生产辅料超市的应用研究
2015-04-16陶树华张志英
□ 陶树华 □ 张志英
同济大学 机械与能源工程学院 上海 200092
生产中有很多物料是单一价值低,用量上损耗大,且经常影响库存准确率,如果按照物料清单 (Bill of Material,BOM) 通 过 SAP (Systems Applications and Products in Data Processing)来控制,库存准确率很低,经常发生物料短缺,影响工单完成。若采用超市模式管理物料的方式,生产人员就会自己按需去添加和取用物料。
物料超市的概念起源于美国的“超级市场”(Super Market),指的是人们获取实际需求物品的购物场所。工厂内的物料超市是用来配合看板系统,存储原材料、半成品和成品的指定区域,它的形式可以是货架、箱体、地面空格等。根据物料加工形态的不同,可以分为入料超市和成品超市,它的优点就是取用快捷和补货及时,物料的使用情况一目了然,避免缺货和减少管理环节,因此可将该方式运用到辅料的周转及使用中去。
辅料超市是以超市购物的方式引入生产物料的取用,生产人员按需自行前往辅料超市区域领用需要的物料,生产管理负责超市物料请购的申请。研究辅料超市的意义在于将较小的物料,对生产的影响降低到最低,不因某个小部件的缺失而影响整个生产计划,具体内容按采购需求、订购、补料的一个常规方式来研究,基本按照普通物料操作,但这些物料不计入主仓库存,使成本控制及生产流程更加优化,既能提高生产效率,又能提升主仓库存的准确率[1]。
1 N公司原有的生产物料使用问题
N公司具有小批量多产品的生产特点,其产品零部件众多,物料中既有国内采购,也有国际采购,因此生产过程中经常遇到库存的不准确及缺料状况,使生产无法正常进行。较差的库存准确率,每年都需要消耗较大的人力物力对仓库进行盘点。
2013年,N公司对库存准确率的要求是90%,由图1可知,满足库存准确率还是比较低,由此也体现在及时供货以及对生产率的影响等方面。2014年,N公司提高库存准确率目标,要求达到92%,因此,在这年的年初对物料进行超市化辅料管理,以提升准确率。

▲图1 2013库存准确率
2 辅料超市的应用
2.1 辅料超市的概念
辅料超市是指在企业内部生产中,介于供应和消耗产品步骤之间的存储零件的区域,其目的在于即使在生产中发生问题时仍能确保交付。
辅料超市不是货仓,它只负责存储一定时间消耗量的零部件。对于消耗大量原材料和辅料的工序,物料员需要定时补料给超市,所以从一定程度上来讲,辅料超市只是由货仓到生产线的过渡[2]。
2.1.1 辅料超市的作用
(1)供给下游工序生产所需要的零件。
(2)降低SAP系统控制的缺料风险,采用谁使用谁管理的有效方式。
(3)通过物料摆放在生产流程中所设置明确的位置,获得对库存的目视化管理,可以及时发现生产过程中的问题。
2.1.2 超市容量的主要影响因素
(1)供应商的因素。主要是供应商的流程,包括供货稳定性、补货时间、运送批量等。
(2)客户因素。包括需求的频次及批量、需求的波动、必须的交付等。当一条生产线生产一种或几种相近的产品,甚至生产不同的产品,需要相同的零件就会要求高效、快速地把物料配送到生产线的工位处。因此超市在设计时,应该首先按各条生产线来规划区域,然后按照每条生产线上的产品BOM来确定生产超市上的货架物料,使物料摆放在超市货架上井然有序,以便换型时能将物料高效、快速地配送到生产线[3]。
2.2 辅料超市实施
2.2.1 辅料的定义
在N公司内,按自身实际需求制定并确定辅料的方式如下。
(1)单价在10元以下。
(2)去年一年没有销售记录 (销售件不能定义成辅料)。
(3)年费用在50 000元以下。
(4)辅料作生产费用,计入生产成本,由生产驱动而不是计划员通过SAP系统来驱动需求。
(5)所有定义的辅料必须以件、个为单位,其它不能直接领取(要进行裁剪或其它间接处理)的以长度或质量为计量单位的物料不适用(整卷、整套例外)。
2.2.2 辅料订购
辅料的订购由生产部门自己申请,以达到谁使用谁申请的快捷方式。
由图2看出,生产按需填写PR(Purchase Request)采购申请单,经生产部门领导批准后提交由采 购 下 达 PO(Purchase Order)采购订单、供应商、仓库各环节的流程,完成补料动作。
订购量一般按月的消耗,或以供应商的最小起定量的倍数来确定,每次订购量 ≥月用量×定货周期≥ (起订量 ×n)× 定货周期,起订量倍数 n=1,2,3,…。

