相控阵技术检测钢中缺陷
2015-03-27朴启霞
朴启霞, 栗 雪
(北满特殊钢有限责任公司, 黑龙江 齐齐哈尔 161041)
相控阵技术检测钢中缺陷
朴启霞, 栗 雪
(北满特殊钢有限责任公司, 黑龙江 齐齐哈尔 161041)
我公司生产的轧材(规格为Ф100mm-Ф350mm),月产量在2万t左右,钢中缺陷种类较多,特别是单点夹杂以及其它有方向性的小裂纹,手工超声波检验时,因盲区、噪音等原因极易漏检,为满足生产检验质量及数量要求,我厂于2013年引进了一套加拿大OlympusNDT公司生产的国际领先的相控阵超声检测系统。
相控阵; 超声探伤; 缺陷; 夹杂
1 设备简介
轧钢棒材自动化探伤线引进了目前国际上最先进的大棒材检测设备——旋转棒材检测系统(RBIS)如图1。该检测系统采用了先进的相控阵超声(PA)、阵列涡流(ECA)检测技术,在满足高速检测的同时,对径向全截面、轴向全长度进行高分辨力的检测。该系统目前可检测直径Φ100mm~Φ350mm、长度3m~15m的棒材,单支最大可承重10r,并能根据检测结果对棒材进行自动分选。
超声检验部分采用相控阵纵波检测+相控阵横波逆时针检测+相控阵横波顺时针检测的配置模式,检测最高能力为平底孔Φ2mm或横孔Φ0.5mm×12.7mm当量等级。涡流检测部分采用阵列涡流检测配置,检测最高能力可达0.3mm×20mm×0.2mm。系统端部盲区≤30mm,信噪比≥8dB,同时误报率≤1%,漏报率为0,检测结果准确、稳定。
该套检测还配有友好的人机交互能力,高级监测软件SuperVisor、QuickView(UT&ET)和人机操作界面,具有详细的可调参数、快捷的检测操作和完善的结果处理等能力,能够快速响应各种检测的要求。
2 相控阵超声检测特点及原理
2.1 相控阵技术的概念:
相控阵技术是通过电子激发的时间不同而改变探头性质的技术。
2.2 相控阵技术的特点:
相控阵超声无损检测的基本特点是相控,相控包括发射和接收相控两部分。相控阵的发射是用电子技术调整阵列单元发射相位和超声强度,以实现焦点位置和聚焦方向的不同角度的调节。它的特点是把一个探头设置(含128个小晶片)中每8个小晶片为一个发射单元,共16个阵列,各阵列到达焦点的声束具有相同的相位,这就是相控聚焦。

图1 旋转棒材相控阵检测系统
相控阵的另一个特点是多晶片探头的激励(振幅和延时)均有计算机控制,压电复合晶片受激励后能产生超声聚焦波束,波束的角度、焦距、焦点尺寸均通过软件调整,可以检出不同相位的裂纹。
2.3 相控阵探伤原理
相控阵超声无损检测(UPANDT)是近年来超声无损检测领域中发展起来的新技术。
传统的超声无损检测是单声束扫描成像技术,即是依靠超声波换能器固有的几何超声聚焦扫描工件内部缺陷,根据缺陷回波的特征确定缺陷的位置、大小及性质。一般是A超,它只能给出缺陷波幅的高低及缺陷位置。
相控阵无损检测技术是多声束扫描成像技术,它的超声检测探头是由多个晶片组成的换能器阵列,阵列单元在发射电路激励下以可控的相位激发出超声波,并使超声波声束在确定的声域聚焦。超声相控阵各声束相位可控,电子控制聚焦焦点,使超声波的检测灵敏度、缺陷的分辨力更高,探测图像更加清晰、准确,检测速率也更快。
3 检测应用实例
我们选取直径Ф210mm圆棒材作为检测对象,如图2所示,检测过程如下:
