生料均化库计量卸料系统控制方式的探讨
2015-03-31陈帆邵彦锟
陈帆,邵彦锟
生料均化库计量卸料系统控制方式的探讨
Discussion of Ways to Control Measuring Discharge System of Raw MealHomogenizing Silo
陈帆1,邵彦锟2
生料均化库计量卸料系统关系到烧成系统的稳定和熟料质量,采用多级闭环控制模式对计量仓、流量阀和冲板流量计进行综合控制,可实现生料入窑的精确性和稳定性,同时该控制模式具有可读性强、易于操作和抗干扰能力较强等优点。
生料计量卸料;多级闭环控制;DCS
现代水泥工业生产线中生料均化库的作用是对物料的进料、储存、均化、混合和卸料进行处理。而生料库库底计量卸料系统的精确性和稳定性可保证烧成系统的稳定和熟料质量。本文主要对巴拉圭Tupi项目生料库计量卸料系统多级闭路控制模式进行探讨和分析,依托项目调试过程中的实际情况对该控制模式进行论证和验收。
1 生料库底计量卸料工艺流程
库底两套罗茨风机分别对库底各区和卸料系统进行充气。生料经过库底各区由程序控制器对各区充气管路的电动球阀实施控制,以达到分区有序卸料。由生料库对应的两套入仓卸料阀控制料量,卸出的生料经空气输送斜槽入生料称重仓。生料称重仓是一个带称重传感器的喂料仓,由外筒及内筒两套筒组成,内筒筒壁上开有孔洞。根据连通管的原理,进入称重仓外筒的生料与内筒的生料会产生交换,并在内筒充分搅拌均匀后卸出。正常生产时,称重传感器保证仓内物料重量稳定在一定范围,使通过出仓流量调节阀的物料量保持稳定,进而保证喂入预热器的物料量稳定。控制过程是称重传感器的重量信号控制库底电动流量阀开度,维持称重仓料位,为仓侧稳定出料提供先决条件。称重仓有两套卸料装置计量出仓生料量(其中一套备用),配有一台固体流量计(冲板流量计)。称重仓由罗茨风机充气卸料,操作员在CCR中控室给定生料喂料量,固体流量计(冲板流量计)按给定值控制仓侧电动流量阀的开度,使卸出量与给定值一致。经称重仓卸出的生料,通过空气输送斜槽、窑尾提升机提升至预热器顶部入空气输送斜槽,通过回转锁风下料器进入预热器的C2-C1风管内。进入生料均化库和生料称重仓的气体分别经袋收尘器净化,再由风机排入大气。
2 巴拉圭Tupi项目生料计量卸料系统设备和控制原理(图1)
