黄龙滩电厂三、四号机组转轮叶片裂纹分析与修复处理
2015-03-14陈利国陈本吉
冯 强 陈利国 田 峰 陈本吉
(黄龙滩水力发电厂,湖北 十堰442000)
1 机组转轮概况及运行情况
黄龙滩电厂三、四号机组是于2005年投产的新扩建机组,其主要承担系统调峰发电的任务。水轮机的转轮是保证机组能量转换的第一级设备,转轮叶片则负责承受机组运行中交变的水压冲击力,是保障机组安全稳定运行的最重要部件之一。本类机组转轮采用的是OCrl3Ni5Mo不锈钢拼焊结构,通过调整叶片的进出水角度和尺寸,减少水流对叶片的冲击和磨损。工作中,不锈钢合金转轮主要的优点是:结构相对较简单,重量轻,布置紧凑,能量转换的效率高,但也存在一些明显的不足之处,主要表现在安装和检修中对周边设备的精度要求较高,特别是运行中在偏离设计工况较远的过渡状态(35%出力以下)下机组的水力振动和噪声较大,从而对厂房和机组的安全稳定运行造成了一定的潜在威胁。这两台机组自从早期安装调整完毕后长期担任着电网调峰发电任务,7年多来一直在低负荷的过渡状态下运行,导致轮叶片出水边存在较明显的汽蚀和裂纹现象,最长的叶片出水边裂纹已经达到320mm,严重影响着机组的安全可靠运行,并加大了机组引水系统和水轮机设备检修维护工作的困难程度。
2 转轮叶片裂纹分析
在三、四号机组检修期间,结合机组设计的图纸,对所有可能出现裂纹的部位进行了严格的检查,发现裂纹和汽蚀破坏主要集中在叶片出水边与上冠连接处350~500mm范围内,裂纹集中在叶片与上冠的拼焊处,最小裂纹为32mm,最长350mm。通过分析两台机组运行数据,发现在2011年1月—2012年8月期间,三号机组在过渡工况下运行时间为2 467h,占机组总运行时间的37%;四号机组在过渡工况下运行时间为2 738h,占机组总运行时间的41%。从三、四号转轮叶片裂纹和汽蚀的现象来看,机组在运行过程中处于过渡状态时间较长,尾水管内极易产生空腔汽蚀,转轮室内水流的交变压力较大,导致转轮叶片承受了超出设计标准的冲击力和由此造成的水力振动,从而使转轮叶片出现了较明显的汽蚀和裂纹现象。
3 转轮叶片裂纹修复处理
先对补焊区域及相邻约150mm范围内的母材预热至不低于100℃,并在焊接过程中始终保持这一温度。在裂纹端部钻ø5mm左右的止裂小孔,孔深为裂纹深的1.5倍,用电弧气刨或磨削法将裂纹全部刨去,直至肉眼看不见裂纹痕迹为止,一般坡口应刨成V形,裂纹穿透的应刨成X形坡口。坡口清洗干净即可进行补焊,补焊时不能有夹渣、气孔、裂纹及咬边,在焊接时,要尽量采用较小的焊接规范进行镶边焊,如图1所示。
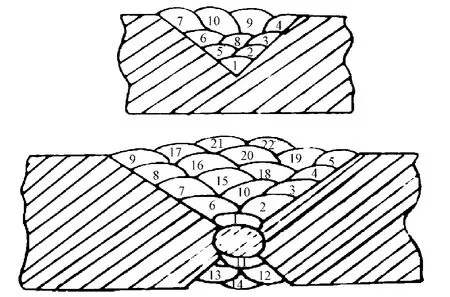
图1 V形及X形坡口焊接示意图
多层焊接的部位,每焊完一层后,必须待其冷却清除焊渣后再焊下一层。对较大面积施焊时,应采取如图2所示焊序分片,每小块面积以80mm×100mm为宜。焊接过程中应要求4个或两个焊工同时对称焊,以达到减小焊缝金属脆化倾向和降低焊接残余应力的目的。
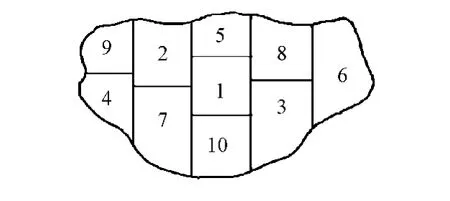
图2 多层焊接焊序分片示意图
从开始加温起监视止漏环间隙,每天测量记录一次,转轮迷宫环±X±Y方向架设百分表对变形进行监视测量,变形量要求在0.5mm以内,超出变形允许值应暂时停止工作。
补焊完毕后应用平行砂轮及角向砂轮对补焊后的焊接飞溅、焊缝高点、附属焊渣等异物进行清理,最后再进行精磨和抛光,使各项参数满足图纸要求。
4 结语
通过对黄龙滩电厂三、四号机组转轮叶片产生裂纹的原因进行分析,基本清楚了转轮叶片产生较严重裂纹的主要原因是长期在不合理的工况下运行,因此在今后的运行中应尽量减少机组在不合理工况下运行的时间。同时,检修维护人员通过对这两台机组转轮叶片裂纹和汽蚀的修复处理,也为以后改进不锈钢转轮裂纹和汽蚀修复工作积累了一定的理论知识和实践经验。
[1]中华人民共和国水利电力部.电力建设施工及验收技术规范:水轮发电机组篇[S].北京:水利电力出版社,1979.
[2]黄龙滩水力发电厂水轮机检修工艺规程[Z],2010.