冰箱贴覆机步进电控设计
2015-03-14许骏马
许骏马
(南京亚派科技股份有限公司,江苏 南京210000)
0 引言
在冰箱生产流水线中,有一段控制工艺是专门负责给冰箱外壳板的左右两侧内表面冷凝管贴铝箔胶带的,其应用的设备被称作冰箱贴覆机。贴覆工作由2个运动的电机实现,每个电机负责贴壳板的一侧,要求电机运动距离和速度可控,常用步进电机或伺服电机实现。这里采用的是步进电机,成本要比伺服电机便宜,控制的难度在于以下2点:(1)冰箱外壳在生产线什么位置停止移动,等待贴覆位置的确定。冰箱外壳尺寸不同,会造成壳板在生产线上停下来等待贴覆的位置不同,长壳板要往前多运动一点,短壳板要少运动一点,这样才能保证2个机头都能完成各自区域的贴覆工作,否则会有一个机头无法贴完相应的管子。(2)坐标变换。步进电机的运动和气缸的抬压动作都由坐标实现,坐标的建立是贴覆控制实现的关键。图1为冰箱生产线贴覆机设备。

图1 生产线贴覆机设备
1 工作原理
1.1 控制设备组成
整个系统由光电检测、信号传送、步进电机控制、气缸动作、变频皮带运行几部分组成。光电检测主要用于电机回原点控制、工件进入、退出信号检测、传送皮带的减速和工件到位检测。伺服系统不同于过程控制,有部分器件为运动的,信号传送负责把运动部件上的所有气缸及传感器采集控制信号通过总线方式传输给PLC控制器,而不是都直接连线到PLC,这使系统简洁可靠。步进电机负责贴覆头的来回往复运动,气缸负责贴覆头在设定的坐标实现抬压贴覆工作,变频皮带负责壳板工件的加速、减速、倒退传动。图2为控制系统的组成,包括传感器单元、信号传送单元、主要控制单元3个部分。
贴覆设备总共有A、B、C、D 4个运动立柱,2个为一组,每个立柱上装一套信号传送系统,负责对应立柱上所有气缸部件的信号采集和控制;2台步进电机,每个电机负责壳板一侧的铝箔贴覆工作,板两侧铜管为对称布置,要求电机A、B同步往复运动,同时贴覆运行速度、移动距离可调;2台皮带变频器负责生产线皮带运行速度的调节。图3为贴覆机控制系统布局示意图,包括传感器、电控柜放置位置。
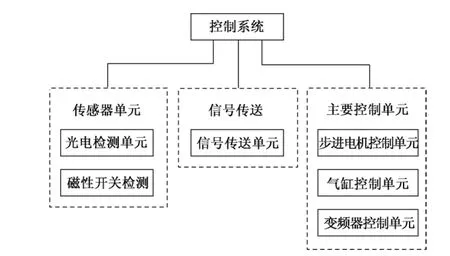