计量仓荷重传感器为徐州赛摩公司三组40t量程M9340称重模块,三组称重模块经过自带的变送器箱输出4~20mA信号。冲板流量计为哈斯勒FLOW50型,输出信号4~20mA。电动流量阀电动执行器为伯纳德SD型,输入信号4~20mA。中控室设定喂料量后,根据冲板流量计的反馈进行差值比较,根据该差值的范围对电动流量阀进行不同级别的调节。
3 生料入窑喂料的自动控制
在Tupi项目调试过程中,最为关键的是计量仓、流量阀和冲板流量计三者的协调控制。本项目的DCS系统是基于西门子PCS7 V8.0平台打造,为充分体现该平台开放式、多元化的特点,项目中所有的自动控制均为用户自定义重新编程(非西门子默认封装程序块)。其优点是能让项目工程师更好地理解其控制原理,并且能够实时检测控制的各个环节,高自由度地添减自定义功能区。

图1 生料库底计量卸料控制图
该项目自动控制方式称为“多级闭环控制”,其原理为:基于时间调节与加减比较运算,相比于传统PI调节,其结构简单,运算量少,灵活性高,可读性强,可直接由操作员于上位机修改经验参数,并且工程师可根据不同系统自行加减调节级数以达到控制要求,多级调节可对系统趋势进行预判,使调节响应时间缩短,超调量减少,使系统稳定。
自动化闭环控制方式中最基本的一种是比例调节,其公式为:

式中:
u(t)——调节器输出
(对应于执行器开度)
Kp——比例系数
e(t)——调节器的输入,一般为偏差,即e(t)= SP-FB;其中FB为反馈值,SP为给定值。
由式(1)可见比例调节是一种最简单的调节规律,调节器的输出u(t)与输入偏差e(t)成正比,只要出现偏差e(t),就能及时地产生与之成比例的调节作用。其作用大小,除与偏差e(t)有关外,主要取决于比例系数Kp。Kp越大,调节作用越强,动态特性也越好;反之,Kp越小,调节作用越弱。但对于大多数惯性环节,Kp过大,会引起自激振荡。
比例调节的缺点是存在静差,属有差调节,对于扰动较大且惯性也较大的系统,若采用单纯的比例调节,则很难兼顾动态和静态特性。因此一般的闭环控制都会加入积分和微分环节以满足控制要求。而该系统类似于比例调节,但可以克服上述比例调节的各种缺点,以多级调节的方式实现控制要求,最终同样可以达到普通PI调节的效果。
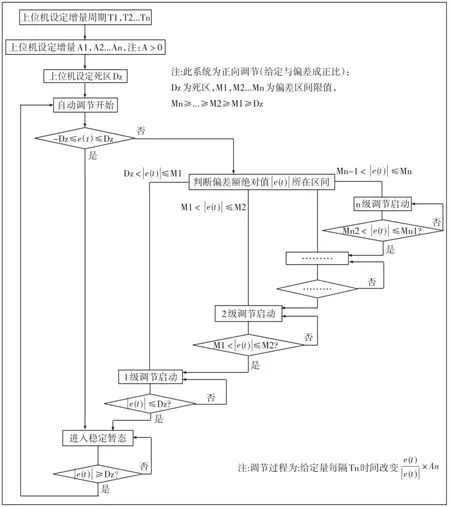
图2 多级闭环控制的控制逻辑图
多级闭环控制的控制逻辑见图2。
在该项目生料入窑喂料的自动控制中,所用二级调节即可达到控制要求,其控制流程基本如下:
