机组在线监测系统在故障分析中的应用
2015-04-13刘香建杨秀峰
刘香建 杨秀峰
(天生桥水力发电总厂,贵州 兴义562400)
0 引言
状态检修是未来检修方式,为了实现这种检修方式,就需要对机组的状态进行监测,对实时数据和历史数据相结合进行分析,了解机组各个部位的运行状态,并根据这些数据制定维护和检修计划。而实现状态检修的难点在于故障诊断这一环节,本文通过机组在线监测系统在#1机组转轮止漏环松动事件中应用的实例,来论述机组在线监测系统在机组故障诊断中的应用,为实现状态检修积累经验,也有利于电厂节省检修成本,提高机组运行的安全性、稳定性,从而为企业增加经济效益。
1 故障情况
某电厂机组的额定功率为220.5 MW,组机结构为立式半伞形结构,有上、下导轴承和水导轴承。在日常巡视中听到#1机组水车室机组运行顶盖内部声音有点异常,特别是触碰控制环时能感觉到明显的高频振动。但由于水车室各种频谱的声音混杂,虽经过多次观察,依旧无法判断是什么原因引起的。
2 在线监测数据分析
为了查清楚原因,保证机组安全稳定运行,利用在线监测系统作为辅助手段去进行排查。
首先,查看机组各部分的振动和摆度以及压力脉动数据,历史统计数据中下机架振动为0.025mm 左右,顶盖垂直振动则为0.03mm 左右,而现在的下机架振动值为0.037mm,顶盖垂直振动值为0.04mm,其数值与历史数据相比较有增大的趋势,增大的数值并不大,且振动数值在允许值范围内;其余的监测量数值趋势则相对平稳,且在允许范围内。
其次,进一步分析机组在线监测的数据,以便更好地确定故障原因。挑选水导轴承摆度、顶盖水平和垂直振动、下机架垂直振动这几个靠近异响部位的监测量进行频谱分析(图1),水导摆度和顶盖水平振动的波形和数值均正常,阶次图上的频率也无异常,但下机架和顶盖的垂直数值比机组正常运行时的数值偏大,而且查看其阶次图的时候,发现二者均存在14倍频的振动,并且这个振动频率不是固定的,而是在14倍频左右变化。因为这个振动频率和机组已知的各个部件的频率都不相符,这又给故障的诊断带来了新的难题。
3 故障分析排查
由于水轮机内的水流比较复杂,我们需要采用在线监测数据分析和现场观察相结合的办法,对有可能出现的故障进行假设分析。
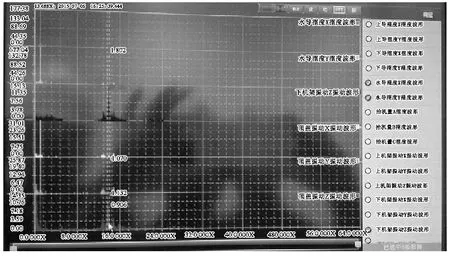
图1 所选监测量的阶次图
第一步,确定在线监测系统和传感器是否存在故障。对顶盖和下机架这两个部位的振动传感器进行更换,换上经检测其性能是好的传感器;并在顶盖部位临时焊接固定支架来架设百分表进行观测。更换后这两个部位的传感器的测量数据并未发生改变,而且在顶盖架设的测点也验证了传感器的测量数值的准确性,所以排除了系统故障和传感器故障,确定是机组确实存在下机架和顶盖垂直振动的异常。
第二步,在排除在线监测系统故障后,进行故障的假设。首先假设故障为导叶或转轮有异物堵塞。在这种情况下,由于进入导叶或转轮的水流的不均匀对称,则水平方向的振动和机组的摆度也会相应增大,而查看在线监测系统,水平振动和机组的摆度并无增大的情况,所以这个原因排除。其次假设故障是由于是蜗壳涡带振动引起的,其振动的频率应为2.5 倍频,但通过在线监测系统所得到的频率是14倍频,且在在线监测系统上观察机组蜗壳的压力脉动,其数值无异常,所以也排除这个原因。再次,假设故障原因是转轮泄水锥掉落,从振动部位和数值的表现看这是有可能的,因为泄水锥掉落,则会引起机组的垂直振动值变大,但如果是这个原因,则尾水管内的压力脉动也会随之变大,尾水管在机组运行时会发出异响,但是在线监测系统中的尾水管的压力脉动压力测量值并未发现异常,且尾水管运行的声响并未有异常,所以这个原因也排除。