图2 控制系统组成
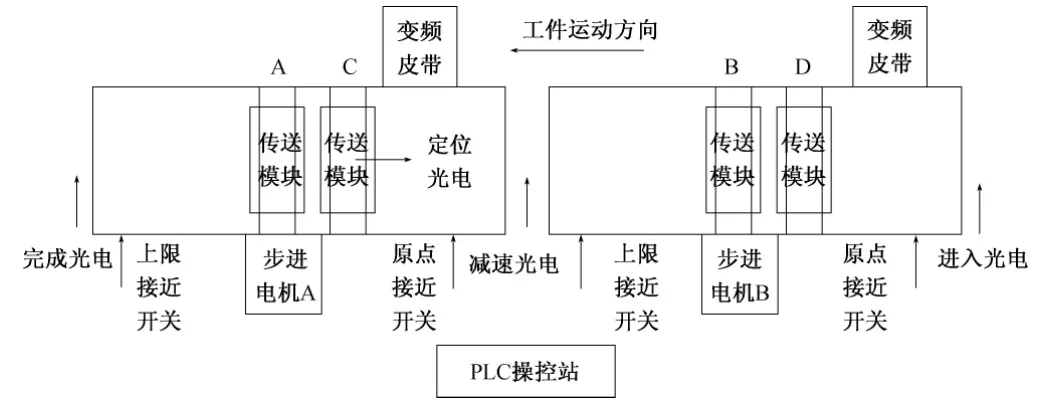
图3 贴覆机控制系统布局示意图
1.2 控制流程
由于步进控制器不具备坐标记忆能力,每日生产开始时,电机先各自回到对应原点,然后运行到设置起点坐标,等待工件的到来。工件进入后先由入口端光电开关检测到工件进入信号,皮带按设定速度快速运行,等工件进入到中间部分时触动减速光电,皮带电机减速,皮带上工件低速移动,贴覆头上可调光电传感器定位检测到工件到来时,使皮带停止运动,由侧推气缸把工件固定住,然后步进电机启动,由起点运行到终点,贴覆气缸在设置的起点压下,在铜管末端抬起,进行相应贴覆操作,贴覆完毕,变频皮带开始运动,工件在出口处触发光电开关,表示工件运行完毕,这样一段贴覆流程结束。
1.3 步进脉冲数与机头移动距离换算
设步进电机为小轮传动,减速机为大轮传动,2台移动机头由减速机大轮传动。
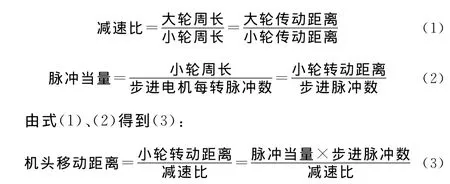
根据式(3)可以将需要移动的距离换算为发送的脉冲数给控制器,控制机头移动距离大小,同时通过调节脉冲频率值调节机头移动速度。
2 系统设计
2.1 主要硬件设计
控制器选用西门子CPU315-2DP、西门子触屏 TP277-6、步进脉冲模块1STEP 5V/204 kHz。电机部分为SINAMICS V60驱动器、西门子电机1FL5、三菱FR-E740-0.75K变频器。信号传送为SMC EX500-GPR1A串行传送系统及若干 EX500-1B1、EX500-1E3、VQC2101-51模块。
为解决贴覆定位问题,这里选用欧姆龙距离可调光电开关,安置在贴覆头机构上,从上往皮带照射,根据工件和皮带反光度差别调节距离,使工件经过时有反射而皮带照射时无反射信号。回原点辅助用接近开关选用4个,2个上限位,2个原点,也可根据需要设置下限位。
2.2 控制网络设计
如图4所示,CPU315-2DP控制器下设有5个DP子站,ET200S子站负责步进电机控制、变频器控制和光电信号采集,EX500-GPR1A子站负责每个立柱的贴覆头气缸状态反馈、控制和其他传感器信号的传输。ET200S子站被安置在固定的PLC操作站里,EX500-GPR1A被安置在4个移动的立柱上,各站点间通过DP拖链电缆通讯。

