基于图像处理的刀具几何参数测量
2015-03-17刘国华
刘国华
(1.哈尔滨工业大学 航空宇航科学与技术博士后流动站,哈尔滨 150001;2.哈尔滨量具刃具集团有限责任公司博士后科研工作站,哈尔滨 150040;3.黑龙江大学 机电工程学院,哈尔滨 150080)
基于图像处理的刀具几何参数测量
刘国华1,2,3
(1.哈尔滨工业大学 航空宇航科学与技术博士后流动站,哈尔滨 150001;2.哈尔滨量具刃具集团有限责任公司博士后科研工作站,哈尔滨 150040;3.黑龙江大学 机电工程学院,哈尔滨 150080)
刀具几何参数测量具有重要意义。介绍了一种基于图像处理技术的刀具几何参数测量方法,对测量系统组成及关键技术进行了阐述。以钻头为测量对象,通过对刀具图像进行预处理、边缘检测、直线特征提取等,获取钻头主切削刃角度。这种方式可有效减少测量过程中的人为误差,通过对比测量结果,角度测量误差基本满足测量精度要求,证明该方法及处理过程的可行性。
刀具;几何参数测量;图像处理
0 引 言
刀具的几何参数直接影响加工产品的质量和精度,对刀具切削性能及使用寿命也有着重要影响。因此,刀具几何参数测量具有重要意义,刀具测量仪器也成为工业生产的重要设备[1]。目前,许多刀具几何参数检测需通过手工完成,测量过程存在诸多不足,如人为因素影响较大、读数过程繁琐、测量时间长等[2]。为了提高刀具几何参数测量的效率和精度,本文在哈量集团研制的4618型刀具测量仪的基础上,进行软件功能扩展,利用图像处理技术实现刀具几何参数测量,有效减少人为操作误差,提高测量效率。
1 刀具测量系统总体结构
哈量集团研制的4618型刀具测量仪是主要用于刀具切削刃检查的光学仪器,利用CCD相机获取图像,通过人工瞄准、选取等操作,完成测量过程,主要可用于测量钻头钻尖角、钻尖直径、钻头螺旋槽斜角等,结构见图1。
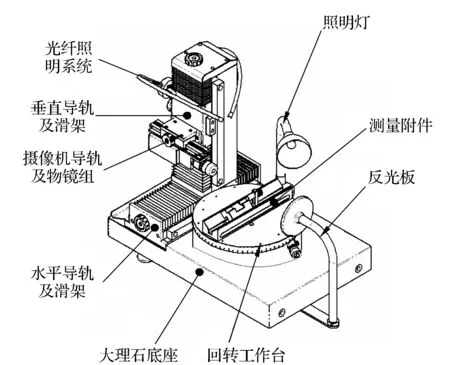
图1 4618型刀具测量仪Fig.1 4618 tool measurement instrument
1.1 系统硬件结构
4618型刀具测量仪以前向光纤照明为主,辅之以照明灯及反光板形成背景系统,构成良好的成像环境。在测量过程中,利用CCD相机获取刀具切削刃图像,通过计算机可方便地在显示器上进行观察、瞄准和测量。
4618型刀具测量仪主要由机械移动系统、图像采集系统、光栅数据采集系统和计算机硬件、软件控制系统构成。主机为一个带回转工作台的光学CCD二维测量仪,大理石底座上安装回转工作台,可进行圆周回转和角度测量。测量V型块安装在回转工作台上,中心线与回转工作台中心线垂直相交,用于被测刀具定位。水平和垂直导轨上安装的光栅尺可以确定水平和垂直滑架的精确位置,实现二维坐标测量,摄像机导轨用于相机调焦。用光纤式冷光源对被测物体照明,并通过可调照明灯和反光板,产生一个良好的背景环境。另外,仪器还包括工作台和计算机系统,共同组成刀具测量平台。
1.2 系统软件构成及测量流程
4618型刀具测量仪的软件系统并不提供图像处理功能,操作者直接针对CCD相机图像进行操作,利用软件提供的特征绘制及选取工具,实现点、线等测量要素的选取,由软件完成相关参数计算工作。在测量中,人眼瞄准、特征选取等操作过程较为繁琐,测量结果易受人为因素影响。本文通过对软件进行功能扩展,增加图像处理功能,以提高测量的自动化水平,减少测量中人为因素影响。
