PLC自动控制系统及其在矿井皮带运输中的应用研究
2015-04-14王九洲
王九洲
(神华宁夏煤业集团有限责任公司,宁夏 银川 750011)
PLC自动控制系统及其在矿井皮带运输中的应用研究
王九洲
(神华宁夏煤业集团有限责任公司,宁夏 银川 750011)
国煤矿皮带运输系统在实际的煤矿运输工作中已经显示出了一定的缺点与不足,如不及时的对其进行革新与发展,将很难继续为煤矿生产提供优质的运输服务"鉴于此,有关煤矿工作人员应积极的对PCL技术进行认识与了解,将PCL技术应用到煤矿皮带运输系统中去,通过新技术新方法的运用,推进煤矿皮带运输系统的自动化提高对煤矿皮带运输系统的管理与控制最大限度的提升煤矿皮带运输系统的工作能力,推进我国煤矿企业的长足发展。
自动控制;皮带运输;工作效率;PLC技术;保护功能;控制功能;系统集成
0 引言
带式输送装置在煤矿生产中已得到了广泛应用,但是其启动电流大、传动效率低、功率不平衡、无功环流损耗大、老化速度快等问题也日益突出,不但给企业带来了很大的经济损耗,同时对煤矿的安全生产造成了严重的威胁,直接影响煤矿工人的人身安全。随着计算机科学和自动化技术的发展,皮带机自动化系统的应用也越来越广泛,它利用电力电子技术、电力器件制作工艺及自动控制技术,组成一套完整的自动控制系统,不仅能够有效降低皮带和液力耦合器的直接磨损和维护成本,延长皮带机使用寿命,提高企业经济效益;还可以提高煤矿生产的稳定性和安全性,有效避免安全事故的发生,保障企业的财产和员工的人身安全。
1 PLC控制系统组成
PLC全称可编程逻辑控制器,是一种采用数字运算操作的控制系统,是专门为工业环境而设计的。PLC控制系统主要由地面控制中心和井下皮带运输分站组成,其中地面控制中心的核心是综合操作台,对整个控制系统进行操作和控制,其主要工作方式有两种,一种是自动控制,由控制中心的操作台向控制器发出控制信号,控制器在接收信号之后根据指令完成一系列皮带运输机的开机、运转和停止等工作,且自动控制能够实现对井下设备的实时监控,包括对电机三相电流、功率、瓦斯浓度以及运行状态的监控,并将各设备的运行数据及时反馈给控制中心,以便控制中心能够及时发现运行设备的故障,保证生产的顺利进行和安全生产。
而另一种控制则是手动控制,手动控制实际上是自动控制的补充,在自动控制出现电力故障等问题时,能够手动操作设备,对设备的突发状况进行处理。
井下皮带运输控制分站是执行控制中心发出指令的终端控制器,控制分站在接收到控制中心的指令后,根据指令来控制皮带运输机做出相应的动作,完成井下运输工作。井下有很多条皮带运输机,这些皮带运输机都是通过PLC控制系统的通信接口连接到矿井的控制网中,由控制网将各条皮带运输机的运行状况传送到控制中心,再由控制中心将收集起来的数据进行处理,从而实现整个矿井皮带运输的自动化控制。
2 皮带PLC控制系统的功能
2.1 控制功能
PLC运输系统能够对井下的皮带运输进行较好的控制,包括自动控制和手动控制,当皮带运输机在运行过程中出现故障时,控制器会立即停止相应的皮带运输机,并将故障信息反馈给控制中心,待运输机的故障被排除后,控制器才会重新开始皮带运输机的运转,从而保证了皮带运输机的安全性。在正常运作时,工作人员只需将电控装置上的起车按钮按下,运输系统就会按照已经编制好的自动控制程序来运行运输机,并将运输机的运行状况通过信息传送网传送到控制中心,由控制中心对井下运输进行整体控制。
2.2 保护功能
