火力发电厂脱硫废水系统改造研究
2015-04-13王晨辉王敏琪
王晨辉,王敏琪
(浙江浙能乐清发电有限责任公司,浙江 乐清 325609)
火力发电厂脱硫废水系统改造研究
王晨辉,王敏琪
(浙江浙能乐清发电有限责任公司,浙江 乐清 325609)
分析了火力发电厂脱硫废水的主要来源、成分和水质特点,针对废水处理系统存在的脱硫废水中含固量高超出处理能力等问题,对系统进行了改造,运行数据表明可大幅度降低废水含固量,提高设备运行可靠性和经济性。
燃煤机组;烟气脱硫;废水处理
0 引言
在火力发电厂大量的烟气脱硫装置中,石灰石/石灰-石膏FGD(湿法烟气脱硫工艺)因其技术成熟、脱硫效率高、运行稳定等优点得到了广泛的应用。但在脱硫装置运行过程中,由于吸收浆液的循环使用,浆液中F-与Cl-等离子的浓度会越来越高,F-与浆液中的铝联合作用会对脱硫吸收剂石灰石的溶解产生屏蔽,致使石灰石溶解性减弱,脱硫效率降低。浆液中Cl-浓度过高一方面降低了吸收液的pH值,从而引起脱硫率的下降和CaSO4结垢倾向的增大;另一方面,Cl-浓度过高将影响石膏品质。因此,当吸收浆液中的杂质达到一定浓度值后,需从FGD系统内排出一部分废液作为脱硫废水,以控制F-与Cl-浓度。
脱硫废水一般为来自石膏脱水系统和清洗系统的排放水、废水旋流站的溢流水等,水质特性与燃煤成分、运行条件、脱硫工艺水水质、石灰石成分等众多因素有关,废水中不仅含有悬浮物、过饱和亚硫酸盐、硫酸盐,还包括如F-,Cl-,Cd2+, Hg2+,Pb2+,Ni2+,As,Se,Cr等重金属元素在内的多种元素[1]。其中很多是国家环保标准中要控制的第一、二类污染物。各种重金属离子对环境有很强的污染性,处理难度较大。鉴于脱硫废水水质的特殊性,必须进行单独处理,使其最终水质达标后排放或送至工业废水再利用处理系统。
以下介绍了浙能乐清发电厂的脱硫废水的产生和处理系统,分析了运行中存在的问题并提出了改造措施。
1 脱硫废水来源
浙能乐清发电厂有4台大容量机组,采用石灰石-石膏湿法脱硫工艺,全厂共用2套石膏真空皮带脱水系统,设置独立的脱硫废水处理系统。
石膏浆液从吸收塔中由石膏排出泵输送至石膏浆液缓冲箱,再通过石膏浆液泵送至石膏旋流站进行一级脱水后自流进真空皮带机进行二级脱水,得到含水率不大于10%的石膏。
为了平衡整个系统Cl-的浓度,一部分石膏脱水浆液进入废水处理系统,处理达标后的废水直接外排。
石膏旋流站的溢流液大部分流到回用水箱,小部分流到废水旋流站供给箱。废水旋流站供给箱的废水通过2台供给泵送至废水旋流站进行二级旋流分离,其中废水旋流站上部溢流依靠重力自流到脱硫废水箱,以保证脱硫系统中的Cl-和飞灰或其他颗粒含量在可接受的范围内;废水旋流站下溢浓缩液流入回用水箱。脱硫废水通过2台废水排出泵(一用一备),送至脱硫废水处理系统,如图1所示。
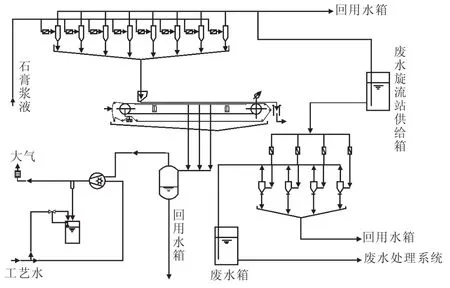
图1 脱硫废水的产生
2 脱硫废水处理系统存在的问题