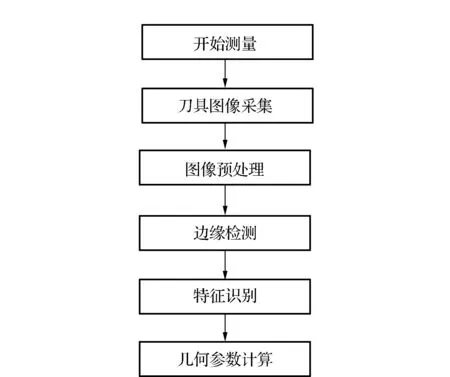
图2 图像测量流程Fig.2 Image measurement flow chart
增加图像处理功能后的主要测量流程见图2,通过对刀具图像进行处理,实现测量特征识别,以获取相关刀具几何参数。在测量过程中,首先将被测刀具置于工作平台上,移动水平、竖直导轨上的滑架使被测刀具成像在相机视野中合适位置,并通过相机导轨调焦获取清晰图像;然后对采集图像进行预处理,主要包括图像灰度化、滤波、二值化;对二值图像进行边缘检测,获取图像边缘;对边缘进行特征识别,如点、直线等识别等;最后计算相关几何参数,完成测量过程。
2 刀具图像处理主要算法
本文以标准麻花钻的直线主切削刃角度测量为例,利用4618刀具测量仪获取图像,并经过系列图像处理算法获取测量数值。
2.1 图像预处理
由于相机获取图像包含较多噪声以及与测量无关信息,因此需对图像进行预处理,以消除无关信息,增强图像分割、匹配和识别的可靠性。本文的刀具图像测量中,预处理的任务是为图像边缘检测提供合适图像,包括图像灰度化、滤波和二值化。
4618测量仪的工业相机所采集图像为24位真彩色图像,而测量中仅需灰度信息即可,要对彩色图像进行灰度化处理。图像灰度化没有统一标准,一般根据原图像R、G、B分量以及它们的权重来求取:

(1)
式中U、V、W分别为R、G、B的权值。由于人眼对不同颜色的敏感程度不同,试验和理论推导证明,当U=0.299,V=0.587,W=0.114时,能够得到较合理灰度图像[3],本文采用该方法获取刀具灰度图像。
相机采集的图像信号包含噪声,在图像分析之前,通过滤波操作可减小噪声干扰,利于后续分析和处理。本文采用中值滤波法,实现滤波过程。在诸多滤波方法中,中值滤波是一种效果较好的非线性滤波方法,能去除椒盐类噪声,对于脉冲噪声、点状噪声等有良好抑制作用,且能较好保护边缘信息[4]。中值滤波法是一种模板运算,将模板邻域中的像素按灰度级进行排序,并将中间值作为运算的输出灰度值,可定义为:

(2)
式中g(x,y)和f(x-i,y-j)分别为输出和输入像素灰度值,W为模板窗口,其形状可以取方形、十字形、圆形等。
在数字图像处理中,二值图像占有重要地位,并且在图像测量中,也有很多以二值图像实现的系统。二值图像仅包含不同位置的0、1信息,处理简单,并能突出图像轮廓特征。图像二值化处理关键是阈值的选择,主要有全局阈值和局部阈值两种方法。全局阈值法对图像采用统一阈值分割,而局部阈值法将图像分成子块,对子块选定阈值。对于刀具图像测量,图像不同部位明暗区别较大,局部阈值法较为合适。本文选择局部阈值法中的大津法,简称OTSU。这种方法是一种自适应阈值确定方法,按图像的灰度特性将图像分成背景和目标两部分,二者类间方差越大,说明图像的两部分差别越大,使类间方差最大的分割意味着错分概率最小[5]。
如果图像采集效果不好,二值化后的图像可能存在小面积孔洞和细小孤立点,可通过图像形态学方法进行处理,最基本运算是腐蚀和膨胀运算,并可构成开、闭运算,如对图像先闭运算后开运算,可有效消除图像的细小孔洞和噪声,而图像轮廓结构和面积基本保持不变[6]。
