单塔双循环脱硫增容改造
2015-04-18李建军何文峰
李建军,何文峰
(大唐略阳发电有限责任公司,陕西 汉中 724300)
0 引言
随着经济的快速发展,我国的SO2排放量不断增加,造成了严重的环境污染。GB13223—2011《火电厂大气污染物排放标准》于2012-01-01实施,要求SO2的排放限值降至200 mg/Nm3(标态,干基,6 % O2),以此来兑现脱硫电价,并对SO2超标排放情况进行了考核。新修编的《中华人民共和国环境保护法》于2015-01-01施行,对环境保护、防止污染提出了明确的要求;“党的十八大报告”指出,“全面推进依法治国,任何组织或者个人都不得有超越宪法和法律的特权,绝不允许以言代法、以权压法、徇私枉法”,要给子孙后代留下蓝天白云等。这都要求工业企业必须实现SO2的达标排放。
1 脱硫装置及其运行现状
某电厂6号燃煤发电机组(330 MW)于2007年建成投产,目前为单机运行状态,7号机组正在建设中。该机组烟气脱硫装置及其运行现状如下。
1.1 脱硫装置简介
该机组烟气脱硫(FGD)装置采用石灰石-石膏湿法脱硫工艺,与主机同步投产,副产品为石膏。FGD装置的设计燃煤硫分为1.3 %,脱硫效率≥92 %,出口净烟气中SO2的排放浓度不大于254 mg/Nm3。FGD装置的使用寿命不低于30年。脱硫剂为CaCO3与水配制的悬浮浆液,脱硫剂与吸收塔内烟气中的SO2反应后生成CaSO3,并就地强制氧化为石膏,石膏经二级脱水处理后可作为副产品外售。
FGD装置采用1炉1塔配置,部分系统共用。吸收塔采用单回路喷淋塔设计,吸收塔下部设置含有氧化空气管道的浆池,内部吸收段设置3层喷淋层,上部则设置2级除雾器。来自锅炉的烟气经过除尘和引风机增压后,进入吸收塔,然后与来自内部3层喷淋层的浆液逆流接触,进行脱硫吸收反应。脱硫后的净烟气经吸收塔上部除雾器除去携带的液滴后,再通过净烟道经烟囱排放至大气。
该电厂于2012年8月取消脱硫旁路,实现了脱硫装置与主机同步运行;2013年10月完成引风机与增压风机改造工程,取消了增压风机。
1.2 脱硫装置运行现状
2012年10月至2013年12月,6号机组正常运行时脱硫装置入口的SO2浓度在1 000~4 500 mg/Nm3;因买不到适炉煤种,脱硫装置入口的SO2浓度超过原设计值3 187 mg/Nm3的占比约28 %。该机组设计时执行的SO2排放标准为400 mg/Nm3,即控制脱硫装置出口的SO2排放浓度不超过400 mg/Nm3。由6号机组脱硫装置出口SO2浓度的历史运行曲线可知,6号机组脱硫装置出口的SO2排放浓度虽然基本满足了旧的SO2排放标准,但不能满足新的SO2排放标准。近年来,受煤炭市场及经济效益的影响,该公司的燃煤硫分从1.3 %左右上升到1.7 %左右,入炉煤热值的降低也使燃煤量有所提高。因此,只有对现有脱硫系统进行增容改造,才能达到新的SO2排放标准。
2 现有脱硫装置的性能分析评估
受煤炭市场及经济效益的影响,该电厂今后要使用硫分至少为1.7 %的燃煤,因此按燃用硫分为1.7 %(入口SO2浓度为4 300 mg/Nm3)的煤对现有脱硫装置的性能进行分析评估。