由于脱硫废水含固量较高(固体物质主要成分为石膏),超过了脱硫废水处理系统的处理能力,废水处理系统出水水质超标,也造成了处理设备故障率的增加。
(1)废水中的大部分污泥通过澄清器沉淀下来,再由压滤机压泥处理并送灰场贮存。因为污泥量大,压滤机来不及处理,所以澄清器内污泥过量,泥位过高,使澄清器刮泥机多次过载损坏。
(2)污泥在废水池内的沉积使曝气管出气孔堵塞,出气量不足,这不但影响废水出水COD(化学需氧量),而且也使得曝气风机过载,经常引起风机皮带拉断及电动机烧坏。
(3)由于含固量大,废水处理系统的加药量和压滤机压泥工作量也相应增大。
为了减轻化学脱硫废水超负荷的处理量、减少系统故障率、提高系统运行经济性;在满足脱硫废水外排的要求下,有必要对脱硫废水外排(脱硫侧)取水管进行改造,以减少进入化学脱硫废水处理系统的废水含固量。
3 改造方案
3.1 改造依据
对石膏旋流站溢流液、石膏滤液(脱水真空系统中的滤液接收箱中的介质,水样取之滤液接收箱至回用水箱处接口部)、脱硫废水(脱硫废水排出泵后的取样管取样),进行了各项指标化验。数据如表1、表2所示。
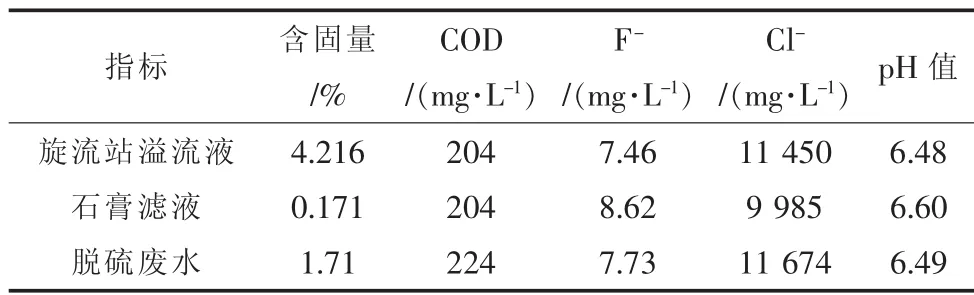
表1 水质分析表
表1显示石膏滤液的含固量为0.171%,当前脱硫废水含固量为1.71%,两者相差10倍,而其他水质指标两者比较接近。表2显示石膏滤液和当前脱硫废水的重金属含量虽有差异,但均未超过排放标准值。经统计结果分析,可以同时实现增加石膏回收,减少含固物质处理量,降低废水处理系统运行负荷,Cl-正常排放提高石膏品质,保证脱硫系统正常运行的目的。
石膏旋流站溢流浆液与石膏滤液中的Cl-相差较接近,虽然大了10%左右,系统会增加10%左右的废水排放,但从整体效益来看还是很有经济性的,所以考虑从滤液接收箱底流管取水。
原取水口石膏旋流站溢流管含固量达4.216%,在原状态下运行经过废水旋流处理后,废水的含固量还达1.71%,远远大于石膏滤液含固量。
3.2 改造方案

表2 水质比较表 mg/L
根据之前的分析,对脱硫废水系统进行如下改造:
(1)石膏旋流站溢流管至废水旋流站供给箱的分流处安装手动隔离门(见图2阀门4),用于隔断石膏旋流站溢流水流至废水旋流站供给箱。
(2)滤液接收箱至回用水箱管道上斜插接入分流管(见图2),直接至脱硫废水箱(箱顶有预留孔),离废水箱底部700 mm的位置插入管道。分流管接口处加装节流阀及电动门,接入一路电动门控制的冲洗用工艺水(见图2阀门1,2,3)。

图2 脱硫废水处理系统改造方案
(3)为了控制滤液接收箱浆液流入脱硫废水箱的流量,在进入回用水箱管道上安装节流孔板。
(4)按上述改造方案改造后,可停运废水旋流站供给箱、废水旋流站供给泵、废水旋流站。
4 改造结果分析
4.1 脱硫废水水质对比
通过石膏脱水系统的改造,使得进入脱硫废水处理系统的废水含固量大大降低,见表3。从源头上解决了脱硫废水处理系统工作负荷大造成的故障频发问题,也大幅降低了设备维护成本,提高设备运行可靠性。
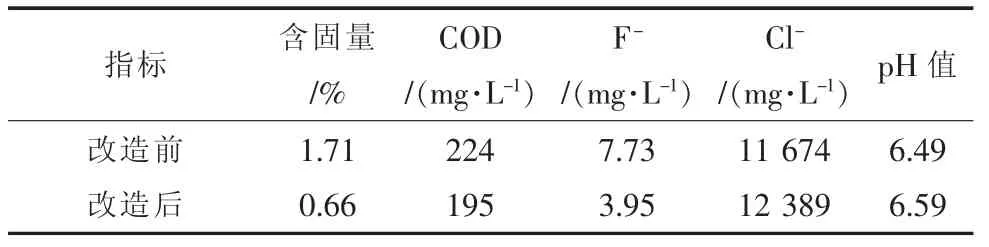
表3 改造前后水质对比表