2.2 图像边缘检测
边缘是图像最基本特征,是灰度显著变化的像素集合。在刀具图像测量中,主要通过边缘检测以获取几何参数。常用的边缘检测算子有Sobel梯度算子、Roberts梯度算子、拉普拉斯算子、Canny检测算子等[7-8]。本文采用Canny边缘检测算子进行边缘检测,该算法由JohnF.Canny于1986年提出,Canny检测算法首先用高斯滤波器对图像进行平滑滤除噪声,并用一阶偏导的有限差分计算图像梯度,对梯度幅值进行非极大抑制,最后用双阈值算法处理边缘[9]。
2.3 图像特征识别
刀具的轮廓通常由直线和圆弧段组成,为了计算几何参数,如直线角度,在边缘检测后需进行特征识别,检测直线、圆弧等。对于钻头直线主切削刃角度测量,需进行直线检测。钻头的边缘轮廓提取后,本文使用Hough变换检测主切削刃直线。
Hough变换将图像空间中的直线映射到参数空间中,利用两种空间中的点、线对偶性,将直线检测转换成参数空间中点的峰值检测问题。Hough变换抗干扰能力较强,当检测曲线被噪声污染或部分遮挡时,也可检测出来[10]。Hough直线变换在直角坐标系中将直线L表示为:

(3)
式中x,y与r,θ之间关系见图3。r表示原点到直线的距离,θ表示直线L的垂线与x轴夹角。直角坐标系中的一个点对应于参数空间中的一条正弦曲线,参数空间中的一个点对应于直角坐标系中的一条直线。同一条直线上的不同点P1和P2在参数空间中表示过P的两条正弦曲线。直线上多个不同点都会在P点被统计一次,因此确定了参数空间中的P点就可以确定直线L[11]。利用Hough变换检测出直线后,即可得出刀具角度等几何参数。
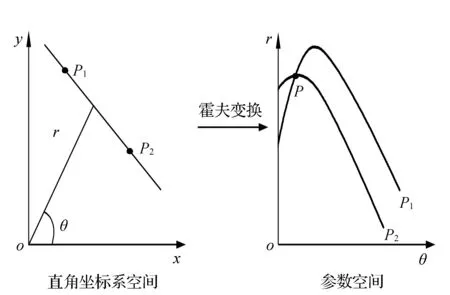
图3 直线霍夫变换Fig.3 Line Hough transform
3 系统软件设计和实验验证
3.1 系统软件设计
利用VS2010中的C#语言作为软件开发平台,配合使用EmguCV库完成图像处理软件开发。
C#是微软公司发布的面向对象的、运行于.NET Framework之上的高级程序设计语言,它综合了VB简单的可视化操作和C++的高运行效率,以强大的操作能力、便捷的面向组件编程的支持成为.NET开发的首选语言[12]。OpenCV是Intel的一个开源计算机视觉库,包含大量图像处理经典算法,采用C和少量的C++编写,运行效率高,但没有提供图形操作界面接口,难以满足当前
应用程序开发的需要[13]。另外,由于OpenCV用C和C++编写,不能直接在.NET中调用,EmguCV对其作了封装,使得可用C#语言来调用OpenCV函数。利用EmguCV所提供的强大功能,减轻图像处理程序开发的任务量,而算法中大量参数,需通过不断实际测试验证才能确定。
利用本文的图像处理过程,对直径为Ф13.7钻头的直线主切削刃图像进行处理的过程及结果见图4。由图4可见,通过图像处理算法可清晰地获取图像边缘,并检测出其中直线,计算出直线角度。

图4 刀具图像处理结果Fig.4 Tool image processing results
3.2 刀具测量实验验证