2.1 烟气系统
电厂现有脱硫装置未设置GGH(烟气再热器),且脱硫旁路已拆除,引风机与增压风机合并也已完成,改造后的2台引风机性能参数已考虑到以下几点要素:
(1) 对机组进行脱硝改造后,烟气系统将增加1 400 Pa(BMCR工况下)的阻力;
(2) 空气预热器烟气侧阻力按照1 200 Pa考虑(BMCR工况下);
(3) 对除尘器进行改造,风机改造预留1 000 Pa的阻力;
(4) 对脱硫系统进行增容改造,风机改造预留400 Pa的阻力。
引风机改造前,BMCR工况下的烟气系统总阻力约为4 710 Pa;根据改造后引风机的运行数据可知,目前6号机组在满负荷运行下的烟气系统阻力为4 000~5 000 Pa。由此可知:BMCR工况下的烟气系统总阻力在不加脱硝、除尘改造、脱硫改造的情况下,可按5 000 Pa计。
在BMCR工况下,脱硝改造投运后的烟气系统阻力增加1 400 Pa(按3层催化剂考虑),除尘改造新增阻力1 000 Pa,烟道优化设计节约阻力约为200 Pa,现引风机BMCR压头裕量约为851.8 Pa,TB点压头裕量约为1 300 Pa,此裕度基本满足脱硫改造要求。
2.2 吸收塔系统
现有吸收塔性能分析评估如表1所示。由表1可知,在硫分和烟气量均增加的情况下,吸收塔塔内烟气流速、液气比、雾化区停留时间均偏离设计值,必然不能满足现有的SO2排放标准,因此必须对吸收塔系统进行改造。
2.3 氧化空气系统
氧化空气系统性能分析评估如表2所示。由表2可知,氧化风机及管道无法适应今后改用高硫分燃煤的运行工况,因此必须对氧化空气系统进行增容改造。
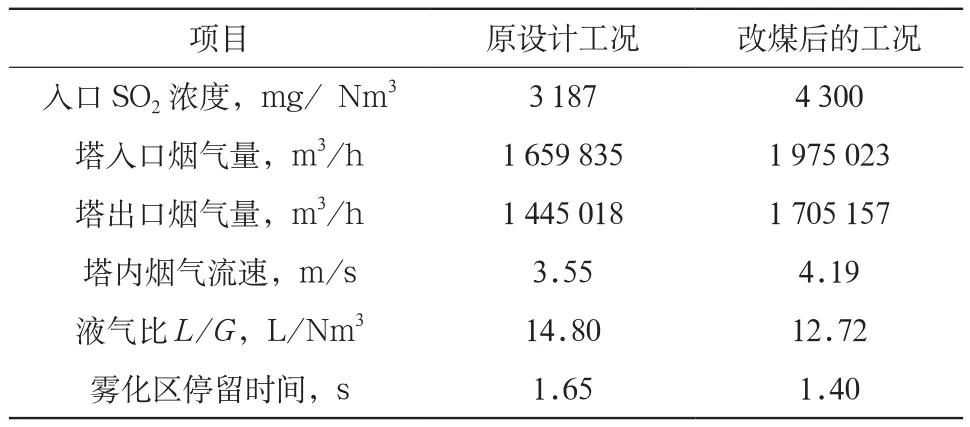
表1 吸收塔循环系统性能分析评估

表2 氧化空气系统性能分析评估
2.4 事故冷却系统
6号机组已将脱硫旁路拆除,当锅炉启动时,或因尾部设备故障等造成排烟温度超过脱硫系统的设计值时,需要冷却烟气,以防止高温烟气损坏吸收塔;但现有脱硫装置未设置事故冷却系统,因此,需在吸收塔入口烟道处设置事故冷却系统。
2.5 石灰石制备系统
石灰石制备系统性能分析评估如表3所示。由表3可知,若考虑7号机组脱硫,石灰石料仓储存时间短,需增容;石灰石浆液消耗量增加,需改造浆液制备系统;配置循环倍率较低,无法满足改造后石灰石供浆量的要求。
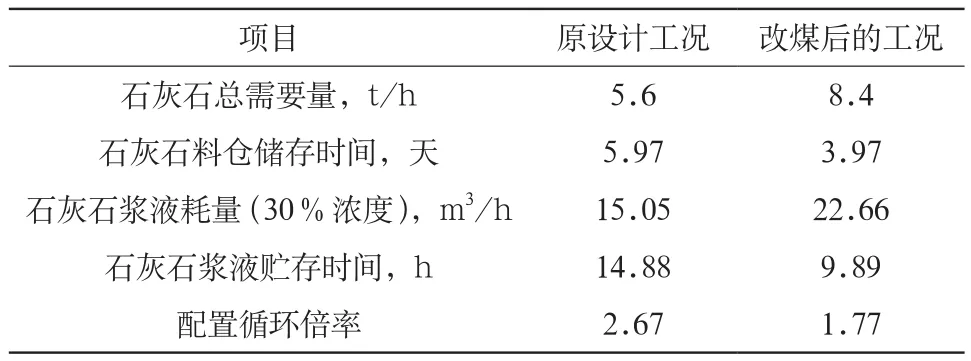
表3 石灰石制备系统性能分析评估
2.6 石膏浆液及脱水系统
石膏浆液及脱水系统性能分析评估如表4所示。由表4可知,石膏排浆泵需增容;石膏旋流器基本能满足要求,但无余量,需增容;原工况皮带脱水机出力能满足要求,但无备用,需增容。
2.7 排空系统
现排空系统中吸收塔地坑仅设置1台地坑泵,可靠性较低。取消旁路后,为提高排空系统可靠性,应对排空系统进行改造。

表4 石膏浆液及脱水系统性能分析评估
