一种节能增效的新型半自动打底焊接工艺
2015-03-26何仙来林雷
何仙来 林雷

摘要:文章通过对带不锈钢衬垫的铝合金板材进行熔化极半自动(MIG)打底焊工艺(该技术已申请国家发明专利)试验,并将该新工艺与传统的手工钨极氩弧(TIG)打底焊进行对比试验,结果表明新工艺在防止厚板打底焊工艺中的底部咬边和衬垫击穿方面具有优异的表现,能有效地提高生产效率,降低能耗,减少生产成本。同时,该研究通过分析新工艺焊缝的机械性能和缺陷,获得该工艺的适用范围和应用局限性,为新工艺的生产实践提供指导。
关键词:铝合金;熔化极半自动焊接;打底焊;节能增效;对比试验 文献标识码:A
中图分类号:TG457 文章编号:1009-2374(2015)03-0091-03 DOI:10.13535/j.cnki.11-4406/n.2015.0237
带不锈钢衬垫的铝合金半自动打底焊接工艺技术是我公司在生产过程中发现并总结的一套全新的技术,该技术在铝制压力容器制造最后一道封闭的环焊缝中应用具有极大的优势。其首次开发并应用在杭州杭氧低温液化公司制造的RS801~RS803等系列厚板压力容器筒体对接环焊缝打底焊接作业,效果显著,一次合格率很高,经总结归纳,该新技术已申报发明专利。因此验证该工艺方法焊缝机械性能,掌握其特点,有效发挥优点,控制不足之处,推广该项重要技术发明,突破传统手工钨极氩弧焊在不锈钢衬垫打底焊作业的单一方法,对生产节能降耗、降低劳动强度、减少成本具有重要
作用。
1 试验目的
目前铝合金板材的不锈钢垫板打底焊接技术工艺不足之处:不锈钢衬垫单面坡口焊接常常应用在容器封头与筒体、筒体与筒体组合的环焊缝。铝合金熔点不高,液态流动性良好,因此对打底焊接技术要求非常严格,焊枪角度和焊接速度控制等技能水平的高低对打底焊接质量有重要影响。电流过大、焊枪角度太过垂直、熔池停留时间过长,都将造成不锈钢衬垫击穿或焊缝内咬边缺陷。对一些较厚大的铝合金板材,应用手工钨极氩弧焊打底焊需要采用氧乙炔火焰加热,否则很难熔化母材,熔池不易形成,给焊接作业带来困难。如果应用传统的手工钨极氩弧焊,不但消耗大量的能源,而且焊接质量并不稳定,极易造成咬边和垫板击穿等现象。新MIG打底焊是为了克服原有技术存在的不足,而提供一种能避免不锈钢衬垫击穿或者击伤,有效解决打底焊内部质量不稳定等问题,提高一次成型合格率,提高生产效率,降低能源消耗,缩短生产周期,大大降低生产成本的铝合金板材的不锈钢衬垫半自动打底焊接
方法。
2 新MIG打底焊工艺介绍
新工艺方法如下:将铝合金板材以及焊缝底部紧贴的不锈钢衬垫一起倾斜放置于与水平地面成10°~30°角度的平面上,焊接时,将焊枪垂直工件表面后倾斜约10°~20°(即与铝合金板材表面夹角100°~120°),如图1所示。焊枪嘴在母材根部两侧左右Z字形摆动,至下而上焊接,并合理控制施焊停止点作用在两侧母材根部,使之充分熔化,如图2所示。在坡口两侧Z字形摆动过程中,焊枪电弧在两侧母材之间跨越时不得停顿,避免电弧与不锈钢衬垫接触时间太长导致不锈钢衬垫被击穿;铝合金板材以及铝合金板材下紧贴不锈钢衬垫构成的工件倾斜向上,熔敷金属在重力和保护气流的作用下,从工件母材两侧停顿点自然形成熔池,在中间汇聚向下流淌在不锈钢衬垫表面凝固成形,焊枪前端未融化母材可以清晰展现,以便焊工掌握焊枪速度。