为了对图像处理方法的测量效果进行验证,利用4618刀具测量仪(图5)作为实验平台,选取不同直径的标准麻花钻头作为测量对象,测量直线主切削刃与水平轴线之间角度。
首先,利用人眼瞄准作直线法获取主切削刃角度数据,然后针对同一刀具图像进行图像处理获取相应角度,并对获得两组数据进行比较(表1),以验证图像处理方法精度。由表1测量结果可见,图像处理方法与人眼瞄准差值约0.5°,图像处理测量方式基本满足该项测量要求。
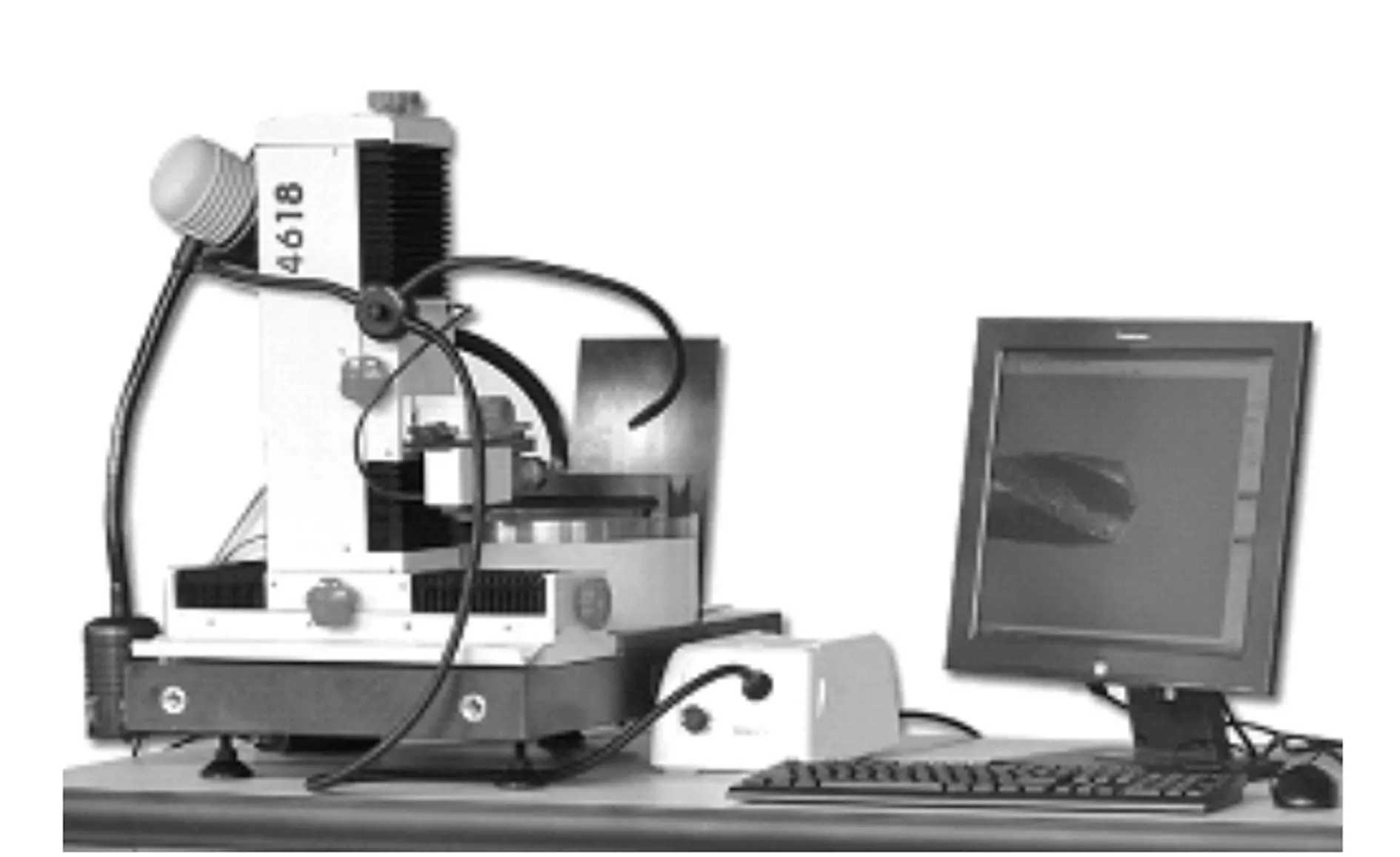
图5 刀具测量实验用4618测量仪Fig.5 The 4618 instrument for twist drill angle measuring
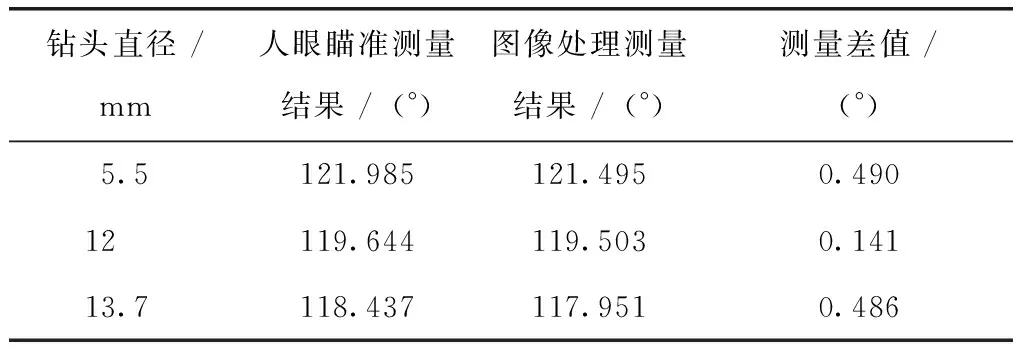
钻头直径/mm人眼瞄准测量结果/(°)图像处理测量结果/(°)测量差值/(°)5.5121.985121.4950.49012119.644119.5030.14113.7118.437117.9510.486
4 结 论
通过对钻头的主切削刃角度测量,证明了所采用的图像测量方法在刀具几何参数测量中的可行性。图像处理方法通过采集图像进行处理,可以提高测量效率,有效降低测量过程中人为因素的影响;测量误差在0.5°左右,可以基本满足一般刀具角度的测量精度要求。当然,系统尚处于起步阶段,还有大量算法和功能需要去了解和实现,今后可在现有工作基础上不断完善。
[1]肖 露,崔晋龙. 基于MATLAB的刀具角度测量[J]. 制造技术与机床,2014,(10):61-63.
[2]杜文华,关 波,刘 娟. 基于视觉的刀具参数高精度测量[J]. 计算机工程与设计, 2015,(2):56-58.
[3]周金和,彭福堂.一种有选择的图像灰度化方法[J]. 计算机工程,2006,(20):198-200.
[4]丁家琳. 数字图像处理技术与实证研究[J]. 电子技术,2014,(11):40-43.
[5]李了了,邓善熙. 基于大津法的图像分块二值化算法[J]. 微计算机信息,2005,(24):31-33.
[6]朱 虹,廖学成,乐 静. 数字图像处理[M]. 北京:科学出版社,2002:129-222.
[7]李友兰,王学彬. 图像处理程序设计实例[M]. 北京:国防工业出版社,2003:262-263.
[8]刘国华.标准麻花钻3D建模技术研究[J].黑龙江大学工程学报,2015,6(2):86-90.
[9]吉 玲,杨 亚. 一种改进的Canny边缘检测算法[J]. 微处理机,2015,(1):26-29
[10]宋晓宇,袁 帅. 基于自适应阈值区间的广义Hough变换图形识别算法[J]. 仪器仪表学报,2014,(5):32-35.
[11]周 峰,倪俊芳. 工件角度的图像测量法研究[J]. 苏州大学学报,2008,28(1):59-62.
[12]宋智军,邱仲潘. Visual C# 2010从入门到精通[M]. 北京:电子工业出版社,2010:12-15.
[13]Bradski G, Kaehler A.学习OpenCV(中文版)[M]. 于仕琪,刘瑞祯译. 北京:清华大学出版社,2009:21-25.