▲图2 订料流程
2.3 辅料的取用和补足
2.3.1 取用
(1)辅料超市使用单箱设定警戒线方式进行补料,在生产区域建立一个开放式的辅料超市,将所有生产线需要的辅料安置在超市。
(2)辅料超市的辅料盒应使用一种不同于一般看板材料的料盒或其它任何料盒,辅料超市的料盒不允许移动到任何辅料超市以外的地方。
(3)不同车间,按不同使用物料的特性,分别设置辅料中心。
(4)生产线作业员根据需要从辅料超市获取辅料至作业区域,可将需要的辅料盛于生产线上的料盒,该料盒颜色可与辅料超市上的颜色一致,便于识别。
(5)生产线取用数量不应大于一个星期的用量,以保证其它生产线使用的需求。
2.3.2 补足
(1)辅料补充数量是根据该辅料的使用量和最小包装量来定的,补充数量应采用最小包装量的倍数,便于上架补料。
(2)车间发料人员负责定期巡视辅料超市,发现辅料库存低于警戒线时,负责提出辅料采购申请。
(3)采购员见到辅料采购申请后进行辅料采购。
(4)仓库将接收的辅料通知生产部门领取。
(5)生产现场发料人员将辅料补充在缺货库位,多余辅料存放备用。
(6)车间主管负责对辅料超市的日常维护和检查工作。
(7)如发生新增或减少辅料种类,由产品线计划员、工艺工程师根据工程更改和实际生产情况,提出新增辅料料盒或申请辅料报废。
2.3.3 应用
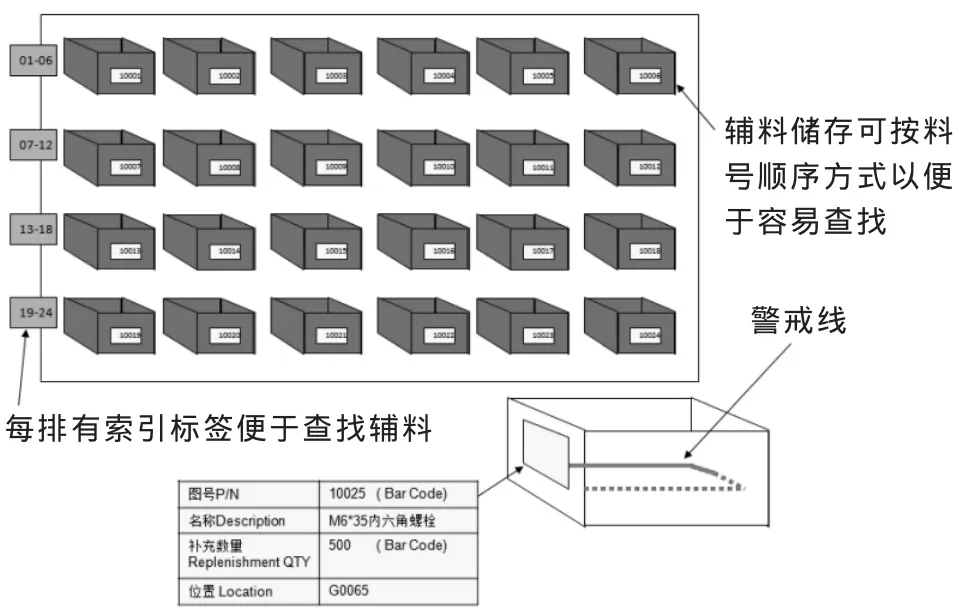
图3显示辅料料盒的设定可在料盒内粘贴标识警戒线,一般一个料盒可满足2~3周内的用量,如用量较快,应选择适当大小的料盒。当使用到警戒线时,及时给予补料。每个料盒都贴有标签,内容包含物料号、物料名称、存储位置(可定位到层号),方便识别和维护。同时,一张汇聚所有辅料的清单张贴在辅料区域,供取用及补料人员读取位置信息。
3 应用结果分析
通过辅料超市的设定,将超市布局在各生产线的中心位置,这样各产品都以最近的距离取用物料[4]。
将一些低价值、发料困难、消耗多的物料在实施辅料超市后,对生产系统的库存准确率有着明显提高。车间自主管理的辅料超市,在定期检查、日常维护的情况下,生产物料基本没有断料情况,使生产线的效率有所提高。
在SAP系统中,面对系统的限制,采用生产自主管理的物料方式,有效解决系统之外的问题,既满足流程规范,也具有灵活的应变能力[5]。
▲图3 料盒与布局

▲图4 2014库存准确率

表1 优化对比
图4所示的2014年库存准确率目标值为92%,在1~8月的实际情况,其中,1~2月是改进方法的摸索阶段,未达到目标值;3~8月数值均达到92%的目标值。由此可见,优化措施是有效的,优化前后对比见表1。
4 结论
经过各部门的努力,以生产为主导,进行辅料超市的运行后,可以看出价值较小的物料可以便捷到达生产线,保证生产线不会有缺料现象。N公司的客户订单提高,交货及时。
持续改进是企业不断进步的基础,是创造价值的基本体现。通过对企业内部流程的调整,生产方式的小改变,可以帮助企业发挥最大的潜能,满足企业面对日益多变的市场需求,在竞争激烈的市场内赢得客户的认可。
[1] 黄波.F公司混线生产的零部件库存控制研究 [D].北京:北京交通大学,2007.
[2] 刘俊.生产线改进研究 [D].广州:广州大学,2013.
[3] 杨国华.基于精益生产的看板控制研究 [D].长沙:中南大学,2011.
[4] 赵皎云,陈伟.生产现场的物料管理——生产物流与物料管理[J].物流技术与应用,2008,13(12):56-60.
[5] Daryl Powell,Erlend Alfnes,Jan Ola Strandhagen,et al.The Concurrent Application of Lean Production and ERP:Towards an ERP-based Lean Implementation Process[J].Computers in Industry,2013,64(3):324-335.
