发热补贴片在机车轴箱体铸造生产中的应用
2015-03-25符冬芽刘健明
符冬芽,刘健明,黄 博
(南车戚墅堰机车有限公司,江苏常州 213011)
1 轴箱体生产过程中存在的问题及原工艺介绍
1.1 轴箱体生产过程中存在的问题
试验的轴箱体(见图1)材质为ZG230-450,铸件净质量为157 kg,铸件最大轮廓尺寸840 mm×688 mm×246 mm。铸件清理的难点在铸件轴箱孔内的金属补贴部分。由于轴箱孔内空间有限,该金属补贴不易切割,且切割时很难把握切割余量,为了避免割伤铸件本体,常常导致金属补贴切割余量过大,增加机加工工作量。有时还会因为金属补贴面切割切割不平,导致加工时损坏刀具,增加加工成本。轴箱体清理后的铸件见图2。
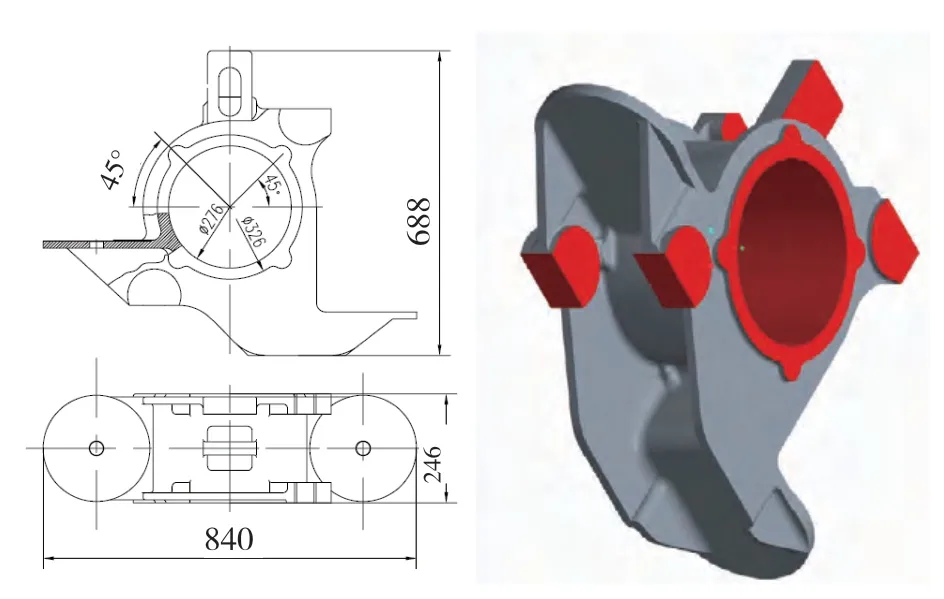
图1 轴箱体毛坯简图

图2 轴箱体铸件
1.2 轴箱体原铸造工艺介绍
铸造工艺采用水玻璃石灰石砂铸造生产,浇注温度1 570~1 585 ℃,铸件缩率设计为2%,轴箱内孔部位放置2 个腰圆形冒口,轴箱内金属补贴长尺寸为234 mm×140 mm×50 mm(长× 高× 厚)。浇注系统工艺简图见图3,轴箱内腔金属补贴尺寸见图4。
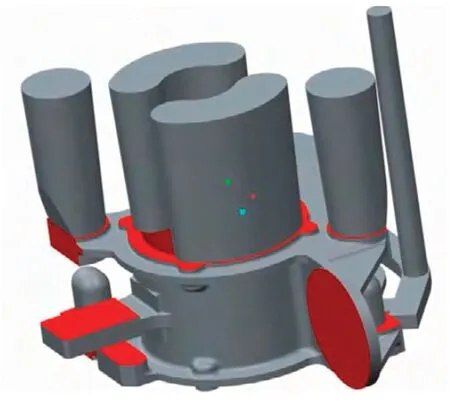
图3 轴箱体三维铸造工艺

图4 轴箱孔内金属补贴
2 使用发热补贴工艺分析及试验过程
2.1 发热补贴工艺分析
设计金属补贴的目的是为了增加冒口补缩通道,使铸件得到有效的补缩,防止出现缩孔、缩松缺陷。发热补贴是利用高温发热材料制成与铸件局部形状一致的发热片,在高温钢液作用下起到减缓钢液延时凝固的效果,达到消除铸件缩孔、缩松的目的。采用发热补贴替代金属补贴,能达到的补缩效果与放置金属补贴基本一致。放置发热补贴示意图见图5,发热补贴的尺寸可以按照如下公式计算得出:

