萃取法处理DSD酸氧化废水
2015-04-10高飞
高 飞
(山西青山化工有限公司,山西 运城 044100)
萃取法处理DSD酸氧化废水
高 飞
(山西青山化工有限公司,山西 运城 044100)
以二甘醇单丁醚-二甘醇单乙醚-对二甲苯体系为萃取剂,0.1 mol/L的NaOH溶液为反萃取剂,采用三级萃取-反萃取法处理4,4’-二氨基二苯乙烯-2,2’-二磺酸氧化废水,考察了萃取和反萃取的影响因素,并对废水中的可用有机资源进行了回收。实验结果表明:在V(二甘醇单丁醚)∶V(二甘醇单乙醚)=1∶3、V(醇醚)∶V(废水)=2∶5、V(对二甲苯)∶V(废水)=1∶5的最佳萃取条件下,经三级萃取工艺处理后,平均COD去除率达92.0%、平均脱色率达96.4%、BOD5/COD>0.3,可生化性明显增强;最佳反萃取条件为V(NaOH溶液)∶V(有机相)=13∶24、反萃取温度60 ℃;平均总硝基化合物回收率达88.9%,平均萃取剂回收率达96.7%,回收的萃取剂可循环使用。该工艺对废水处理的综合成本约为700~1000元/t。
萃取;反萃取;4,4’-二氨基二苯乙烯-2,2’-二磺酸氧化废水;二甘醇单丁醚;二甘醇单乙醚;对二甲苯
4,4’-二氨基二苯乙烯-2,2’-二磺酸(又称DSD酸,茋氏酸),是精细化工领域的一种重要的染料中间体。DSD酸的合成一般有3步:对硝基甲苯经发烟硫酸磺化制备对硝基甲苯邻磺酸(NTS);NTS经空气氧化制备4,4’-二硝基二苯乙烯-2,2’-二磺酸(DNS);DNS经铁粉还原得到DSD酸[1-2]。其中,第二步的氧化工序,国内多采用碱溶液中的空气氧化法。该工序反应复杂、产品收率低、副反应较多,会产生大量成分复杂的黑色含盐有机废水,主要污染物为含硝基和磺酸基团的芳香族有机化合物。每生产1 t DSD酸会产生碱度约1 mol/L的氧化工序废水(DSD酸氧化废水)30 m3左右,COD≥20000 mg/L,色度大于等于15000倍,无机盐质量分数大于等于10%,含有大量的SO42-和Cl-,BOD5/COD<0.3,属于极难生物降解的废水,是化工领域最难处理的废水之一[3]。