综上可知,脱硫装置设计上能满足旧SO2排放标准的要求;但因入炉燃煤量与入炉煤硫分均有增加,且要满足新的SO2排放标准,因此必须对现有脱硫装置部分系统及设备进行改造。
3 改造方案
由于6号机为单机组运行,场地狭小,无法布置双塔,在综合考虑脱硫系统性能达标、改造的经济性与改造停炉时间后,提出如下2种改造方案。
3.1 原塔内部提效技术
原塔内部提效技术,即对现有吸收塔喷淋段进行加高后再增加喷淋层,提高喷淋密度;或加装托盘、旋汇耦合器等装置,增强气液膜传质,提高浆液停留时间或烟气停留时间,进而提高脱硫效率。
3.2 单塔双循环技术
单塔双循环技术是一种湿法脱硫技术,其基本原理如图1所示。
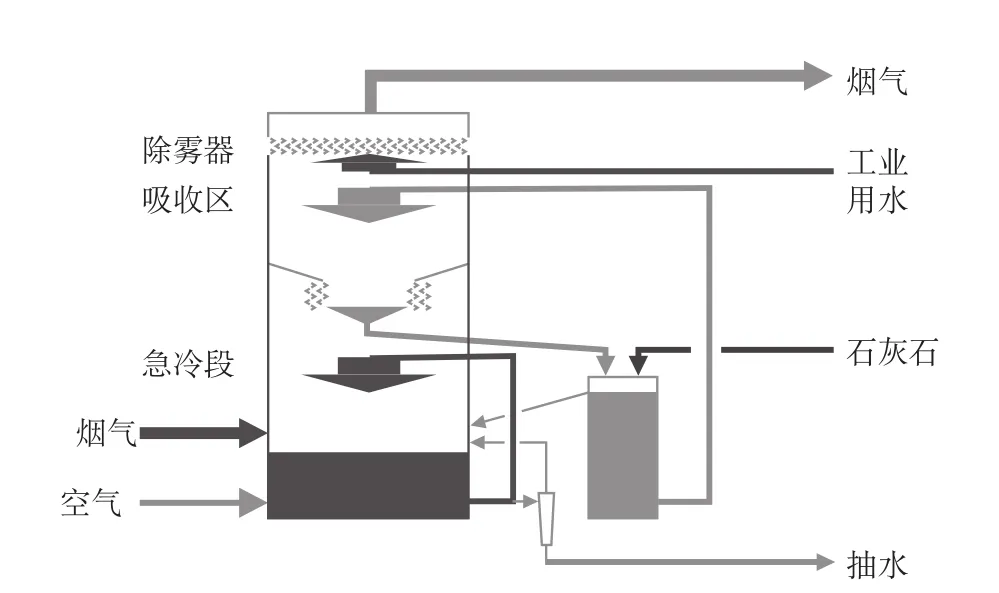
图1 单塔双循环流程示意
单塔双循环脱硫技术实际上是相当于使烟气通过了2次SO2脱除过程,经过了2级浆液循环。2级浆液循环分别设有独立的循环浆池及喷淋层,且根据不同的功能,每级循环具有不同的运行参数。
烟气首先经过1级循环(图1中急冷段),此级循环的脱硫效率一般控制在40 %~75 %,循环浆液pH值控制在4.5~5.0,循环浆液停留时间不低于4.5 m in。此级循环的主要功能是保证优异的CaSO3氧化效果和石灰石的充分溶解,以及充足的石膏结晶时间。根据资料显示,在循环浆液pH值为4.5时,氧化效率最高,特别是对于高硫煤,氧化空气系数会大大降低,从而大幅降低氧化风机的电耗,并且可以提高石膏品质(含水低、石膏粒径大)。
经过1级循环的烟气进入2级循环(图1中吸收区),实现最终的脱硫洗涤。由于不用追求CaSO3氧化及石灰石溶解的彻底性,也不用考虑石膏结晶的大小,所以循环浆液的pH值可控制在较高的水平(5.6~6.0)。这样可以降低循环浆液量。
石灰石浆液流向为先进入2级循环再进入1级循环,2级工艺延长了石灰石浆液的停留时间;特别是在1级循环中循环浆液的pH值很低,实现了石灰石颗粒的快速溶解,可以使用品质较差的石灰石,提高了石灰石的利用率。
经分析研究,决定采用单塔双循环技术对脱硫装置进行改造,同时也采用了部分塔内提效技术。
4 改造方案实施
4.1 总体布置原则
脱硫改造工程的总体布置以满足工艺要求和尽可能降低工程费用及运行费用为原则,在满足火力发电厂有关规程、规范的基础上,安排布置方案。
4.2 具体改造内容
4.2.1 烟气系统
将原制浆脱水楼向东扩建1跨,吸收塔入口烟道从2台引风机出口的混合烟道中部上方引出,平滑过渡到吸收塔;吸收塔出口烟道平滑过渡到烟囱入口,以减少烟气阻力;并在吸收塔入口加装事故喷淋系统。
4.2.2 吸收塔系统
吸收塔是整个脱硫装置的核心,将原吸收塔喷淋层上部加高15 m,新增加2层喷淋层、浆液集液器,每层喷淋量为5 300 m3/h,原氧化槽不加高。在6号吸收塔西侧(工艺水箱上部)新建1个10.4 m高的平台,设置直径为10.5 m、高为11 m的塔外AFT浆池,作为脱硫系统的2级循环浆液槽,并在平台上设置2台浆液循环泵与2台AFT石膏浆液泵。保留现有3台浆液循环泵作为1级循环浆液泵。AFT浆池设置2台氧化风机用于浆液的氧化。