图2 钢材表面状态
3.1 检测参数设定
钢种:P91;表面状态:粗加工;
脉冲重复频率:1309HZ; 检测灵敏度:18 dB;
纵波闸门起始位置:100mm; 闸门范围:100mm;
螺距:120mm; 辊道速度:645mm/s;
轴向脉冲密度:10mm 径向脉冲密度:3mm
DAC补偿:0~10Db/0~250mm;
3.2 相控阵系统自动化检测
检测灵敏度为Ф2平底孔。缺陷报警线设置50%波高,即探伤扫查中有超过50%波高缺陷波即超标。实测在尾部780mm长有连续超标缺陷显示,如图3所示。
3.3 手工超声波复检
针对相控阵系统自动化检测探伤发现的缺陷,我们采用对应手工探伤,探伤结果为钢材尾部700mm连续φ3-φ4/4-6,并在距尾部600mm处取横向试片进行低倍酸浸试验,试片厚30mm;具体波形如图4所示。
3.4 缺陷试片低倍检验
在低倍试样上,呈现两处肉眼可见的点状缺陷,通过高倍观察发现为夹杂缺陷,如图5所示。
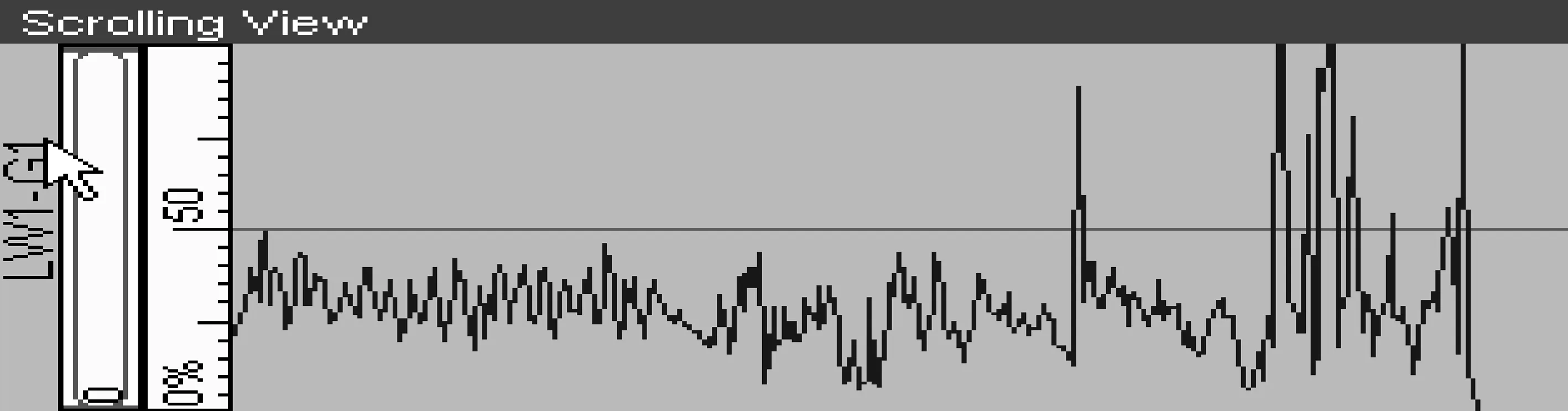
图3 相控阵探伤波形
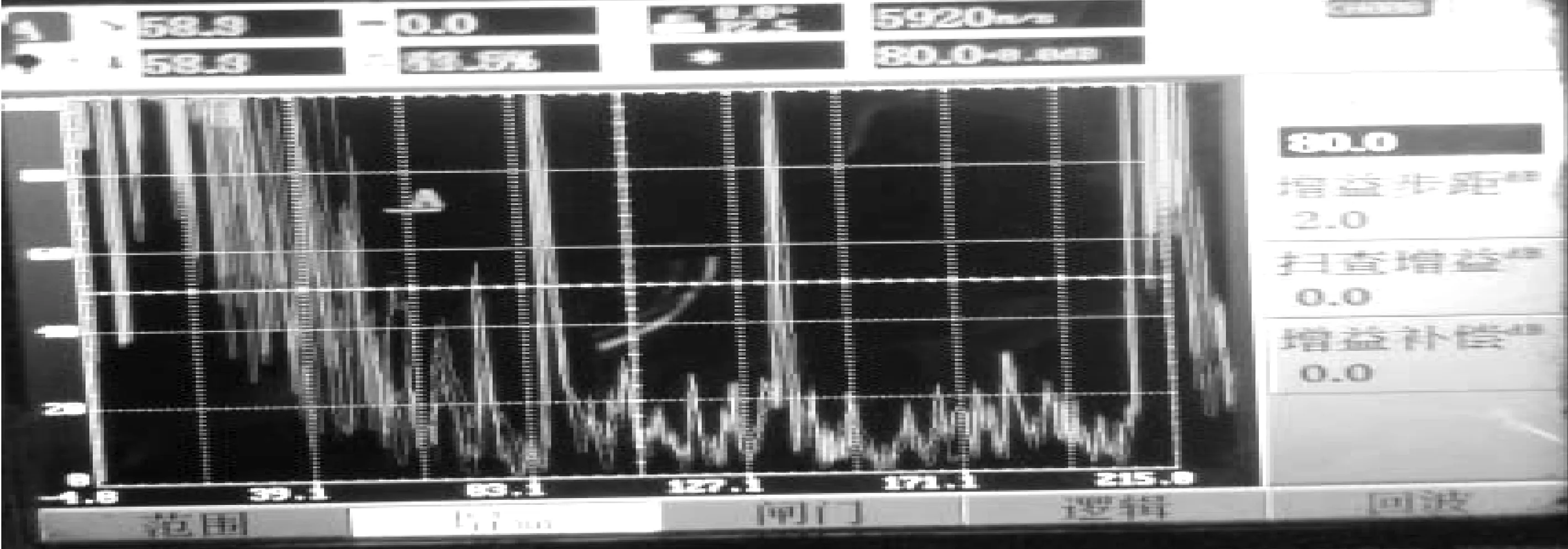
图4 手工探伤波形

图5 低倍试样图片
4 结语
通过手工探伤和自动化探伤的对比试验,证明自动化探伤可以准确检测出钢中缺陷,尤其是有方向性的单点缺陷,比如夹杂、气泡、小裂纹等可准确检出,在保证检验准确度的基础上,大幅度提高生产效率, 完全试用于φ100~φ350mm钢中内部检测。
[1]李衍.超声相控阵技术江苏无锡锅炉股份公司.
[2]徐尔刚.相控阵超声无损检测系统的研制,清华大学机械工程系.
Detecting Defect of Steel with Phase Array Technology
PiaoQixia,LiXue
(Beiman Special Steel Co., Ltd., Qiqihaer Heilongjiang 161041 China)
Company’s rolled products (specifications are fromФ100mm-Ф350mm), and per month output is about 20 thousands tons. Defect types of steel are more, especially small crack of single part inclusion and other direction cracks. And due to the blind spot, noise and other reasons detecting could been easily missed by manual ultrasonic inspection. in 2013 the leading ultrasonic phased array testing system of a Canadian Olympus NDT company production was introduced to meet production inspection of quality.
phase array; Ultrasonic testing; defect; inclusion
2014-11-08