所述的铝合金板材厚度须达10mm以上,采用的是熔化极半自动焊接的坡口焊缝,尤其在最后一道封闭焊缝中,采用不锈钢衬垫工艺措施发挥的效果更加显著;坡口设计60°~70°或U型,无钝边,焊缝底部间隙为4~5mm,并且不锈钢衬垫紧贴于坡口底部。
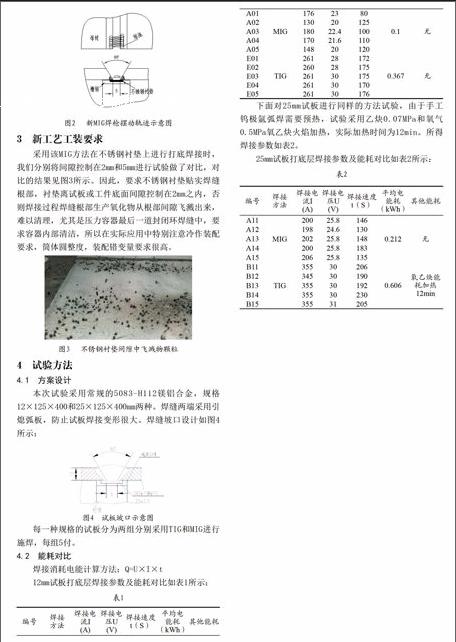
3 新工艺工装要求
采用该MIG方法在不锈钢衬垫上进行打底焊接时,我们分别将间隙控制在2mm和5mm进行试验做了对比,对比的结果见图3所示。因此,要求不锈钢衬垫贴实焊缝根部,衬垫离试板或工件底面间隙控制在2mm之内,否则焊接过程焊缝根部生产氧化物从根部间隙飞溅出来,难以清理,尤其是压力容器最后一道封闭环焊缝中,要求容器内部清洁,所以在实际应用中特别注意冷作装配要求,筒体圆整度,装配错变量要求很高。
4 试验方法
4.1 方案设计
本次试验采用常规的5083-H112镁铝合金,规格12×125×400和25×125×400mm两种。焊缝两端采用引熄弧板,防止试板焊接变形很大。焊缝坡口设计如图4所示:
每一种规格的试板分为两组分别采用TIG和MIG进行施焊,每组5付。
4.2 能耗对比
焊接消耗电能计算方法:Q=U×I×t
12mm试板打底层焊接参数及能耗对比如表1所示:
下面对25mm试板进行同样的方法试验,由于手工钨极氩弧焊需要预热,试验采用乙炔0.07MPa和氧气0.5MPa氧乙炔火焰加热,实际加热时间为12min。所得焊接参数如表2。
25mm试板打底层焊接参数及能耗对比如表2所示:
表2数据显示每道次采用TIG方法焊接所损耗的电能约为MIG的3倍。焊接速度上TIG打底焊所用时间更长约为MIG的1.5倍。本次完成12mm厚试板采用MIG施焊4道,TIG施焊3道。25mm厚试板采用MIG施焊7道,TIG施焊5道,新MIG工艺约为TIG工艺的1/2。除此之外,厚板TIG打底焊工艺所用的氧乙炔预热能耗计算,假设每50m焊缝手工氩弧焊加热所用乙炔98元/瓶、氧气19元/瓶约各一瓶,合计117元。它打破手工钨极氩弧焊在不锈钢衬垫打底作业的单一模式,采用半自动打底焊接利用其喷射过渡形式的优点,对厚大工件来说,无需外部加温预热来提高焊接熔池生成速率,与传统手工钨极氩弧焊相比,能耗成本低,从节能经济性比较,新工艺采用的MIG焊接方法在能源损耗上具有明显的优势,材料越厚,效果越好。
4.3 焊缝一次射线合格率对比
试板经过射线检测发现,这两种焊接方法,其内部合格率都非常高。但从实践应用过程中统计,新工艺采用的MIG打底焊对带衬垫的单面焊焊缝根部发生内咬边和衬垫击穿概率大大降低,在射线检测结果中这些缺陷几乎不存在,该方法利用焊道与水平面的角度合理设置,保证了熔池在重力作用下不会掩盖焊道根部未融化母材,避免了假焊、根部咬边缺陷,有效提高射线检测一次合格率。还有焊枪与焊道夹角合理设置及特殊的焊枪运动轨迹,保证了打底焊接背面成型质量,防止不锈钢衬垫受热时间过长被电弧击穿的可能,使得闭环焊缝背部衬垫击穿的可能性降到最低,几乎为零。而传统的带不锈钢衬垫TIG打底焊过程人为影响因素太多,难以保证。这在产品焊缝射线检测统计数据中得到证实。
本次试验,12mm试板TIG工艺出现内咬边缺陷长度15mm,其他试板均达到GB/T4730-2005标准II要求。
4.4 焊缝机械性能对比
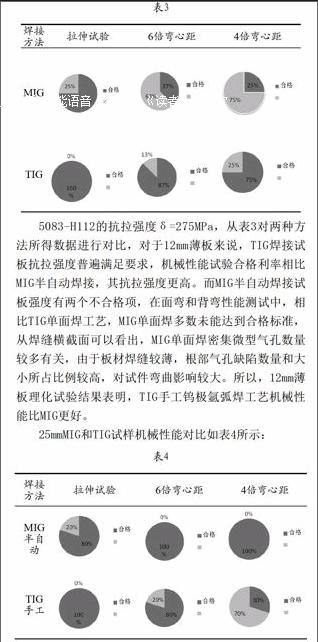