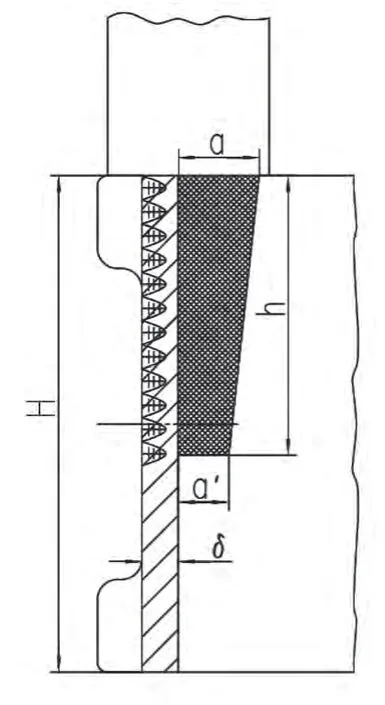
图5 发热补贴放置示意图
2.2 试验过程
2.2.1 发热补贴尺寸确定
根据上述公式计算出用于该轴箱体的发热补贴片截面尺寸:a=50 mm,a′=25 mm,h=171 mm,同时根据该轴箱体轴箱内孔腰圆明冒口的尺寸确定该发热补贴的弧长,并最终确定了发热补贴片尺寸。其中发热补贴上下宽度差是为了保证在燃烧过程中产生热能差,从而使得铸件产生温度梯度,实现顺序凝固。
2.2.2 发热补贴片的选用
通过调研,此次试验选用了市场上的一种Flyboard 400 发热补贴片,该补贴片具有低密度、中强发热及保温优良的特点,而且该补贴片材料在浇注过程中没有激冷效果,并耐高温。
2.2.3 工艺仿真模拟

图6 轴箱体铸造工艺仿真模拟截面温度及温度梯度对比
试验前运用PROCAST 铸造模拟软件对改进后的铸造工艺进行了模拟分析,见图6 轴箱体铸造工艺仿真模拟截面温度及温度梯度对比及图7 轴箱孔内温度变化曲线。仿真模拟过程表明轴箱孔内发热补贴接触部位的温度明显高于孔内其他部位温度,且发热补贴接触部位的温度下降速度慢于孔内其他部位温度下降速度,这有利于形成温度梯度,实现顺序凝固。仿真模拟最终结果表明发热补贴补缩效果良好,轴箱体轴承孔未出现缩孔缺陷。
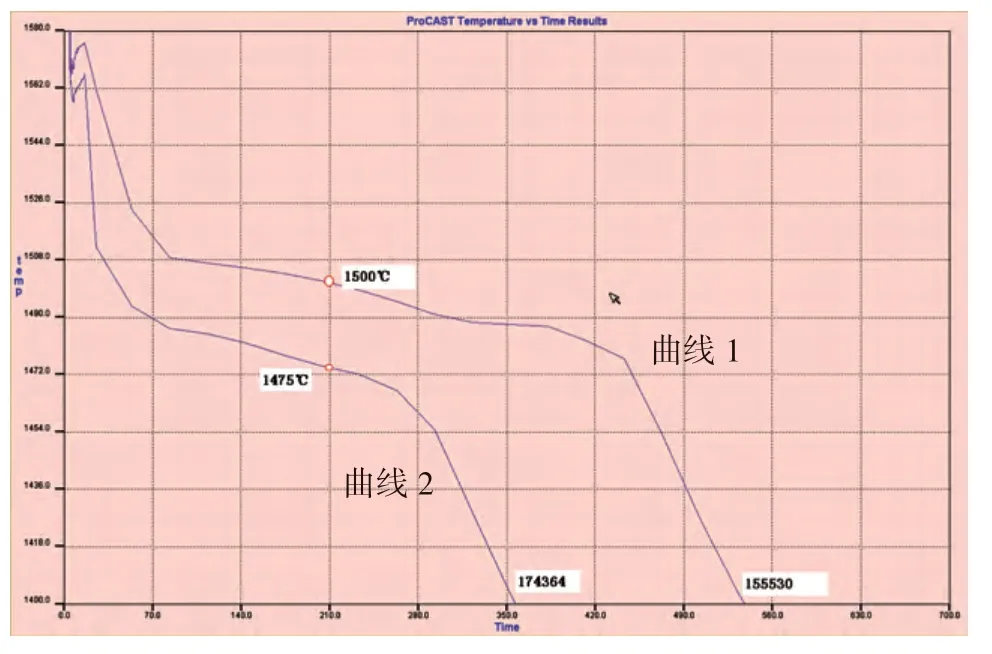
图7 轴箱孔内温度变化曲线图
2.2.4 发热补贴使用
试验时采用标准方形发热补贴片通过打磨的方式制成符合要求的弧状。制作中央轴箱芯时先将打磨好的发热补贴预埋在型砂中,并保证预埋位置位于明冒口的正下方,然后落芯合箱。发热补贴的放置位置见8。
2.2.5 试验铸件的检测
浇注完成后对轴箱体进行密实度检测。首先进行了射线检测,检测结果为Ⅱ级,符合产品技术要求。同时还对该轴箱体进行了解剖检测,解剖位置沿发热补贴放置位置正中间位置,实物解剖面未发现缩松缺陷。实物解剖如图9。
2.2.6 产品试加工
对试验的轴箱体进行加工,加工工作量明显减轻,对加工至成品轴箱体的轴箱内孔进行目测检查,未发现缩松等缺陷,结果符合产品技术要求,加工后的轴箱内孔见图10。

图8 发热补贴的放置位置

图9 实物解剖剖面

图10 加工后的轴箱内孔
3 试验结论
(1)发热补贴极易清理,大大减少了铸件清理工序风割工的工作难度和工作量。
(2)发热补贴代替金属补贴后,能大大减少由于铸件清理不到位引起的加工量大的问题,并且还能有效避免损伤加工刀具。
(3)发热补贴可有效的防止铸件产生缩孔、缩松等铸造缺陷。
[1]李弘英,赵志成 铸造工艺设计(M).北京:机械工业出版社2005:185-201.
[2]李佳,荆留生,吴剑敏.铁路机车用JZ8轴箱体铸造工艺优化设计与实践[J].中国铸造装备与技术,2013(2) .