4.2 设备运行分析
浙能乐清发电厂脱硫废水生成系统设备性能情况如下:石膏浆液泵流量163.3 m3/h,密度1 130 kg/m3,含固量20%,石膏浆液由石膏旋流站底进入真空皮带机进行脱水,含固量36.8%,石膏含水率10%,石膏旋流站溢流液含固量4.216%,石膏饼冲洗水流量10 m3/h,废水排出泵流量31 m3/h,真空皮带机(干)石膏处理能力30.6 t/h。
底流的石膏量:163.3×1.13×20%=36.9 t/h;
底流浆液量:(36.9-163.3×4.216%)÷(36.8%-4.216%)=92.13 t/h;
含水率10%的石膏量:92.13×36.8%÷90%= 37.67 t/h;
石膏滤液量:92.13-37.67=54.46 t/h。
石膏滤液的含固量只有0.171%,接近水的密度,所以石膏滤液的体积流量是54 m3/h左右。而脱硫废水排放要求是3~5 m3/h,即便加上Cl-原因需多排的10%,也只有3.3~5.5 m3/h。
为了使Cl-处理量保持不变,改造后月脱硫废水处理量为8 000×(11 674÷9 985)=9 378 t,增加的废水排放量为:9 378-8 000=1 378 t。
按4台机组每月30天运行计算,脱硫废水日最大处理量为:9 378÷30=312.6 m3;废水排放时间为:9 378÷30÷31=10.08 h/天。
目前真空皮带机运行时间平均13.18 h/天,则石膏滤液进入废水箱的最小流量为:312.6÷ 13.18=23.7 m3/h,而现进入回用水箱的石膏滤液流量是64 m3/h,故分流进入废水箱的石膏滤液量能满足废水排放的流量和时间的要求。
4.3 经济效益分析
表4为有形的经济效益分析,其他如废水旋流站供给箱、废水旋流站、废水旋流站供给泵等设备的维护保养,污泥池清淤处理、泥饼外运及堆放处理等工作量也将大幅下降。
通过以上改造,脱硫废水的月处理量最大为8 000 m3,污泥月产生量近140 t,采用石膏滤液作为脱硫废水处理后,污泥月产生量为14 t,每月可回收石膏126 t。因为含固量降低,还大大降低了废水处理系统的加药量,减少了污泥处理设备压滤机工作量,废水预沉池的清泥周期大大延长,降低了预沉池清泥费用。
脱硫废水系统改造后的脱硫废水中,原水含固量、F-含量等重要指标都有明显的降低,各项化验指标都符合污水排放标准,脱硫废水处理系统的处理能力达到要求。这种废水处理工艺控制方法简单,处理效果稳定,是一种值得推广的脱硫废水处理改造技术。
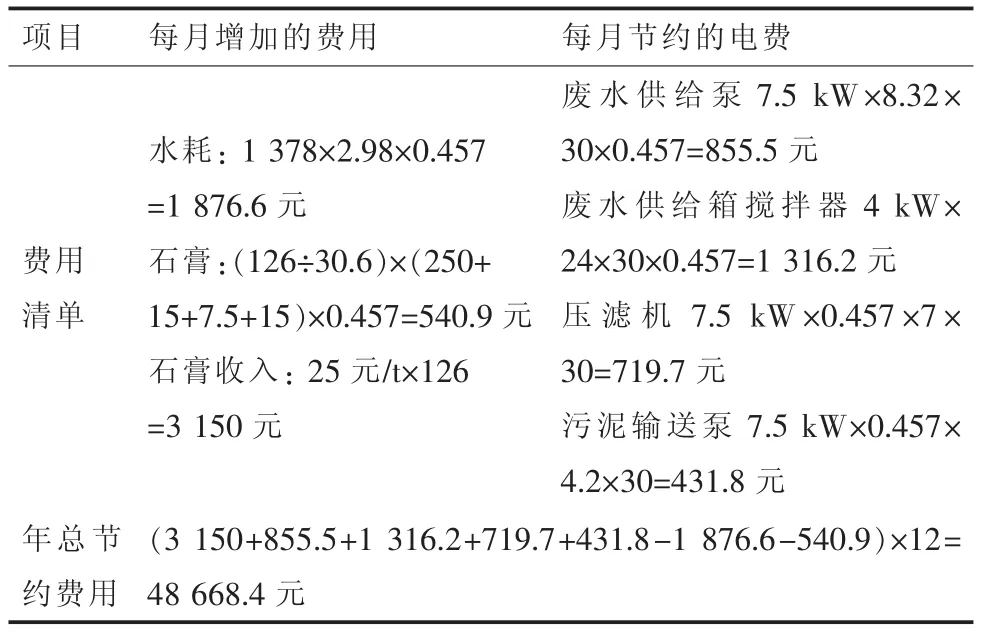
表4 改造后经济效益分析
5 废水深度处理展望
目前,我国脱硫废水处理通常采用化学沉淀法工艺,该方法具有系统运行稳定,操作便捷,出水水质符合GB 8978-1996《污水综合排放标准》要求等特点,但同时存在系统能耗高、药剂耗量大、运行故障率高、一次投资及维护成本高等问题[2]。