12mmMIG和TIG试样机械性能合格率对比如表3
所示:
5083-H112的抗拉强度δ=275MPa,从表3对两种方法所得数据进行对比,对于12mm薄板来说,TIG焊接试板抗拉强度普遍满足要求,机械性能试验合格利率相比MIG半自动焊接,其抗拉强度更高。而MIG半自动焊接试板强度有两个不合格项,在面弯和背弯性能测试中,相比TIG单面焊工艺,MIG单面焊多数未能达到合格标准,从焊缝横截面可以看出,MIG单面焊密集微型气孔数量较多有关,由于板材焊缝较薄,根部气孔缺陷数量和大小所占比例较高,对试件弯曲影响较大。所以,12mm薄板理化试验结果表明,TIG手工钨极氩弧焊工艺机械性能比MIG更好。
25mmMIG和TIG试样机械性能对比如表4所示:
25mm试板理化数据从表4得知其结果和表3形成鲜明对比,虽然TIG手工钨极氩弧焊工艺,试板抗拉强度仍然略高于MIG半自动打底焊接工艺。但在面弯和背完性能测试中,MIG半自动打底焊完胜TIG手工钨极氩弧焊工艺的机械性能。由于厚板根部密集气孔缺陷在厚板焊缝金属横截面中所占比例很小,气孔造成的影响可以忽略不记。此时焊接热输入对焊缝性能影响占主要原因,TIG手工钨极氩弧焊焊前需要预热,焊接过程电流大,热输入高,合金烧损严重,晶粒粗化,焊缝金属组织韧性下降,导致焊缝弯曲性能不合格。
5 结语
带不锈钢衬垫的铝合金MIG打底焊接工艺打破了传统的手工钨极氩弧焊在不锈钢衬垫打底焊接的唯一性。尤其在较厚铝合金板材的焊接中具有高效、高质量、低成本等优点,在压力容器最后一道环焊缝中,只能采用单面焊接工艺来完成时,它能极大降低劳动强度,缩短制造周期,保证底部焊接质量,从时间、物料、能源、人力上全面降低生产成本。通过模拟带不锈钢衬垫铝合金MIG单面焊接工艺,将新工艺和传统的TIG手工钨极氩弧焊打底焊通过实验对比,总结如下:(1)新工艺能有效改善、避免单面打底焊接中常常出现的垫板击穿和内咬边缺陷,提高了产品焊缝一次射线检测合格率;(2)新工艺采用了MIG半自动焊接方法,焊接速度提高1.5倍以上,考虑MIG焊接每层厚度比TIG小,总的电能损耗约为TIG的1/2;(3)薄板焊接中采用传统的TIG打底焊,焊缝抗拉强度高,弯曲性能更好,新的MIG打底焊工艺在厚板单面焊中无需另外采用氧乙炔加热,且在机械性能上比传统TIG焊接优良;(4)新工艺方法在应用中特别注意不锈钢衬垫贴紧工件焊缝底部,保证间隙在2mm以下,以免MIG打底焊氧化物生成,使得筒体内部飞溅物粘着,影响产品内部清洁度。这对冷作工装、筒体圆度和焊缝错变量提出了更高的要求。
综上所述,该带不锈钢衬垫的铝合金MIG单面打底焊工艺适用于材料厚度大于10mm以上的零件,而且越厚效果越明显。为了能达到优质焊缝,焊前的冷作工装技术必须高标准、严要求执行。这样才能极大地发挥新工艺的优点,切实对生产带来便利。
参考文献
[1] 中国机械工程学会焊接学会.焊接手册:第2卷(第3版)[M].北京:机械工业出版社,2007.
[2] 陈淑惠.焊接方法与设备[M].北京:高等教育出版社,2009.
作者简介:何仙来(1984-),男,浙江杭州人,杭州杭氧低温液化设备有限公司工程师,研究方向:焊接工艺;林雷(1983-),男,浙江杭州人,杭州杭氧低温容器有限公司工程师,研究方向:焊接工艺。
(责任编辑:黄银芳)
