操舵装置归零不到位原因分析及改进措施
2015-03-20庞美兰白亚东吴兴伟
庞美兰, 白亚东, 吴兴伟
(山西汾西重工装备制造公司,山西 太原 030027)
1 操舵装置组成及原理
某产品操舵装置与壳体装配(如图1),操舵装置主要由舵机组件、舵拉杆、舵叉及舵板四大部分组成。工作原理是控制中心给舵机组件发出指令,舵机动作推动舵拉杆,进而使得舵叉带动舵板进行打舵运动。当控制中心给舵机“+”指令时,打正舵;给“-”指令时,打负舵;给“0”指令时,舵板归零[1]。
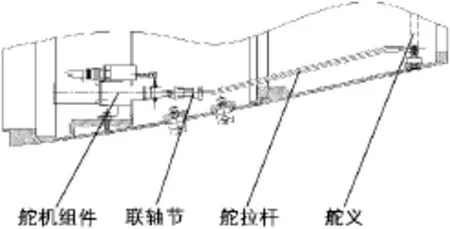
图1 操舵装置结构简图
2 原因分析
针对操舵试验中发生的多次干涉现象,对造成这一结果的各种原因进行汇总归类,绘制因果分析图(如图2)。
从因果分析图可以看出,造成舵拉杆与壳体干涉的原因主要有以下几个方面:舵拉杆弯形角度太大;舵拉杆两端不平行;壳体上支柱孔座塌陷;壳体上舵机安装面加工不到位。

图2 造成舵检杆与壳体干涉的因果分析图
3 确定主要原因
针对上述原因进行分析,现场跟踪记录,逐一进行排除。
1)舵拉杆弯形角度太大。
从下页图3可以看出,舵拉杆与壳体支柱之间的空间有限。如果舵拉杆的弯形角度太大,舵拉杆与壳体发生干涉的几率就会增大。
2)舵拉杆两端不平行。
从下页图4可以看出,如果舵拉杆两端不平行,那么舵杆两端的高度差就无法保证,从而造成舵拉杆两端高度差h变为h',使得舵拉杆在实际装配过程中轴向出现距离差Δx,纵向出现距离差Δh,进而影响操舵装置舵拉杆运动行程,导致舵板归零不到位。
针对此问题,将装调达不到要求的舵拉杆一一装配并认真分析,从壳体小端仔细观察,发现舵拉杆在打舵过程中,拉杆接头不在同一平面上运动,而是出现了几毫米不等的高度差,此高度差的存在使舵拉杆在推动舵板转动的过程中出现角度的偏差,致使操舵装置在归零装调上无法达到要求[2]。
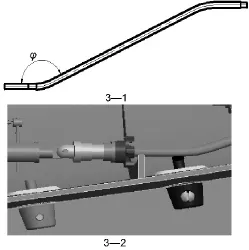
图3 舵拉杆装配示意图
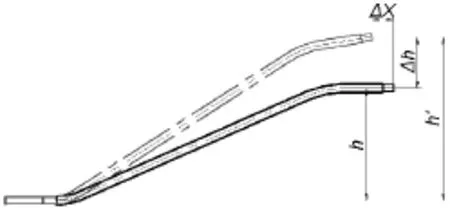
图4 舵拉杆弯形示意图
3)壳体上支柱孔座塌陷、舵机安装面加工不到位。
如果支柱孔座塌陷,支柱安装面(如图5)就会相应的下陷,从而使支柱在壳体上的安装整体下移,占据了舵拉杆与壳体之间原本微小的距离,使舵拉杆与壳体出现干涉。然而,经过调查发现支柱安装面是以壳体纵垂面中心轴线为基准,沿支柱孔座法线方向尺寸加工的,所以孔座塌陷并不能引起支柱安装面的改变。
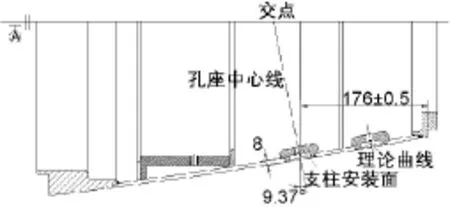
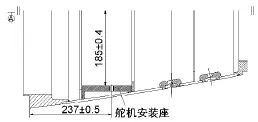
图6 舵机安装座加工示意图(mm)
舵机安装面加工不到位(如图6),舵机的安装位置就会受到影响。舵机安装面高于或低于基准面,都会破坏舵拉杆在壳体空间位置的高度差,从而使舵拉杆的水平运动转变为折线运动,影响操舵装置的装调[3]。