文献中对该类废水处理方法的报道不少,如:唐盛梅等[4]采用H2SO4-三辛胺-煤油的萃取体系对DSD酸废水进行单级萃取研究;于亮等[5]以三辛胺-正辛醇-煤油的萃取体系对DSD酸综合废水进行连续络合萃取处理的中试研究;山西省某公司[6]采用树脂吸附的方式对DSD酸生产废水进行处理;彭文朝[7]通过氧化、还原和碱溶将DSD酸氧化废水中的有机物进行资源化。上述几种方法虽有一定的处理效果,但在工业应用中都受到了一定因素的限制,如树脂吸附法所需前期设备投资巨大,树脂的使用周期短、再生频繁等。
本工作以二甘醇单丁醚-二甘醇单乙醚-对二甲苯体系为萃取剂,0.1 mol/L的NaOH溶液为反萃取剂,采用三级萃取-反萃取法处理DSD酸氧化废水,考察了萃取和反萃取的影响因素,并对废水中的可用有机资源进行了回收。
1 实验部分
1.1 试剂、材料和仪器
二甘醇单丁醚、二甘醇单乙醚、NaOH:分析纯;对二甲苯:化学纯。
DSD酸氧化废水:取自山西瑞翔化工有限公司,废水的水质见表1。其中,根据DSD酸氧化废水的物质组成,以总硝基化合物质量浓度表征废水中可用有机资源的总含量。

表1 废水的水质
JJ2000型分析天平:常熟市双杰测试仪器厂;CJJ-781型恒温磁力搅拌器:金坛市大地自动仪器厂;5B-3C型COD快速测定仪:北京连华大地科技发展有限公司;LH-BOD601型BOD5检测仪:连华科技;GC2010 plus型气相色谱仪:岛津公司。
1.2 实验原理
根据DSD酸氧化废水中的有机物类型,决定采用二甘醇单丁醚-二甘醇单乙醚-对二甲苯混合萃取体系。中性低温(不超过30 ℃)条件下,二甘醇单丁醚-二甘醇单乙醚可将废水中带有强极性磺酸基团的有机化合物溶解至有机相中,而对二甲苯可促进有机相与水相的分层。通过该体系的反复萃取,可将废水中的绝大部分有机物转移至有机相中。
采用0.1 mol/L的NaOH溶液作为反萃取剂对萃取剂进行回收。利用含磺酸根的硝基化合物在高温碱溶液中溶解度大的特性,将有机相中的硝基化合物转移至碱溶液中,有机相作为萃取剂回收。碱溶液中的硝基化合物通过酸析、冷却和抽滤的方式回收。
