不同孕育剂对灰铸铁件致密性的影响
2015-03-25程俊伟蔡安克郭亚辉范随长李自君
程俊伟,蔡安克,郭亚辉,范随长,李自君
(中国一拖集团有限公司,河南洛阳 471004)
为了改善铸件的力学性能和组织形态,铁液需进行孕育处理,但孕育剂的加入对铁液冶金特性和凝固特点会产生显著影响,还可能引起铸造缺陷。铁液孕育处理往往会细化共晶团,从而降低铸件的致密度,导致铸件渗漏,也会引起氢针孔等其他缺陷。因此,需要选用合适的孕育剂和孕育量,使得孕育处理在改善材质的力学性能和石墨形态的同时,能有效抑制由孕育处理引起的各种缺陷,从而提高铸铁的致密性。
1 试验方法与条件
铸铁件的致密性主要由铸铁的缺陷引起,收缩类缺陷是孕育处理最容易引起的一种缺陷。而缺陷复制是研究铸件缺陷形成规律和影响因素的一种试验方法,陈国桢等专家指出[1]:经过诊断缺陷的生成机理,设定若干有关因素,对于这些促进缺陷形成的因素在生产中有意加强,或在实验室创造条件使其发生作用,如缺陷率提高或试样上重复出现,则消除缺陷的有效性得到验证。
复制试验尽最大可能控制可变影响因素,改变其中一个因素进行缺陷复制,研究分析不同因素对缺陷形成的影响程度。由于铸造过程中影响因素众多而且复杂,对影响因素做到精确控制非常困难,因此在同样的条件下重复进行同样的试验,以缺陷出现概率的多少来确定各因素影响程度的大小。缺陷出现概率在50%以上的因素,确定为主要影响因素。缸盖生产过程中发现缩松是影响铸件致密性的一种主要缺陷,因此说研究缩松的变化规律能够进一步提高铸铁件的致密性。
试验采用250 kg 无芯中频电炉熔炼,采用缸盖造型用粘土煤粉砂造型,其型砂性能控制指标为:水分4.0%~5.0%,紧实率50%~70%,透气性120~130,湿压强度0.12~0.14 MPa。造型时采用砂型硬度计检测砂型硬度,砂型硬度控制在65~85 之间,平面硬度在中上限,立面硬度控制在中限左右。