第三步,进行机组负荷的调整,负荷经过调整从220 MW下降至200 MW 时,异响声消失,查看在线监测,数据均在正常运行状态的数值,再查看下机架和顶盖垂直振动,14倍频的振动基本消失,机组各部位数据均恢复正常。这步也间接排除了在线监测传感器干扰和机组动不平衡的问题;且从现场异常声响的位置来看,确定位置在水轮机处,其原因可能为水力因素。
但是机组的额定出力为220 MW,且与其结构一致的其他机组均能在220 MW 稳定运行,不可能是由于工作水头和尾水位的影响;且在满负荷时所出现的14倍频的振动已经证实是真实存在的,说明机组在带满负荷的时候是存在故障的;再者机组带不满负荷,对电厂来说也是一种容量的浪费,会降低企业的经济效益。
4 故障的确定
根据以上对故障原因的分析和排除,结合在线监测的测量数据,由于故障是14倍频的振动引起,而且这个振动的频率是变化的,我们对这个变化的14倍频的故障频率进行重点分析。结合在机械故障诊断中振动相位改变的原因可能是转动部分出现裂纹或松动;再根据对这个振动频率和机组结构的分析,这个故障频率最接近转轮和固定导叶的振动频率,所以初步诊断故障原因可能为固定导叶故障、转轮故障或其附近的部件松动或产生裂纹,并且这个故障要达到220 MW 时的水力状况才会产生。为了彻底排除故障,保证机组在汛期能带满负荷安全稳定运行,增加电厂的经济效益,需要进入水轮机内检查固定导叶和转轮及其附近部件的状况。为此,按照诊断出来的原因,制定处理方案,开启蜗壳门和尾水管进人门,对水轮机和尾水管进行检查,发现故障的原因为水轮机上止漏环的1/3的部分向上窜动,其中最大窜动量为6mm(图2)。
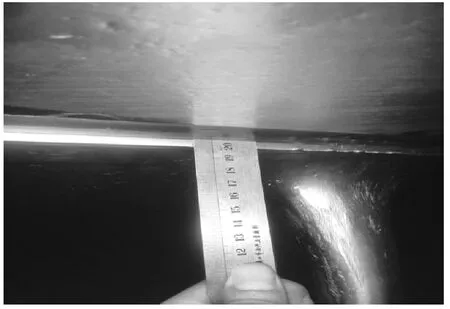
图2 止漏环上窜量测量
面对这一故障,经过向厂家询问和电厂内部相关部门开会研论,决定对上窜部位采取补焊固定的临时处理措施,并对其余未窜动部位进行补焊加固。补焊后机组运行无异响,查看在线监测,14倍频基本消失,顶盖垂直振动和下机架垂直振动随之变小,其值为:下机架振动0.026 mm,顶盖垂直振动0.034mm,和历史值相似,机组各部位振动恢复正常(图3)。在水车室进行观察,异响也随之消失,机组运行平稳,这些数据和机组状态说明机组的故障已消除。
5 结语
这次故障的诊断,是充分利用了在线监测系统的监测数据作为辅助手段来实现的,快速而准确地确定了故障位置,为快速排除机组故障创造了条件。这次成功的故障诊断,为以后机组出现类似故障时进行处理提供了经验。未来随着在线监测系统的进步和传感器的可靠性、精确性的进一步提高,机组各部位的运行状态将被更精确地显示出来,从而为故障诊断提供更精准和可靠的数据,进而降低故障诊断难度;同时也可为更好地制定故障消除工作和机组年度检修工作计划提供可靠的参考,有利于节省机组维护和检修费用,提高机组运行的可靠性和安全性,增加企业的经济效益。
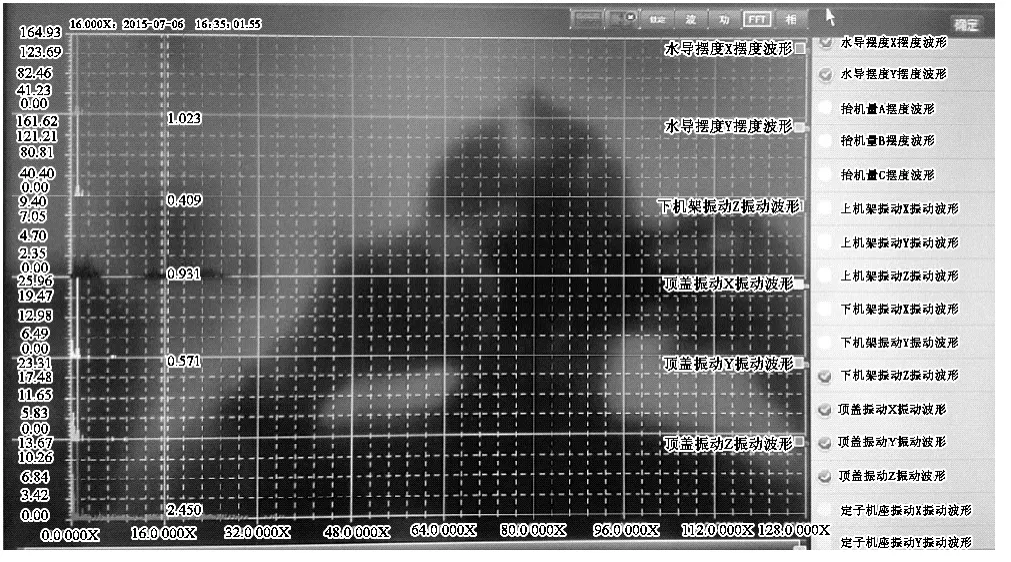
图3 补焊止漏环后的阶次图
[1]黄文虎,夏松波,刘瑞岩.设备故障诊断原理、技术及应用[M].北京:科学出版社,1996.
[2]孙玉声.振动传感器[M].西安:西安交通大学出版社,1991.
[3]刘瑞岩.机械状态监测与故障诊断[M].北京:国防科技大学出版社,1993.
[4]张瑞林.设备状态监测与故障诊断[M].郑州:河南科技出版社,1993.
[5]袁宏义,牛明忠,叶慧秀,等.设备振动诊断技术基础[M].北京:国防工业出版社,1991.