1.3 实验方法及流程
取一定量的废水于烧杯中,置于恒温磁力搅拌器上,量取一定体积的二甘醇单丁醚和二甘醇单乙醚(合称醇醚)并按顺序加入烧杯中;搅拌10 min,升温至30 ℃,保温15 min;量取一定体积的对二甲苯加入烧杯中,搅拌10 min;将上述烧杯中的混合液倒入分液漏斗中,静置;待明显分层后,将下层水相放出;重复上述方法2次。对3次萃取后水相的COD和色度进行测定。
收集3次萃取后的有机相,加入0.1 mol/L的NaOH溶液,搅拌并升至一定温度,保温15 min;将混合液倒入分液漏斗中,静置分层,将下层水相放出,测定总硝基化合物质量浓度;将水相冷却至室温,酸析,抽滤,滤饼即为NTS,DNS等硝基化合物的混合物,回收;调滤液pH至6~7,作为制备下一批次反萃取剂的溶解用水;上层有机相(即萃取剂)套用至下一批次废水的萃取过程中。
实验流程见图1。
1.4 分析方法
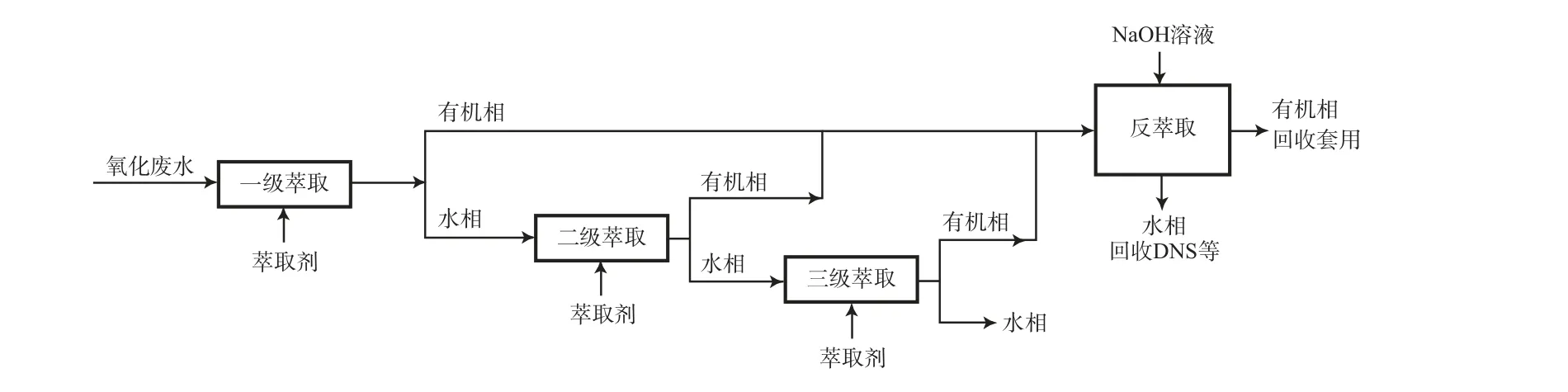
图1 实验流程
采用快速消解分光光度法测定COD[8];采用稀释倍数法测定色度[9];采用气相色谱法测定总硝基化合物质量浓度[10]。
2 结果与讨论
2.1 萃取效果的影响因素
2.1.1 V(二甘醇单丁醚)∶V(二甘醇单乙醚)
在V(醇醚)∶V(废水)=2∶5、V(对二甲苯)∶V(废水)=1∶5的条件下,V(二甘醇单丁醚)∶V(二甘醇单乙醚)对COD去除率的影响见图2。由图2可见,在V(二甘醇单丁醚)∶V(二甘醇单乙醚)=1∶3时,COD去除率最高,增大或减小该比值,COD去除率均变小。这是因为不同配比的醇醚对废水中有机物的溶解能力不同。因此,选择V(二甘醇单丁醚)∶V(二甘醇单乙醚)=1∶3。
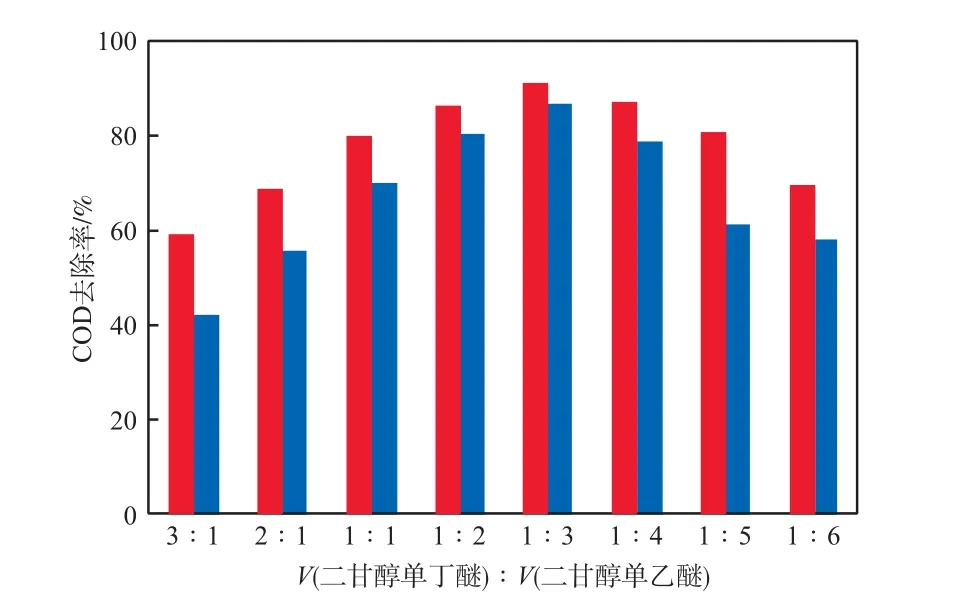
图2 V(二甘醇单丁醚)∶V(二甘醇单乙醚)对COD去除率的影响
2.1.2 V(醇醚)∶V(废水)