在原除雾器下层新增1套1级管式除雾器,以增加除雾器的除雾效果,减轻石膏雨现象。原氧化风机继续留用,给新加的AFT浆池安装2台氧化风机,1用1备。原吸收塔浆池设置的3台搅拌器不改动,AFT浆池新增2层共6台搅拌器,配合氧化空气喷枪对AFT浆池浆液进行氧化。
4.2.3 吸收剂制备及供应系统
将原湿式球磨机房向东扩建1跨,分别布置新增湿式球磨机、斗提机、石灰石料仓、脱水机、石膏库,新增湿式球磨机出力为16 t/h。将2台石灰石供浆泵更换为2台出力为80 m3/h的供浆泵。
4.2.4 石膏脱水系统
将吸收塔2台石膏排出泵更换为2台出力为120 m3/h的石膏排出泵,将原石膏排出泵(Q=80 m3/h)作为AFT浆池排出泵。将原石膏旋流器(Q=67.3m3/h)更换为大容量的旋流器(Q=120 m3/h),作为AFT浆池的石膏旋流器。
保留原石膏旋流器、真空皮带脱水机等设备,新增1套脱水系统。新增的真空皮带脱水机的处理能力为27.64 t/h,布置在制浆脱水楼向东扩建1跨的石膏库房上部,可作为6,7号机组脱硫系统的公用设备。
制浆脱水楼向东扩建1跨的下部,可作为石膏库房的增加量,实现两侧清运石膏。
将脱硫浆液回收系统的滤液泵(Q=80 m3/h)更换为2台Q=120 m3/h的滤液泵,1用1备。
4.2.5 事故浆液系统
将事故浆液池的1台顶入式搅拌器改为3台侧进式搅拌器。
4.2.6 工艺水系统
考虑到7号机组脱硫系统的用水量,引1路6号机组的循环水作为工艺水箱的备用水源,新增加2台容量为100 m3/h的工艺水泵。由于除雾器的加高,原工艺水泵则作为专用的除雾器冲洗水泵。原有装置的压缩空气量不作改动。
4.2.7 取消旁路后的系统设置及安全措施
(1) 为了在脱硫故障时保护吸收塔设备的安全,在吸收塔入口设置事故喷淋装置。
(2) 将脱硫装置主要设备的电源配置提高到和主机一致。
(3) 调整系统保护及控制逻辑。
① 增加向锅炉发出MFT(锅炉主燃料跳闸)信号。为保护吸收塔内防腐材料的安全,当吸收塔入口烟气温度过高时应启动事故喷淋系统,降低进入吸收塔的烟气温度;当烟温仍然上升时,需向锅炉发出MFT信号。
当所有浆液循环泵全部停止运行时,脱硫系统停止运行,此时应启动事故喷淋系统向烟道喷水。若喷淋水不能正常工作,立即触发锅炉MFT;若喷淋冷却水可以正常工作,可延时5 m in再触发锅炉MFT。
② 增加锅炉启动顺控允许条件。为了保证在锅炉启动过程中高温烟气不会对吸收塔衬胶造成损坏,脱硫吸收塔浆液循环系统必须先启动至少2台。
4.3 改造中的主要问题及解决措施
在6号机组单塔双循环脱硫增容改造中,电网公司要求机组停运时间短,而实际改造中存在工期长、施工场地狭小、交叉作业多(该公司7号机组正处于施工高峰期)、高空作业多、现场人员多、适逢雨季、安全风险大、隐蔽工程多、质量控制难度大等问题,具体解决措施如下。
4.3.1 制定组织措施
监理单位对工程进行“三控两管一协调”;项目总包方成立该工程组织机构;业主方成立以生产副总经理挂帅,包括监理单位、总包单位以及内部各部门在内的专门机构,并制定制度,落实责任,加强对工程的管理。定期召开各方参加的协调会,及时解决问题,能在机组停运前施工的,绝不放在机组停运后施工。
