Q690D高强钢JCOE钢管焊接工艺研究及应用
2015-03-14何文坤蔡春涛
何文坤 蔡春涛
(江苏巨鑫石油钢管有限公司,江苏 扬州225004)
0 引言
Q690D高强板屈服强度较高,热影响区淬硬倾向和氢致裂纹敏感性较大,焊接过程中容易产生冷裂纹。目前国内Q690高强钢JCOE钢管焊接工艺还不成熟,处于研发阶段。与此同时,招商局重工江苏有限公司要建造一台3 000t浮吊,让我公司为他们试生产一批Q690D高强钢JCOE钢管,钢管外径800mm,厚度分别为26mm、28mm、30mm。为了满足用户需求,我公司决定对Q690高强钢的焊接工艺进行研究,开发Q690高强钢JCOE钢管新产品。通过不断地进行焊接工艺评定试验,总结出一套合理的焊接工艺,通过小批量试生产,最终生产出了合格的Q690D高强钢JCOE钢管。
1 材料准备

表1 Q690D钢板化学成分 单位:%
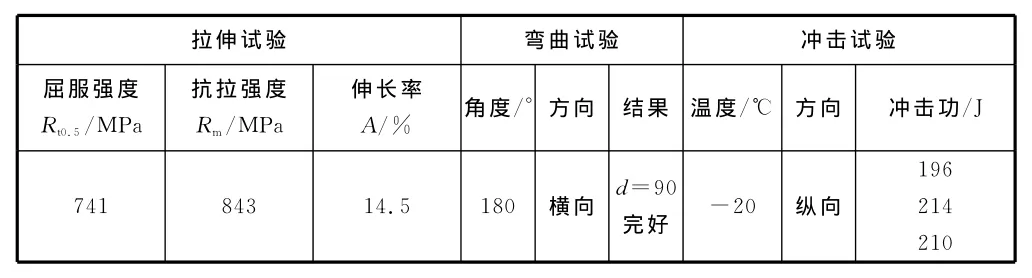
表2 Q690D钢板力学性能
(2)埋弧自动焊焊丝和焊剂生产厂家为德国OERLIKON公司,焊丝牌号 FLUXOCORD42,直径4.0mm;焊剂牌号OP121TTW。焊丝和焊剂化学成分及熔敷金属力学性能如表3~5所示。

表3 埋弧焊丝化学成分 单位:%

表4 埋弧焊剂化学成分 单位:%

表5 埋弧焊丝与焊剂熔敷金属力学性能
(3)气体保护焊焊丝生产厂家为德国DRAHTZUG STEIN公司,焊丝牌号STEIN -MEGAFIL 742M,直径1.2mm。焊丝化学成分及熔敷金属力学性能如表6、表7所示。