在V(二甘醇单丁醚)∶V(二甘醇单乙醚)= 1∶3、V(对二甲苯)∶V(废水)=1∶5、V(废水)=150 mL的条件下,V(醇醚)对COD去除率的影响见图3。由图3可见:总体而言,增大醇醚用量对COD的去除有利;但在V(醇醚)∶V(废水)增至60∶150(即2∶5)后,COD去除率的变化已不明显,说明此时的醇醚用量已足够将废水中的有机物完全溶解至有机相中。因此,选择V(醇醚)∶V(废水)=2∶5为宜。
2.1.3 V(对二甲苯)∶V(废水)
在V(二甘醇单丁醚)∶V(二甘醇单乙醚)= 1∶3、V(醇醚)∶V(废水)=2∶5、V(废水)=150 mL的条件下,V(对二甲苯)对COD去除率的影响见图4。由图4可见:总体而言,增大对二甲苯用量对COD的去除有利;但在V(对二甲苯)∶V(废水)增至30∶150(即1∶5)后,COD去除率的变化已不明显;继续增大二甲苯用量,COD去除率略有下降。这说明对二甲苯用量对废水中有机物在醇醚中的溶解度有一定的影响,用量过大时,会对COD的去除产生一定的负作用。由图4还可见,对于套用萃取,在对二甲苯用量已较大时,增大其用量仍会对萃取效果产生有利影响,这是因为三级萃取后,对二甲苯浓度有所降低。综合考虑到处理成本和萃取效果,选择V(对二甲苯)∶V(废水)=1∶5为宜。
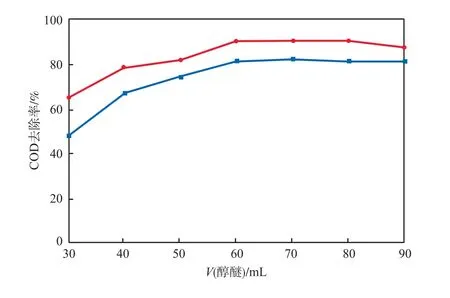
图3 V(醇醚)对COD去除率的影响
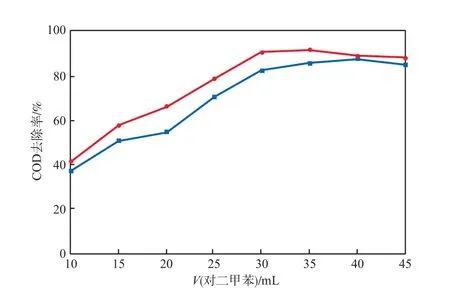
图4 V(对二甲苯)对COD去除率的影响
2.1.4 其他
在上述优化条件下,本实验还考察了萃取温度、搅拌时间及搅拌速率对萃取效果的影响。实验结果表明:提高温度对萃取效果改善不大;在适宜搅拌速率下,搅拌10 min后升温萃取,萃取反应较完全;搅拌强度不宜过大,否则会延长萃取反应时间。总体而言,上述3因素对萃取效果的影响不大。
2.2 反萃取效果的影响因素
废水中总硝基化合物的回收率及萃取剂的回收再利用效率,是决定实验方案能否工业化的关键因素。
2.2.1 V(NaOH溶液)∶V(有机相)对萃取剂回收率的影响