皮带PLC运输控制系统能够实现对皮带运输的保护功能,首先是故障保护,对于运输距离很长的皮带在运行时往往会出现较多故障,因此在沿线设置了很多保护开关,利用故障地址的识别技术,能够对沿线保护开关出现的闭锁、跑偏等故障进行识别,并将故障地址和停机信号反馈给控制中心,由控制中心对出现问题的保护开关进行显示和处理。其次是温度保护,在皮带运输机运行期间,运输机会产生较高的热量,电机的温度过高会对运输机造成较大影响,导致电机出现故障。在PLC系统中,将热电阻装置在电机中,这样就能将电流信号转换成温度信号显示出来,以便工作人员对电机温度进行监控,一旦电机温度出现过高的状况,可立即采取停车处理,以保护电机不会被高温烧坏。最后是电流保护,当运输机的电机通过电流过大时,过大的电流会将电机烧毁,因此在PLC系统中,增加了电流变送器,能够将经过电机的电流信号显示出来,当控制中心监测到电流大小超过额定电流后就可采取停车处理,以保护电机不被过大的电流烧毁。
3 PLC运输控制系统的工作原理
以ST200型PLC控制器系统为例,来具体说明井下皮带运输自动控制系统的运作原理。此PLC控制器上有16个输出点,24个输入点,并且还配备了两个输入模块和四个输入模拟量以及一个扩展模块,完全能够满足井下皮带运输的要求。由于矿井下的环境较为特殊,对电器线路、控制元件以及传感器等要求比较严格,在进行运输系统的安设时需要配备转换电路和隔离电路。再者在进行系统装配时无电位接点的24路开关信号需转换成非安无电位接点进行输出,其接点容量应为250V/5A,同时无电位接点的6路开关信号同样需转换成非安无电位接点进行输出,其接点容量同样是250V/5A。另外,在进行系统装配时应注意PLC的输出或输入必须要有相应的隔离设施,一般隔离的数目都是12路,其接点容量也是250V/5A。
PLC的输出点和输出控制以及输入点和输出信号之间都是相互对应的,在将各个点分配好之后,按相关的系统配置要求,将装置上的接点和通道分别分配给一个输出信号和输入信号,然后几个信号共享一个输出点,其各报警器与输出点之间是并联的关系,具体PLC控制系统的输入或输出配置可见表1。
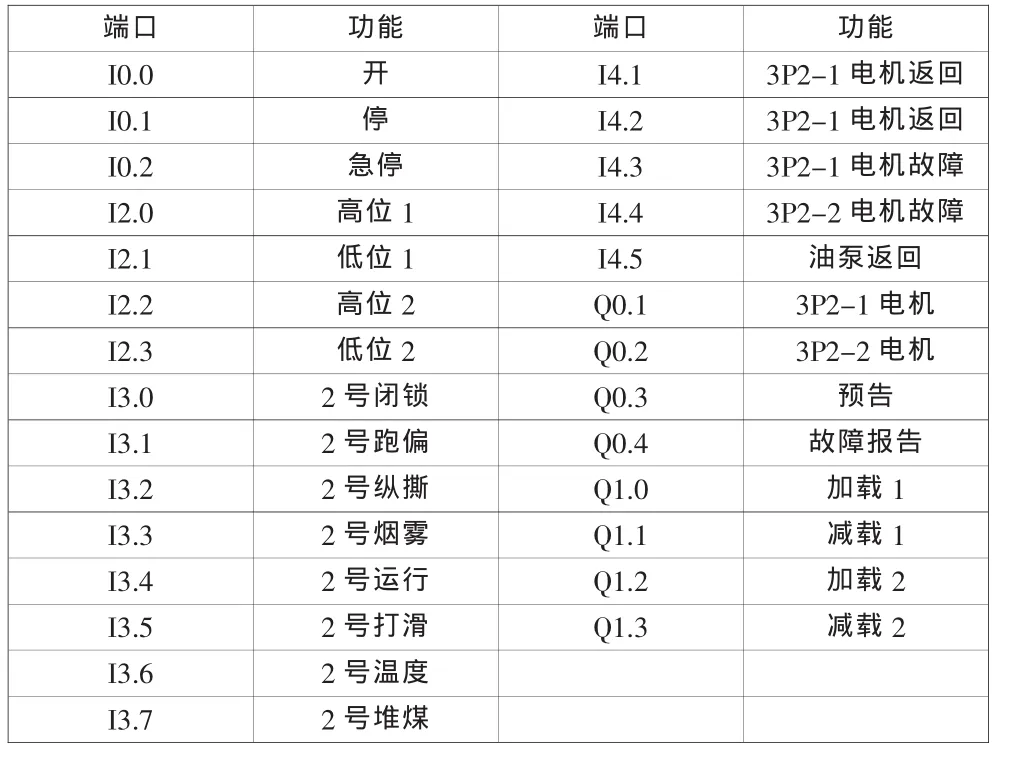
表1 PLC系统输入或输出端口分配
硬件装置都装配好之后,就需要对控制程序进行编制,考虑到在各个设备的报警运行、故障保护以及安全性方面的问题,应选用梯形图语言进行控制程序编制,同时皮带运输机之间运行的间隔时间应该装置专门定时器来控制时间,当系统启动之后,应先通过定时器进行控制,然后再依次将电机启动。通过PLC控制系统能够平衡皮带运输机的功率,使两台电机的电流信号不会相差太大,从而保证两台电机的运行速度均衡,当其中一台电机的速度变慢时,控制系统就会开始对速度较慢即电流较小的那台电机进行加速,以使两台电机的速度能够均衡,保证运输的顺利进行,提高运输原煤的运输效率。随着计算机技术的不断发展,PLC控制系统的自动化水平也一定会越来越高,从而促进煤炭生产效率的提高,增加煤炭企业的经济效益。
4 结束语
皮带运输机是煤矿开采中不可或缺的运输设备,在整个煤矿生产中起着保证生产安全、高效的重要作用,随着煤炭产业的不断发展,皮带运输机也要不断革新,利用自动化控制技术,提高运输机的运输效率,不断增加煤矿井作业的科学技术含量,增强煤炭企业的发展实力,而这需要煤矿井工作人员的不断努力探索和研究。
[1]段成军.煤矿皮带运输系统中PLC技术的应用研究[J].科技风,2013(17).
[2]赵鹏.基于PLC技术的煤矿皮带运输系统的控制改造[J].科技情报开发与经济,2011(10).
[3]靳晓锋,黄永峰.皮带运输实现自动化远程集中控制[J].现代班组,2013(03).
[4]石明悦.煤矿拐弯皮带的应用[J].科技创新导报,2013(36).
[5]张敏.谈变频技术在皮带运输系统中的意义[J].价值工程,2012(11).
[6]赵建文.煤矿皮带运输集控系统的设计[J].现代工业经济和信息化,2014(Z2).
王九洲(1988—),男,汉族,辽宁人,2010年毕业于中国矿业大学电气工程与自动化专业,助理工程师,主要从事煤矿综合自动化方面的工作。
邓丽丽]