表6 气保焊焊丝化学成分 单位:%

表7 气保焊焊丝熔敷金属力学性能
(4)20%CO2+80%Ar混合气体。
2 焊前准备
(1)铣边、铣焊接坡口,钢板宽度及坡口尺寸示意图如图1所示。
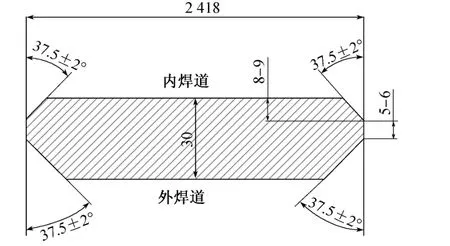
图1 钢板宽度、坡口尺寸示意图
(2)焊剂烘干:焊剂为烧结焊剂,烘干温度300~350℃,烘烤时间2h,随后在烘烤箱中缓冷。
(3)钢管预弯、成型后,将内焊道坡口两侧30mm范围内母材上的油、锈、水等污物清理干净。
3 施焊
3.1 合缝、预焊
钢管边合缝边预焊,预焊采用手工气体保护焊,焊接工艺如下:
(1)焊前用火焰预热,预热温度150~200℃,要求边预热边焊接。
第二,建立考核评价与责任追究机制。建立科学有效的考核评价与责任追究机制,实施检查、测评长效机制,形成有效的常规管理模式和制度性保障。坚持“风险防范人人有责”的原则,明确每个职能部门的风险防范职责,将防范工作落实到具体的岗位和人员,形成以岗定责、归责到人的责任体制。坚持首问责任制,对于最早发现风险的部门或人员,应当立即组织办理、及时处置或主动联系相关部门处理,否则将追究首位发现风险人员的责任。坚持责任追究制,在工程项目组织管理规定中明确法律风险防控责任追究办法,自上而下层层分解防控目标责任,对违反责任规定、给企业利益造成损害的,依据责任追究办法进行责任追究,杜绝懈怠违规和有法不依现象。
(2)焊接参数如表8所示。
(3)焊后缓冷:边焊接边保温。焊接完成后,即时用石棉垫进行保温,缓冷至室温。
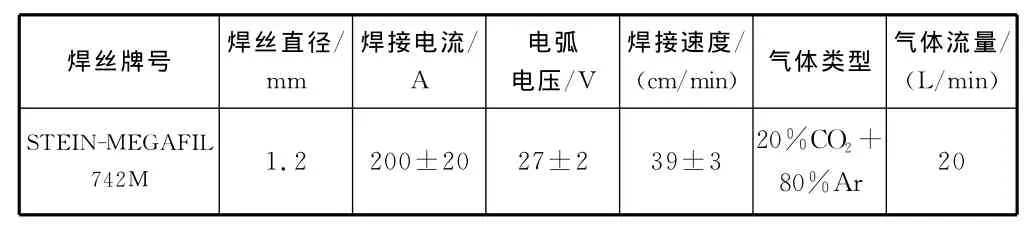
表8 气保焊焊接工艺参数
3.2 引、熄弧板焊接
采用手工气体保护焊。
(1)引弧板和熄弧板的厚度及坡口尺寸必须与钢管的厚度和坡口尺寸相一致。
(2)焊前用火焰预热,预热温度150~200℃。
(3)引、熄弧板焊接参数如表8所示。
3.3 钢管内焊、外焊
(1)焊前用电加热箱进行预热,焊接采用单丝多层多道焊,焊接工艺参数如表9所示。
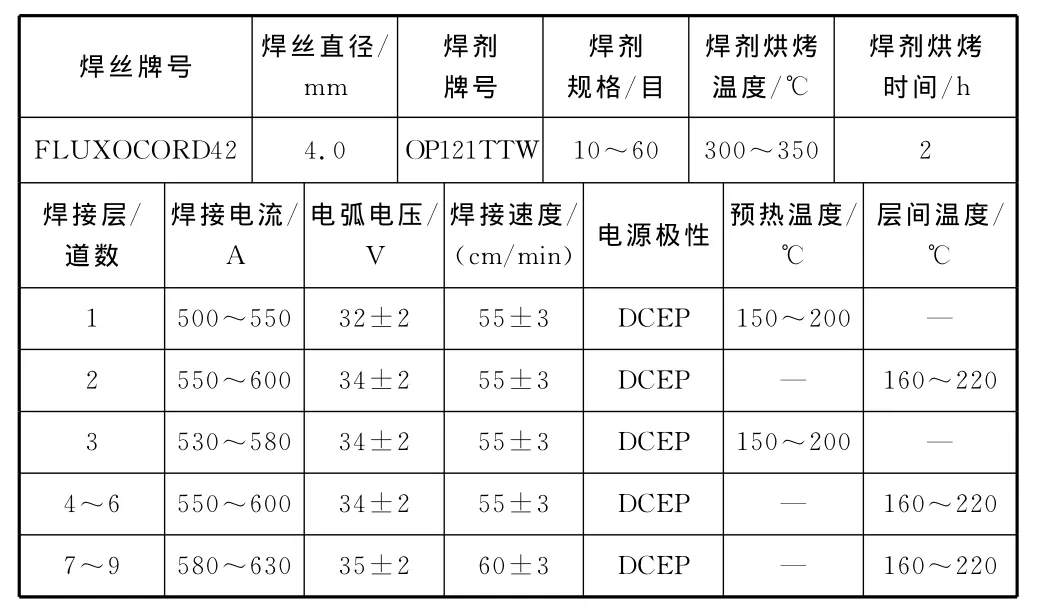
表9 内、外焊焊接工艺参数
(2)内焊完成后,应即时用石棉垫进行保温,缓冷至室温。
(3)外焊缝根部用碳弧气刨进行清根处理,气刨完成后,用磨光片将坡口表面的渗碳层全部清理干净。
(4)外焊前用电加热箱进行预热,焊接采用单丝多层多道焊,焊接工艺参数如表9所示。
(5)内、外焊缝结构示意图如图2所示。
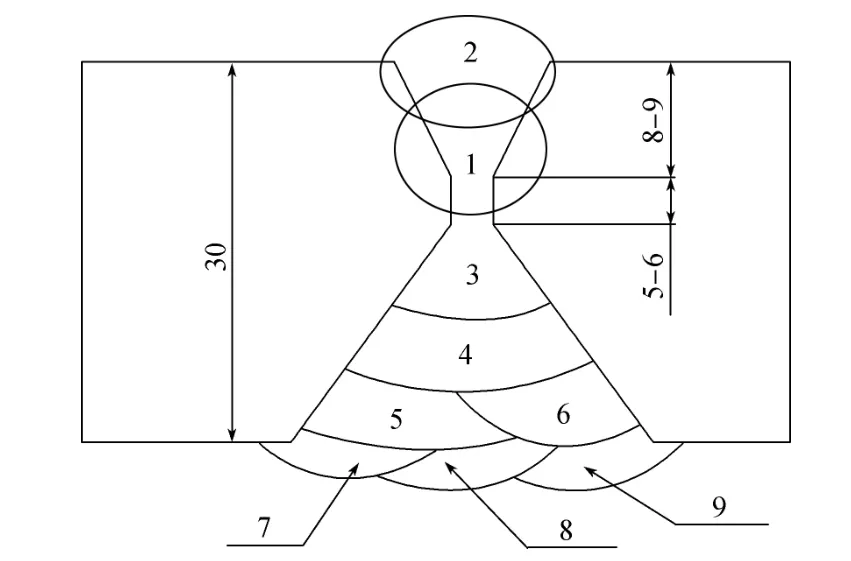
图2 内、外焊缝结构示意图
(6)外焊完成后,应立即用电加热箱对钢管焊缝进行200℃/2h焊后热处理,然后再进行保温,缓冷至室温。
(7)焊接完成后,按工艺要求对钢管进行整圆处理,确保钢管圆度满足用户要求。
4 检验
(1)钢管焊接完成48h后进行无损检测,结果如表10所示。