在反萃取温度为60 ℃、V(有机相)=240 mL的条件下,V(NaOH溶液)对萃取剂回收率的影响见图5。由图5可见,随NaOH溶液用量的增大,萃取剂回收率呈下降趋势。这是由于萃取剂中的醇醚溶于水,随NaOH溶液用量的增大,更多的醇醚被带到了水相中,影响了萃取剂的回收。
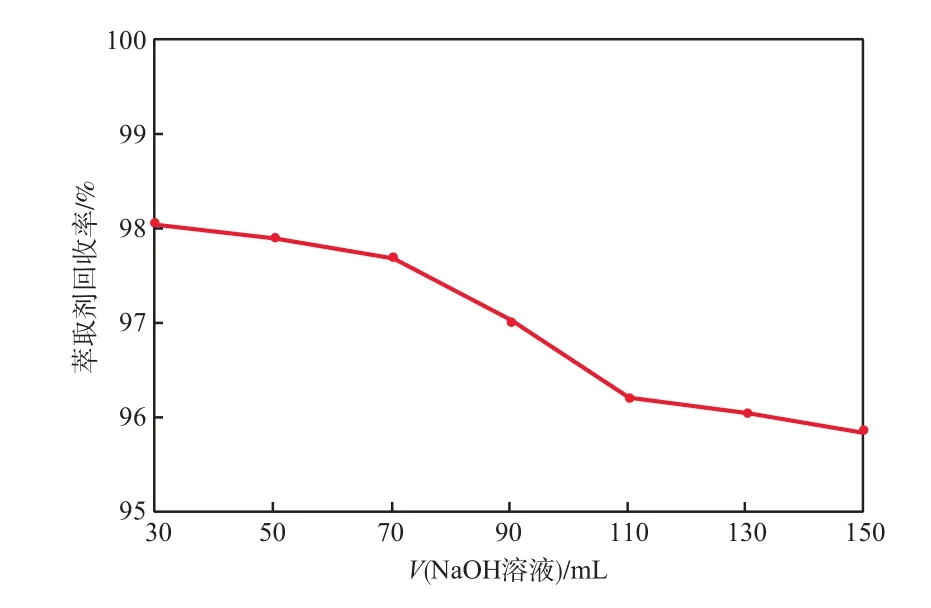
图5 V(NaOH溶液)对萃取剂回收率的影响
2.2.2 V(NaOH溶液)∶V(有机相)对总硝基物回收率的影响
在反萃取温度为60 ℃、V(有机相)=240 mL的条件下,V(NaOH溶液)对总硝基化合物回收率的影响见图6。由图6可见:随NaOH溶液用量的增大,废水中总硝基化合物的回收率明显增大;但在V(NaOH溶液)∶V(有机相)增至130∶240(即13∶24)后,回收率变化已不明显,这表明此时的碱水用量已基本可将废水中的总硝基物回收完全。考虑到碱水用量增大会降低萃取剂的回收率,选择V(NaOH溶液)∶V(有机相)=13∶24为宜。
2.2.3 反萃取温度对总硝基化合物回收率的影响
在V(NaOH溶液)∶V(有机相)=13∶24的条件下,反萃取温度对总硝基化合物回收率的影响见图7。由图7可见:随反萃取温度的升高,总硝基化合物回收率明显增加。由此可见,总硝基化合物在NaOH溶液中的溶解度随温度的升高而增大;在温度升至60 ℃后,回收率趋于平稳,说明在此温度下,废水中的硝基化合物已基本转移至反萃取水相中。再升高温度,仍可增加硝基化合物在NaOH溶液中的溶解度,但已无实际意义。因此,选择反萃取温度为60 ℃为宜。
2.3 最佳条件下的废水处理效果
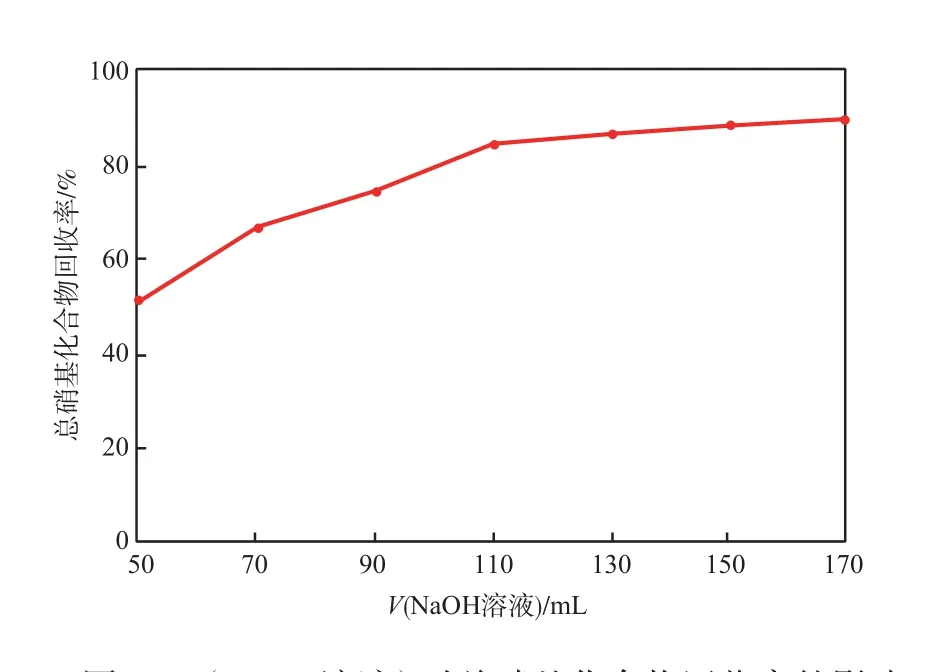
图6 V(NaOH溶液)对总硝基化合物回收率的影响
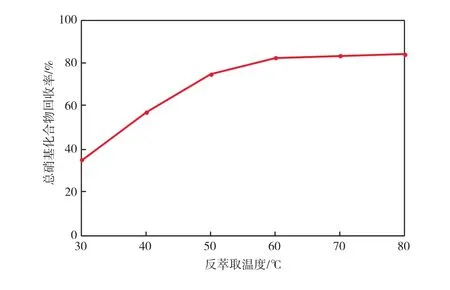
图7 反萃取温度对总硝基化合物回收率的影响
综合以上实验结果,在最佳条件下,进行了废水处理的3次平行实验。最佳条件下的废水处理效果见表2。由表2可见,废水经处理后,平均COD去除率达92.0%,平均脱色率达96.4%,BOD5/COD>0.3,可生化性明显增强,虽未达到直接排放的标准,但经后序常规的生化处理,即可直接排放。

