的试验装置,从工作原理上更接近于切削摩擦的实际情况,但是设备的稳定性有所欠缺,且试验所用试样的准备过程比较繁琐,需要进一步完善。
4 结语
切削刀具摩擦特性的研究方法对新型刀具材料的开发、刀具与工件之间匹配性的研究起到重要的作用。目前资料可查的研究方法各有侧重点,主要针对某一方面的问题,对于这一研究领域笔者认为可以在以下方向进行发展:
首先,新型试验设备的开发。目前的试验设备大多为了重点研究某一方面的问题而设计,且往往在试验时间、试验参数的控制或者试样的制备上存在难以克服的缺陷,因此需要设计原理更贴近切削实际,稳定性更高的试验设备。严重影响了试验数据的一般性和可靠性。
其次,系统开展常见刀具材料摩擦学特性的研究。目前的工作往往只针对某种特定的刀具-工件的配合,有必要将典型的刀具与工件材料的配副进行综合评价,建立一套系统的刀具-工件的摩擦学图谱。
最后,切削摩擦学理论的建立。目前对切削摩擦的研究尚集中在试验阶段,因此有必要在以后的工作中将摩擦试验所得的数据与切削过程的数据建立有机的联系,真正实现通过摩擦学试验指导刀具选择与切削加工。
[1]陈日曜.金属切削原理[M].2 版.北京:机械工业出版社,2002.
[2]周泽华.金属切削理论[M].北京:机械工业出版社,1992.
[3]Gekonde H O,Subramanian S V.Tribology of tool-chip interface and tool wear mechanisms[J].Surface and Coating Technology,2002,149(2 -3):151 -160.
[4]章宗成.切削摩擦学特点与切削工具损伤分类及术语探[J].东华大学学报,2005,2(31):105 -109.
[5]Ai Xing,Zhao Jun,Liu Zhanqiang,et al.Research and development of high speed cutting tribology[J].Key Engineering Materials,2006,315-316:401 -405.
[6]Dudzinski D,Devillez A,Moufki A,et al.A review of developments towards dry and high speed machining of Inconel 718 alloy[J].International Journal of Machine Tools & Manufacture,2004,44(4):439-456.
[7]Deng Jianxin,Song Wenlong,Zhang Hui.Design,fabrication and properties of a self-lubricated tool in dry cutting[J].International Journal of Machine Tools & Manufacture,2009,49(1):66 -72.
[8]Deng Jianxin,Liu Jianhua,Zhao Jinlong,et al.Wear mechanisms of PVD ZrN coated tools in machining[J].International Journal of Refractory Metals and Hard Materials,2008,26(3):164 -172.
[9]Song Wenlong,Deng Jianxin,Zhang Hui.Performance of a cemented carbide self-lubricating tool embedded with MoS2solid lubricants in dry machining[J].Journal of Manufacture Process,2011,13(1):8 -15.
[10]Saito H,Iwabuchi A,Shimizu T.Effects of Co content and WC grain size on wear of WC cemented carbide[J].Wear,2006,261(2):126-132.
[11]Pirso J,Letunoves S,Viljus M.Friction and wear behavior of cemented carbides[J].Wear,2004,257(3-4):257-265.
[12]Deng Jianxin,Liu Jianhua,Zhao Jinlong,et al.Friction and wear behaviors of the PVD ZrN coated carbide in sliding wear tests and in machining processes[J].Wear,2008,264(3 -4):298 -307.
[13]Kagnaya T,Boher C,Lambert L.Wear mechanisms of WC -Co cutting tools from high -speed tribological tests[J].Wear,2009,267:890 -897.
[14]Young L J.Wear coefficient of tungsten carbide against hot-work tool steel disc with two different pin settings[J].Wear,2004,257(5-6):481-495.
[15]Deng Jianxin,Zhang Hui,Wu Ze.Friction and wear behaviors of WC/Co cemented carbide tool materials with different WC grain sizes at temperatures up to 600℃[J].International Journal of Refractory Metal and Hard Materials,2012,31:196 -204.
[16]Deng Jianxin,Zhang Hui,Wu Ze,et al.Unlubricated friction and wear behaviors of Al2O3/TiC ceramic cutting tool materials from high temperature tribological tests[J].International Journal of Refractory Metal and Hard Materials,2012,35:17 -26.
[17]Deng Jianxin,Zhang Hui,Wu Ze.Friction and wear behavior of polycrystalline diamond at temperatures up to 700 ℃[J].International Journal of Refractory Metal and Hard Materials,2011,29:631 -638.
[18]Yang L J.Pin-on -disc wear testing of tungsten carbide with a new moving pin technique[J].Wear,1999,225 -229:557 -562.
[19]Yang L J.Determination of the wear coefficient of tungsten carbide by a turning operation[J].Wear,2001,250(1 -12):366 -375.
[20]潘永智,艾兴,赵军,等.超细晶粒硬质合金的高速摩擦磨损特性研究[J].摩擦学学报,2008,28(1):78 -82.
[21]Hedenqvist P,Olsson M.Sliding wear testing of coated cutting tool materials[J].Tribology International,1991,23(3):143 -150.
[22]Hogmark S,Hedenqvist P,Jacobson S.Tribological properties of thin hard coatings:demands and evaluation[J].Surface Coating Technology,1997,90(3):247 -257.
[23]Olsson M,Soderberg S,Jacobson S,et al.Simulation of cutting tool wear by a modified pin-on-disc test[J].International Journal of Machine Tool and Manufacture,1989,29(3):370 -390.
[24]Zemzemi F,Bensalem W,Rech J,et al.New tribometer designed for the characterisation of the friction properties at the tool/chip/workpiece interfaces in machining[J].Tribotest,2008,14(1):11 -25.
[25]Zemzemi F,Rech J,Salem W B,et al.Development of a friction model for the tool– chip– workpiece interface during dry machining of AISI4142 steel with TiN coated carbide cutting tools[J].International Journal for Machining and Machinability of Materials,2007,2 (3 -4):361 -367.
[26]Valiorgue F,Rech J,Hamdi H,et al.Modelling of friction phenomena in material removal processes[J].Journal of Material Processing Technology,2008,201(1 -3):450 -453.
[27]Bonnet C,Valiorgue F,Rech J,et al.Identification of a friction model-Application to the context of dry cutting of an AISI316L austenitic stainless steel with a TiN coated carbide tool[J].International Journal of Machine Tools & Manufacture,2008,48:1211 -1223.
[28]Zemzemi F,Rech J,Salem W B,et al.Identification of a friction model at tool/chip/workpiece interfaces in dry machining of AISI4142 treated steels[J].Journal of Materials Processing Technology,2009,209(8):3978 -3990.