表10 焊缝无损检测结果
(2)焊缝力学性能检测结果如表11所示。
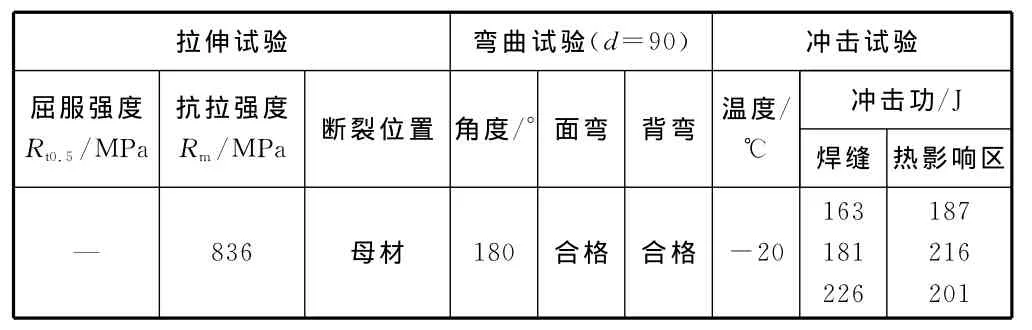
表11 焊缝力学性能检测结果
(3)焊接接头宏观金相、维氏硬度检测如图3、图4所示。
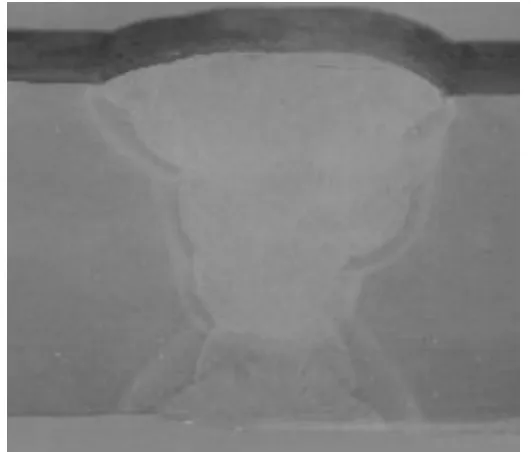
图3 焊缝接头宏观金相
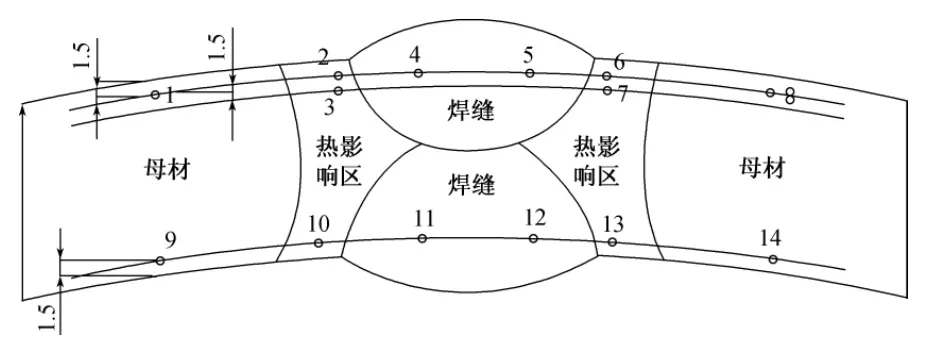
图4 硬度检测点分布图
1)焊缝宏观金相图片显示,内、外焊缝全部熔合,重合量约3mm。
2)焊接接头维氏硬度(HV10)检测结果如表12所示。

表 12 维氏硬度(HV10)检测结果
5 结语
试验结果表明:Q690D高强板JCOE钢管,采用20%CO2+80%Ar作为保护气体,STEIN-MEGAFIL 742M、ø1.2mm焊丝进行合缝预焊,再采用FLUXOCORD42、ø4.0mm焊丝和OP121TTW焊剂进行内、外埋弧自动焊接,只要焊接工艺合理,预热温度和焊后热处理温度合适,保温缓冷措施到位,不但可能避免焊接冷裂纹产生,而且JCOE钢管焊接接头的力学性能完全可以满足产品标准及用户要求。