试验采用多热节的模样(图1 所示),铸件质量26 kg。浇注时称量铁液总量,出炉和浇注温度采用便携式热电偶检测,试验采用底注充型、无冒口浇注工艺,型上扎多个ø4~ø6 mm 出气针。试验时采用同一炉熔炼铁液,浇注不同铸件的对比方案,对多种因素变化和异常情况的试样不列为分析对象。试验时熔炼全部采用同一炉料配比:生铁45%,回炉料20%,废钢35%,炉底加入适宜的增碳剂保证碳量。
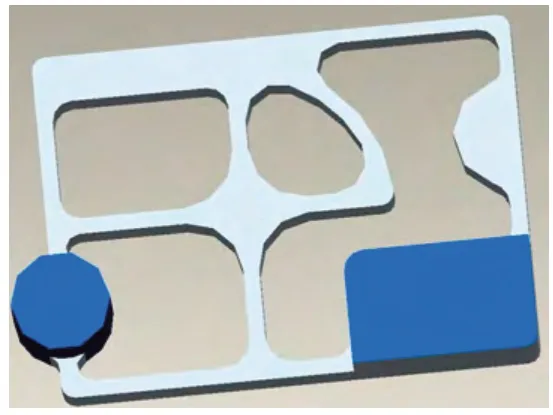
图1 试验用模样
2 试验内容与结果
试验进行不同孕育剂种类和同一孕育剂不同加入量的对比试验,主要方案有加入量0.5%硅铁,0.8%硅铁,0.3%钡硅铁,0.5%钡硅铁,0.2%钡硅铁+0.3%硅铁、0.2%硅锶+0.3%硅铁,0.5%硅锶,共计七种对比方案。
孕育处理对高强度铸铁是不可或缺的环节,但在孕育量过大共晶团数太多的情况下,孕育铸铁的收缩也加大。共晶团数过高,往往使铸件的致密性变差,发生渗漏缺陷[2],对缸体、缸盖之类的铸件极为不利,为了克服这样的缺陷,使用硅锶孕育剂,有很强抑制白口的能力,而却很少增加共晶团数,因此试验中选择使用了硅锶孕育剂作为比较对象。
孕育剂试验主要进行了不同孕育剂种类和同一孕育剂不同加入量的对比试验,同一炉铁液分包浇注,浇注温度控制在1 400 ℃±25 ℃范围内。
孕育剂加入包内,对每包出铁量进行称量控制,以保证孕育剂加入量在合理的变动范围内。对浇注跑火和出铁量较多等异常情况的试验试样,不计入分析对象。表1 为试验期间的检测包内铁液或缩松铸件化学成分。铸件的碳当量基本控制在3.75%~3.88%以内,铬控制在0.24%~0.33%之间,化学成分的一致性很大程度上缩小了碳当量、铬、磷等因素对收缩倾向影响的差异。此外同样的炉料、一样的配比、一致的出炉温度、相同的造型工艺与造型材料也减少了各个因素的影响。

表1 试验化学成分
表2 为试验次数和铸件缩松缺陷(不包括表面缩陷)出现的概率统计结果。
对0.5% 加入量的硅铁、硅钡、硅锶孕育和0.8%加入量的硅铁孕育的铸件,进行了不同部位共晶团数检测,结果发现0.5% 硅铁和0.8% 硅铁孕育的铸件共晶团数差别大(如表3),缩松缺陷大小也有明显差别,0.5% 硅铁、硅钡、硅锶孕育的铸件共晶团数差别不大,也只有硅钡出现极少量的缩松缺陷,图3 至图6 是不同孕育剂及加入量铸件断面出现的缩松特征,图7、图8 是检测的铸件共晶团数对比,图9、图10 是石墨形态的对比。