表2 最佳条件下的废水处理效果
2.4 萃取剂的回收套用
为考察回收所得萃取剂的实际应用效果,进行了萃取剂的循环回收套用实验。8次回收套用过程中,8个批次的废水COD去除率分别为91.2%,91.7%,90.2%,91.0%,89.7%,90.1%,90.9%,91.6%,平均COD去除率为90.8%,与使用新萃取剂时的去除率相差不大。
2.5 综合处理成本
采用本实验的工艺处理废水时,运行成本主要集中在有机溶剂的损耗、药剂成本、搅拌和升温所需的能耗等方面,该费用约为1000~1300元/t(以废水计)。另一方面,对废水中总硝基化合物等有机资源的回收,可获得的经济价值约为300元/t。综上所述,该工艺对废水处理的综合成本约为700~1000元/t,若中间过程处置恰当,处理费用仍有下降空间。该方法已具备工业化基础,实用性较强。
3 结论
a)采用二甘醇单丁醚-二甘醇单乙醚-对二甲苯体系萃取DSD酸氧化废水,最佳条件为:V(二甘醇单丁醚)∶V(二甘醇单乙醚)=1∶3,V(醇醚)∶V(废水)=2∶5,V(对二甲苯)∶V(废水)= 1∶5。
b)经三级萃取工艺处理后,平均COD去除率达92.0%、平均脱色率达96.4%、BOD5/COD>0.3、可生化性明显增强。
c)采用0.1 mol/L的NaOH溶液进行反萃取,最佳条件为:V(NaOH溶液)∶V(有机相)=13∶24,反萃取温度65 ℃。平均总硝基化合物回收率达88.9%,平均萃取剂回收率达98.9%。回收的萃取剂可循环使用。
d)该工艺对废水处理的综合成本约为700~1000元/t。
[1] 梁诚. DSD酸合成技术的进展与市场分析[J]. 甘肃化工,2003,17(3):1 - 5,22.
[2] 方如馨. 4,4′-二氨基二苯乙烯 -2,2′-二磺酸合成方法的探讨[J]. 染料工业,1990,27( 3) :23 - 28.
[3] 柴丽敏,张凤宝,张国亮. DSD酸氧化废水处理技术研究进展[J]. 化学工业与工程,2005,22( 2):140 -144.