Tool geometry parameters measurement based on image processing technology
LIU Guo-Hua1,2,3
(1.Postdoctoral Research Center of Aeronautical and Astronautical Science and Technology, Harbin Institute of Technology,Harbin 150001, China; 2. Postdoctoral Research Center of Harbin Measuring & Cutting Tool Group Co. Ltd., Harbin 150040, China; 3. School of Mechanical and Electrical, Heilongjiang University, Harbin 150080, China)
Tool geometry parameter measurement is of great significance. A measurement method based on image processing technology is introduced. The composition and key technology of measuring system are described. Taking the drill as measurement object, by image preprocessing, edge detection and line feature extraction of the tool image, the main cutting edge angle of the drill is obtained. This method can effectively reduce the human error in measurement process. Through the comparison of the measurement results, the angle measurement error can meet the requirements of the precision measurement. It is proved that this method and process is feasible.
tool; geometry parameter measurement; image processing
10.13524/j.2095-008x.2015.04.068
2015-06-02
http://www.cnki.net/kcms/detail/23.1566.T.20151106.1402.002.html
黑龙江省教育厅科学技术研究项目(11531275)
刘国华(1975-),男,山东肥城人,副教授,博士,研究方向:数字化设计与制造、机床数控技术,E-mail:lhg7511@sima.com。
TH122
A
2095-008X(2015)04-0073-05