图4 总线网络
2.3 软件设计
控制分2种模式:手动模式可设置电机移动速度、距离,进行左移/右移/回原点操作、变频器加速/减速/前进/后退操作;自动模式控制流程如图5~7所示,主要分变频器控制、气缸控制、电机控制3个部分,主程序循环执行以上模块。图7中电机控制部分要求2台电机同步工作,如A、B回原点动作,必须A、B节奏完全相同,同时左、同时右,先到达的要等待后到达的才能执行下一步,最后一起完成回原点,否则机头容易相撞。
2.4 触屏主画面设计
图8为电机A侧2个柱体的贴覆头动作参数设置画面,运行前先设置电机运动的起点和终点,这是贴覆头的最大范围,A1~A4、C1~C4表示各轨道的贴覆头,分别设置下压和抬起坐标,当机头运行到设定的下压坐标时,该轨道贴覆头下压,运行到抬起坐标时,贴覆头抬起,完成该轨道贴覆工作,每个轨道设置坐标可以不同。因为步进电机没有绝对值编码器,程序的关键是建立运动的坐标系,坐标零点是原点接近开关,相关西门子程序设计可以参考文献[1]。
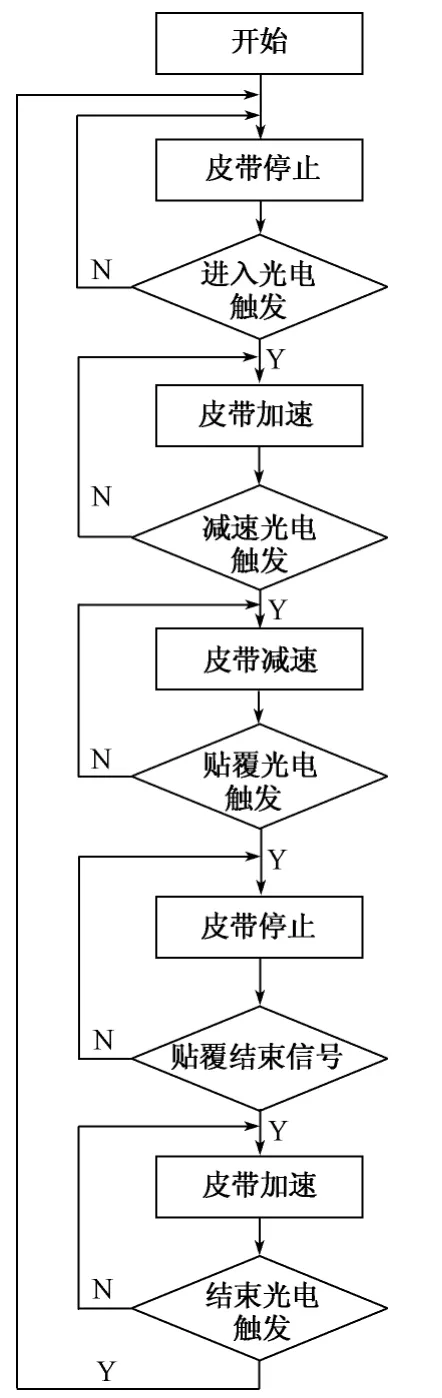
图5 变频器控制框图
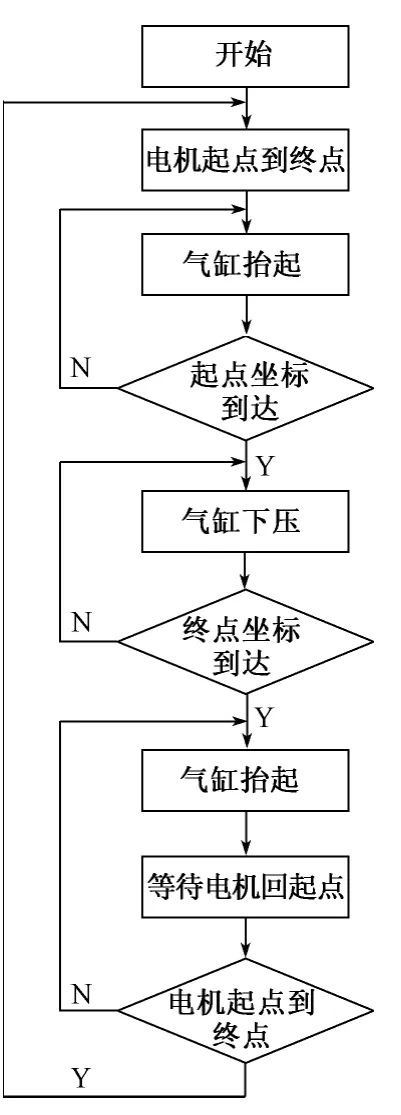
图6 气缸控制框图
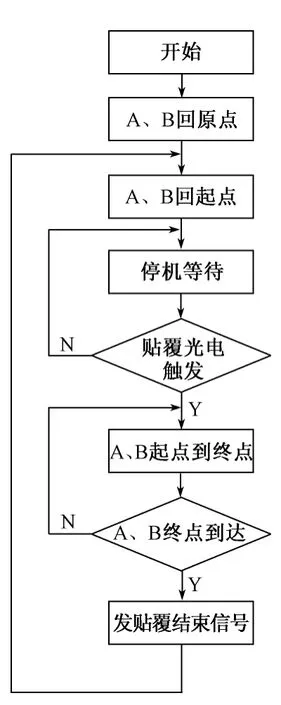
图7 步进电机控制框图
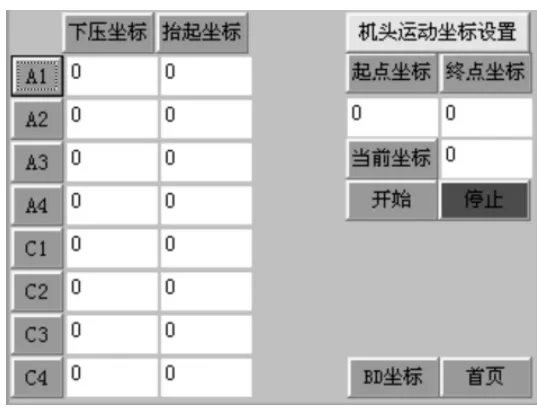
图8 参数运行画面
3 结语
用西门子ET200S步进脉冲模块和SINAMICS V60驱动器构建的步进电控系统可以用于冰箱生产线中运动控制精度不是很高的帖覆机控制,相对于伺服系统价格较低;同时选用可调距离光电根据背景反光度差别解决了工件停止移动时的贴覆定位信号问题。本文提供了该控制系统设计的实现过程,可供其他类似运动控制设计参考。
[1]陈先锋.西门子全集成自动化技术综合教程[M].北京:人民邮电出版社,2011