为节能减排和资源回收,目前火力发电厂针对废水零排放尤其是脱硫废水处理进行了大量研究。例如华电集团采用了脱硫废水浓缩蒸发工艺,该技术采用预处理软化+机械蒸汽再压缩循环蒸发+三效混流强制循环蒸发结晶+离心干燥包装工艺,对废水进行软化蒸发结晶干燥后,无需向地面水域排放废水,废水最终以蒸汽的形式排出,或以污泥等形式封闭填埋处理,实现废水零排放,具有低碳环保、物料循环利用、能耗低等优点[4]。大唐集团开展了脱硫达标废水回收工作,将合格废水通过喷入电除尘前烟道对原烟气进行调质,通过电除尘将重金属等物质吸收,也能实现脱硫废水零排放[5]。经过不断创新,火力发电厂脱硫废水处理将不再是困扰企业的一道难题,同时还能降低水耗,大大提高运行经济性。
[1]吕宏俊.FGD脱硫废水处理工艺及其优化设计[J].中国环保产业,2009(4)∶40-42.
[2]高原,陈智胜.新型脱硫废水零排放处理方案[J].华电技术,2008,30(4)∶73-75.
[3]张淑芳.电厂石灰石-石膏法湿法烟气脱硫废水处理[J].能源与环境保护,2009,23(3)∶34-35.
[4]吴志勇.废水蒸发浓缩工艺在脱硫废水处理中的应用[J].华电技术,2012,34(11)∶63-66.
(本文编辑:陆 莹)
Research on Transformation of Desulphurization Wastewater System in Thermal Power Plant
WANG Chenhui,WANG Minqi
(Zhejiang Zheneng Yueqing Power Generation Co.,Ltd.,Yueqing Zhejiang 325609,China)
The paper analyzes major sources and composition of desulphurization wastewater from thermal power plant as well as characteristics of water quality.Aiming at high solid content in desulphurization wastewater that is beyond the treatment capacity of wastewater treatment system,the system is transformed. The operation data shows that solid content in the wastewater is dramatically decreased and operation reliability and economical efficiency of the equipment are improved.
coal-fired units;flue gas desulphurization;wastewater treatment
TM866
B
1007-1881(2015)07-0053-04
2015-03-13
王晨辉(1963),男,助理工程师,从事脱硫专业技术管理工作。