根据设定的喂料量与固体流量计(冲板流量计)检测值的差值,调节生料计量仓仓侧卸料装置的电动流量阀的开度,以此形成一套闭环控制系统。其程序见图3。
其中累加块是基于STL格式的用户自定义块,其作用为:自动控制下,每当act引脚激活后将sub_v引脚的值与v引脚的值累加到out输出,程序如下:
定义输入变量:
act:每当收到脉冲信号时,将更新out值
snb_v:每次更新的增量
v:原始值
reset:置位时保持并停止更新out值
定义输出变量:
out:输出给定
中间变量(保持):act_m,act_p,m1
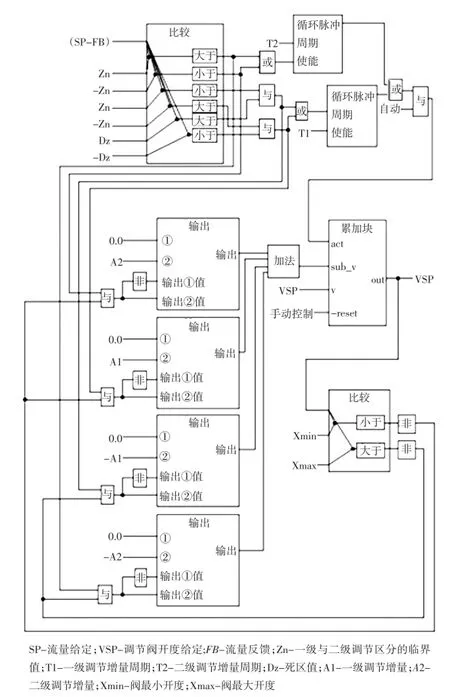
图3 多级闭环控制程序模块
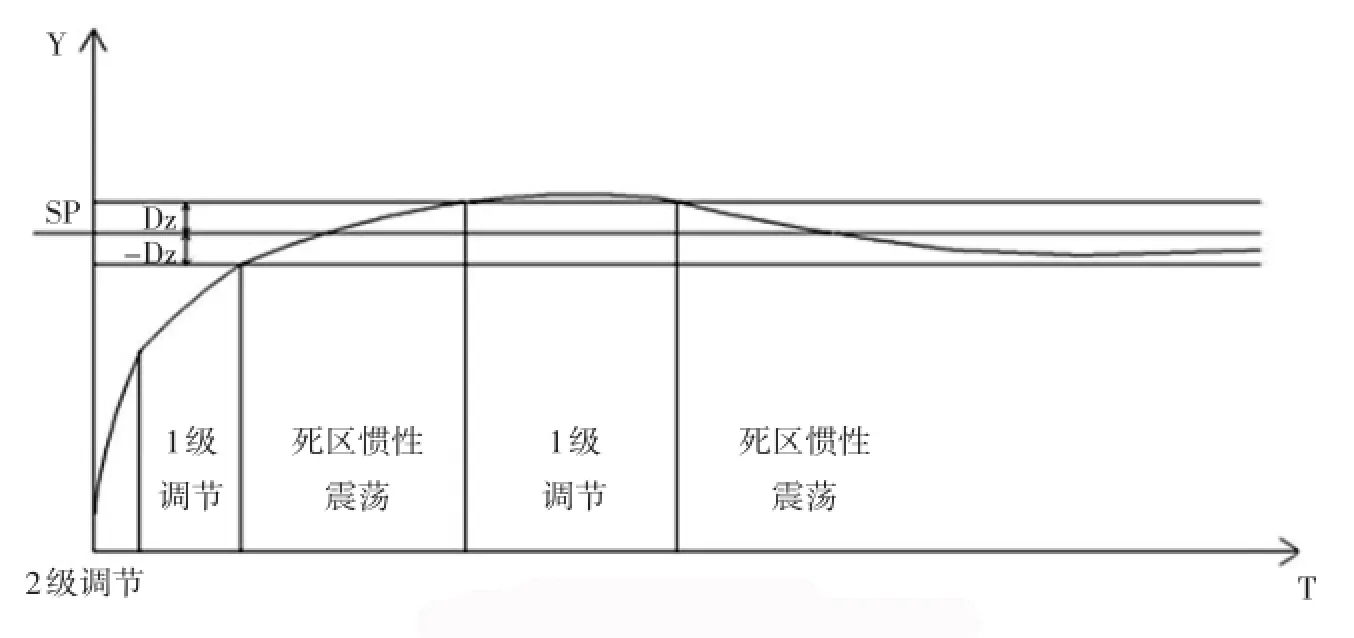
图4 控制趋势图
TAR1#saveAR1
TAR1#saveAR2
A#act
FP#act_m
=#act_P
A#act_p
JCN st1
A#reset
JCN st0
L#v
T#m1
st0:L#m1
L#sub_v
-R
T#m1
st1 L#m1
T#out
LAR1#saveAR1
LAR2#saveAR2
该程序运行得到的趋势在上位机显示,操作员设定“流量给定”、“死区”、“一二级调节临界值”、“一级调节周期”、“一级调节增量”、“二级调节周期”、“二级调节增量”。最佳参数下其稳定周期短,超调量小,如图4所示。
在实际调试过程中,当调节上述几个经验参数达最佳时,其最终误差为1.5%左右。系统响应时间为2~3min。使用多级闭环控制模块,比传统PI控制计算方式简单,程序可读性较强,可实时监测程序在线状态,并可增加操作员的调节自由度。
[1]林宗寿.水泥工艺学[M].武汉:武汉理工大学出版社,2012.
[2]王仲春.水泥工业粉磨工艺技术[M].北京:中国建材工业出版社,2000.
[3]谢克平.水泥新型干法中控室操作手册[M].北京:化学工业出版社,2012.
[4]杨平,翁思义,郭平.自动控制原理[M].北京:中国电力出版社,2006.
[5]翁维勤,周庆海.过程控制系统及工程[M].北京:化学工业出版社,1996.
[6]齐晓慧.现代控制理论及应用[M].北京:国防工业出版社,2007.
TQ172.612
A
1001-6171(2015)02-0045-04
通讯地址:1中材国际海外事业发展公司,北京100037;2中材(天津)控制工程有限公司,天津300400;
2014-12-19;编辑:赵莲