舵机安装位置是否正确主要取决于(如图6)185±0.4(舵机安装面与尾段纵垂面A的距离)和237±0.5(舵机安装孔距壳体端面的距离)。对10个产品舵机安装面尺寸进行检测,得到的数据分别为(185.15、184.90、185.0、184.84、185.26、184.93、184.86、184.92、185.20、185.35mm)和 (237.10、236.90、236.80、237.20、237.15、236.85、236.74、236.95、236.80、237.0mm)。从舵机安装面检测数据可以看出,机加是完全可以保证舵机安装面的位置。
通过以上四点分析,得出引起操舵装置归零不到位的原因主要是舵拉杆的弯形角度以及两端的平行度不达标。
4 制定对策
针对舵拉杆弯形角度及不平行度引起的舵拉杆与壳体干涉,导致操舵装置归零不到位的现象,从工艺方法上采取措施,设计生产弯形工装,来解决此问题。
5 对策实施
针对舵拉杆在壳体装配后所占空间位置的情况,根据舵拉杆形状设计弯形校形工装。在厚25mm的板材上刻出形如舵拉杆的半圆槽R5.05,从而对舵拉杆进行校形(如图7)。

图7 舵杆校形工装
运用该工装对舵拉杆进行校形后(如下页图8),再对舵拉杆进行测量,舵拉杆弯形角度通过量角器测量达到了技术要求。而此时舵拉杆两端平行度(通过测量高度差142mm±0.5mm)仍然存在较大的差别。
从折线图可以看出,超差的数据有10个,占整个数据的50%。
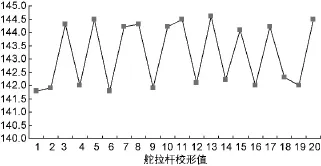
图8 舵拉杆校形折线图
经过认真分析发现,由于工装槽浅,舵拉杆弯形角度处没有限位,致使热弯校形过程中舵拉杆很容易滑出工装,使校形达不到预期效果,所以对工装进行了改进,将半圆槽R5.05改为方槽10 mm×10mm,增加角度块来对舵拉杆重新校形。改进后的舵拉杆校形工装(如图9)。
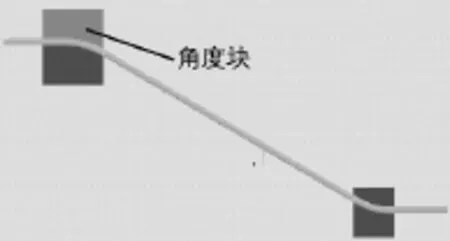
图9 改进后的舵拉杆校形工装
在改进后的工装上对舵拉杆进行重新校形,校形检测数据(如图10)。
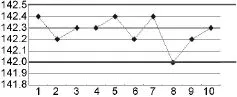
图10 改进后的舵拉杆校形折线图(mm)
从折线图可以看出,舵拉杆校形效果明显,符合要求。
6 结语
通过对操舵装置归零过程中发生的舵拉杆与壳体发生的干涉现象进行分析,找出造成操舵归零不到位的原因是舵拉杆在热弯过程中,弯形角度及两端平行度不达标。采用舵拉杆校形工装及效果验证对工装进行改进,最终解决了舵拉杆弯形问题,达到了操舵装置归零的要求,对同类产品操舵装置的装调有一定的借鉴意义。
[1] 佘湖清.水雷总体技术[M].北京:国防工业出版社,2009.
[2] 石秀华.水中兵器概论(鱼雷部分)[M].西安:西北工业大学出版社,1995.