从铸件出现缩松的概率分析,使用加入量0.8%硅铁孕育剂和0.5%硅钡孕育剂时,铸件出现内缩松的概率最大,超过了85%以上,而使用加入量0.5%硅铁、0.5%锶硅铁和0.3%钡硅铁孕育剂时,铸件出现内缩松的概率相对较小,为9.5%~25%,其中加入量0.5%的硅铁出现缩松的概率更低,只 有9.5%,而使用两种复合孕育剂时,铸件出现内缩松的概率率为零,在各种热节上均无缩松,因此说使用加入量0.2%硅钡+0.3%硅铁孕育剂、0.2%硅锶+0.3%硅铁孕育剂,0.5%75 硅铁孕育剂进行孕育处理,能够防止或减少铸件出现缩松缺陷,提高铸铁件的致密性,尤其是能够防止密封铸件的渗漏。
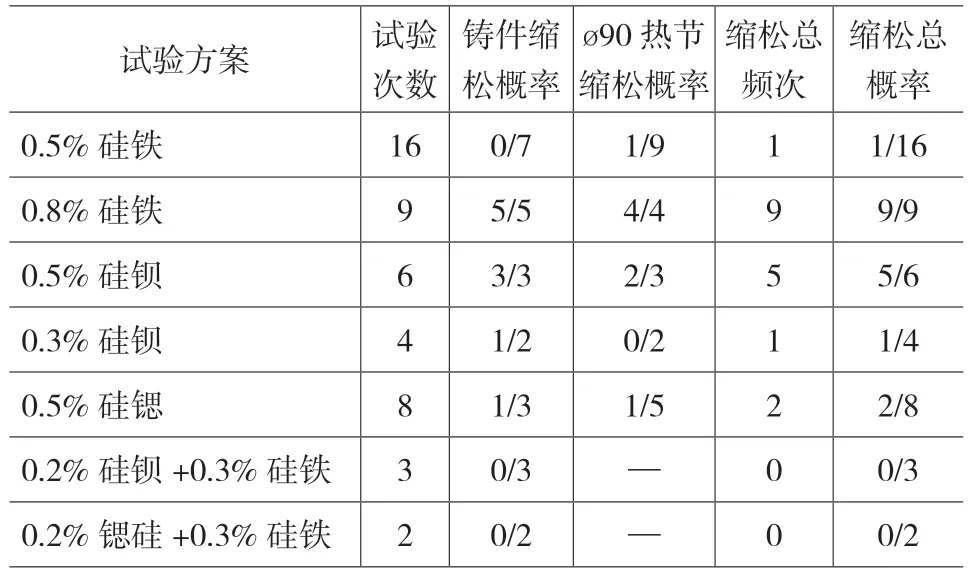
表2 铸件缩松概率

表3 不同孕育量铸件 缩松部位组织

图2 0.8%硅铁孕育铸件
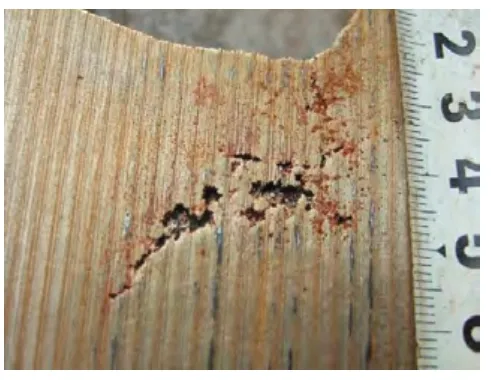
图3 0.8%硅铁孕育铸件

图4 0.5%硅锶孕育铸件
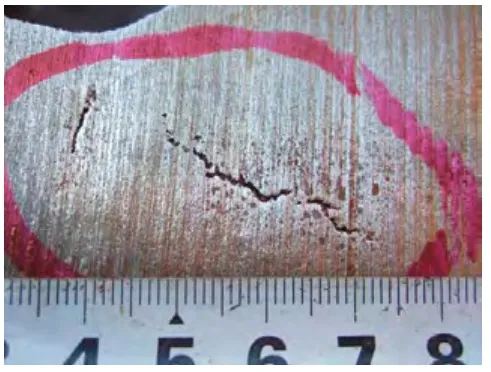
图5 0.5%硅钡孕育铸件
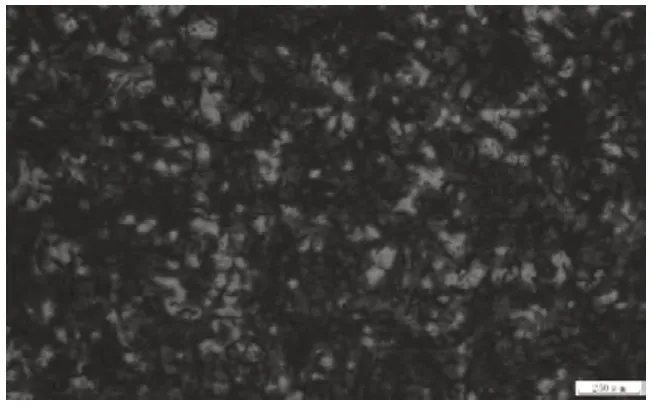
图6 0.8%硅铁孕育铸件共晶团数

图7 0.5% 硅铁孕育铸件共晶团数
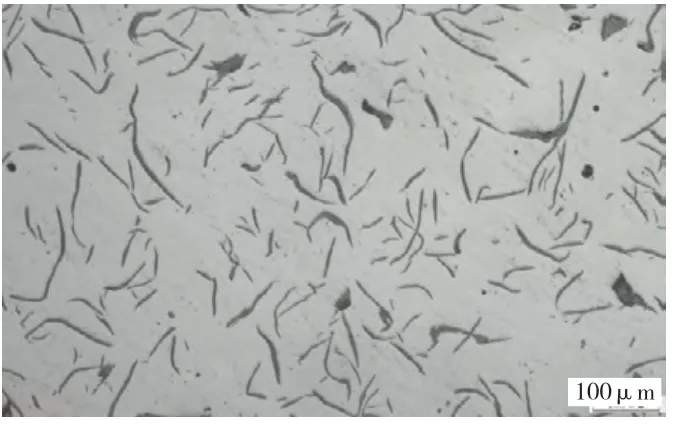
图8 0.8%硅铁孕育铸件石墨形态

图9 0.5 %硅铁孕育铸件石墨形态
重复试验表明,加入量0.5%的硅铁孕育处理的铸件缩松出现在大热节上,在ø60 mm 园热节上并没有出现缩松,随着热节直径的增大,出现内缩松的概率变化为0~1/9~1/5。
关 于 孕育剂孕育形成缩松的机理,国外资料[3]对浇包孕育的孔隙度进行了研究,随着孕育剂加入量的增加,铸铁的孔隙度也增加,特别在孕育剂过量时,孔隙度剧增,这表明铸铁的收缩加大。英国研究资料[4]也指出:造成孕育处理铸铁中有缩松的原因是由于这种铸铁在凝固时有大的膨胀之故,铸件实际检测发现:在碳当量一定的条件下,经孕育处理的铸件尺寸要比未经孕育处理的大。