4.3.2 制定安全措施
签订安全协议、制定详细的安全措施,设立专职安全员,每一个施工班组均设兼职安全员,并戴袖标表明身份。施工单位工作班组每天召开“讲任务、讲风险、讲措施、抓措施落实”的班前、班后会。监理单位安排专职安全员。业主方的设备所辖班组、分场、安监部均设专职安全监督人员,通过现场值班,不定期开展安全大检查等工作,落实安全措施,及时曝光、考核违章行为,排除安全隐患。严格执行工作票制度,现场任何一项工作都必须开具工作票,工作票实行双工作负责人,即业主、施工方各有1名工作负责人制度,对现场工作负责。
4.3.3 制定技术措施
设立技术负责人,制定可行的技术措施。严格执行施工人员自检、施工队验收、项目部验收的3级验收制度。监理单位、业主按专业设立专业工程师,分专业对隐蔽工程、关键工序、重点环节进行见证、旁站等过程检查、验收,落实技术措施、技术标准,实行“总包方、监理方、业主方”共同签字验收,验收不到位或验收不合格则不得进行下一道工序。及时曝光、考核不合格项,及时消除隐患。
聘请权威机构对改造前、后的设备进行试验,对各项指标进行对比,把好改造验收关。
4.3.4 制定专项施工方案
对关键工序、重点环节制定专项施工方案,提高监护、验收等级。
将施工区域与运行区域可靠隔离,并留有检查、维护用通道。划好工作区、设备放置区,减小对运行机组的影响。
AFT塔基础施工只能采用小桩机,对一些支撑只能先加固后拆除;对拆除后会影响机组运行的设备,一方面等机组停运,另一方面安装临时设施,汇通后再拆除。
大型脚手架实行设计、搭设、验收制,验收合格后方可投入使用。重物起吊前进行检查、试验,起吊中进行监护。对顶吸收塔进行加固、防倾倒,手拉葫芦试验、试顶,统一指挥。制定雨季施工措施、防汛预案以及高空作业施工措施等。
5 改造效果分析
2014-09-29机组解列,开始6号机组脱硫增容改造。经历了拆除、土建、安装、防腐、保温等施工工序,最终进入调试、试运、正式运行。改造后的脱硫系统自2014-10-23随主机投入运行以来,能平稳跟随主机同步加减负荷,适应入口煤硫分的变化,实现烟囱出口SO2的排放浓度在200 mg/Nm3以下,且运行操作、调整工作量增加不多。当机组在330 MW负荷下运行、脱硫装置入口SO2浓度在4 300 mg/Nm3时,烟囱出口SO2的排放浓度在86~185 mg/Nm3,脱硫效率达98 %,满足了新的SO2排放标准。
1 张 磊.大型电站煤粉锅炉烟气脱硫技术[M].北京:中国电力出版社,2006.
2 张 强.燃煤电站SCR烟气脱硝技术及工程应用[M].北京:中国电力出版社,2008.
3 中国大唐集团公司,长沙理工大学.锅炉设备检修[M].北京:中国电力出版社,2009.
4 王志轩.火电厂烟气脱硫装置运行检修[M].北京:中国电力出版社,2012.
5 薛 峰,罗小枫.火电厂烟气脱硫装置运行方式及设备的改进[J].电力安全技术,2014,16(10):38-41.