[4] 唐盛梅,李发生,杜晓明,等. 萃取法处理DSD酸氧化工序废水的研究[J]. 环境保护科学,1999,25(5):11 - 13.
[5] 于亮,吴绍组. 连续络合萃取处理DSD酸废水的研究[J]. 环境工程,2013,31(4):59 - 62,96.
[6] 山西阳煤丰喜肥业(集团)有限责任公司. 一种DSD酸生产废水处理工艺:中国,102295393B[P]. 2012 -09 - 05.
[7] 彭文朝. DSD酸生产中氧化、还原过程以及氧化废水资源化的研究[D]. 天津:天津大学化工学院,2010.
[8] 河北省环境监测中心站. HJ/T 399—2007 水质 化学需氧量的测定 快速消解分光光度法[S]. 北京:中国环境科学出版社,2008.
[9] 原国家环境保护局. GB 11903—1989 水质 色度的测定[S]. 北京:中国标准出版社,1990.
[10] 青岛市环境监测中心站. HJ 592—2010 水质 硝基苯类化合物的测定 气相色谱法[S]. 北京:中国环境科学出版社,2010.
(编辑 魏京华)
一种用于氯化铵废水资源化处理的方法
该专利涉及一种用于氯化铵废水资源化处理的方法。包括以下步骤: 1)将不同浓度的氯化铵废水分别进行预处理除杂;2)将步骤1)得到的质量分数低于0.5%的氯化铵废水澄清液进行反渗透处理;3)将得到的反渗透浓水与步骤1)得到的质量分数高于0.5%的氯化铵废水澄清液混合;4) 采用常规电渗析方法处理氯化铵混合废水;5)将得到的电渗析淡水返回反渗透处理,电渗析浓水采用双极膜电渗析进行酸碱再生;6)双极膜电渗析将废水中的氯化铵转化为盐酸和氨水,得到的低浓度氯化铵废水再用常规电渗析处理。该方法能真正实现氯化铵废水的资源化处理与零排放。/CN 104445755 A,2015-03-18
Treatment of Oxidation Wastewater in DSD Acid Production by Extraction Method
Gao Fei
(Shanxi Qingshan Chemical Co. Ltd.,Yuncheng Shanxi 044100,China)
The oxidation wastewater in production of 4,4’-diaminostilbene-2,2’-disulfonic acid (DSD acid) was treated by three-stage extraction-back-extraction process,using diethylene glycol monobutyl ether-diethylene glycol monoethyl ether-dimethylbenzene as extractant and 0.1 mol/L NaOH solution as back-extractant. The factors affecting extraction and back-extraction were studied and valuable organic resources were recovered from the wastewater. The experimental results show that:Under the best extraction conditions of V(diethylene glycol monobutyl ether)∶V(diethylene glycol monoethyl ether)=1∶3,V(alcohol ether)∶V(wastewater)=2∶5,V(dimethylbenzene)∶V(wastewater)=1∶5 and extraction time 3,the average COD removal rate is 92.0%,the average decolorization rate is 96.4%,BOD5/COD>0.3,which indicates that the biodegradability of the wastewater is improved obviously;The best back-extractant conditions are V(NaOH solution)∶V(organic phase)=13∶24 and back-extractant temperature 60 ℃;The recovery rates of total nitro-compounds and extractant are 88.9% and 96.7% respectively,and the recovered extractant can be reused. The total cost of the wastewater treatment process is 700-1000 Yuan/t approximately.
extraction;back-extraction;4,4’-diaminostilbene-2,2’-disulfonic acid;oxidation wastewater;diethylene glycol monobutyl ether;diethylene glycol monoethyl ether;p-dimethylbenzene
X703
A
1006 - 1878(2015)03 - 0300 - 05
2014 - 10 - 30;
2015 - 02 - 27。
高飞(1982—),男,陕西省汉中市人,硕士,工程师,电话 15110448840,电邮 gaofei-913@163.com。