周继杨在著作铸铁彩色金相学[4]中也指出:共晶团数对铸铁件缩松的影响是明显的,随着共晶团数的增多,铸铁件的缩松倾向增大,致密性下降。为了保证致密性,防止缩松的产生,将共晶团数控制在300~400 个/cm2以下。试验中采用的硅钡与硅锶孕育剂都能够明显降低铸件的白口倾向,但硅锶孕育剂不会促进共晶团数的增加,而硅钡孕育剂却会明显增加共晶团数,因此说在同样条件下,硅钡孕育剂引起缩松的概率大于硅锶孕育剂。采用复合孕育后的铸铁件缩松概率最小,致密性最好就在于减少了硅钡孕育剂增加共晶团数造成的不利影响,同时弥补了75 硅铁孕育剂在减少白口倾向方面的不足。
3 结论
不同孕育剂及加入量的对比试验得出:
(1)采用加入量0.8%的硅铁和加入量0.5%的硅钡孕育处理的铸件,出现内缩松的概率最大,超过了85%,也就是说这两种加入量的孕育剂对铸件的致密性影响最大。
(2)采用加入量0.5%的硅铁、加入量0.5%的硅锶和加入量0.3%的硅钡孕育处理的铸件,出现内缩松的概率相对较小,概率只有9.5%~25%。
(3)采用两种复合孕育剂加入量0.2%硅钡+0.3%硅铁、加入量0.2%硅锶+0.3%硅铁孕育处理的铸件不出现内缩松,说明这两种复合孕育剂对铸件的致密性影响最小。
(4)在75 硅铁孕育下,随着孕育量的不断增大,铸铁件内缩松出现的概率逐步增加,铸件的致密性下降。
[1]陈国桢等,铸件缺陷和对策[M].北京,机械工业出版社,2007:61.
[2]王春祺.铸铁孕育理论与实践[M].天津,天津大学出版社.1991:188.
[3]K.F.L.Nicholas,金属因素对灰铸铁收缩缺陷的影响[J].国外铸造,1964.2:40-43.
[4]周继杨,铸铁彩色金相学[M].北京,机械工业出版社.2002:47.
[5]欧阳代云,罗雪峰,苏建勇,等.优化炉料配比改善灰铸铁组织致密性的探索[J].中国铸造装备与技术,2013(4).
