PCS7控制系统在制浆筛选工段中的应用实践
2015-03-14张贺琴徐建立河南银鸽实业投资股份有限公司河南漯河462000
张贺琴 林 健 徐建立(河南银鸽实业投资股份有限公司,河南 漯河 462000)
PCS7控制系统在制浆筛选工段中的应用实践
张贺琴林健徐建立
(河南银鸽实业投资股份有限公司,河南漯河462000)
摘要:分析西门子PCS7过程控制系统相对于新华XDPS-400自控系统在硬件组态、软件编程和网络配置等方面的优点。介绍了运用西门子PCS7软件为平台进行开发应用,同工控机、PLC、传感器和执行器等一起构成DCS控制系统,产生一定的经济效益和社会价值。
关键词:筛选控制系统PCS7
0 前 言
制浆过程筛选工段实行自动控制,不仅能提高工作效率,延长设备使用寿命,而且还能实现减少消耗等节能降耗效果。2001年投入运行的芬兰奥斯龙(Ahlstrom)公司生产的筛选设备选用了新华XDPS-400控制系统[1]。但随着系统硬件运行老化和软件升级更新需大量资金投入,以及监控设备的扩容性受限等因素,对制浆筛选自控系统进行自主开发和设计成为了必须。
西门子PCS7过程控制系统是西门子自动化产品的高度集成,软件系统集成了STEP7 、WINCC、SCL、CFC等功能,系统应用不仅开发方便,同时控制功能强大,硬件兼容性强,而且PCS7系统的抗干扰能力强,通信方式技术成熟,故障诊断和处理更智能高效,为日常的检查维修和更新升级提供很大便捷性。在制浆过程筛选工段的DCS控制设计应用中,PCS7与新华XDPS-400相比有以下优势[2-3]:
(1)网络配置。系统采用ET200M(IM153-1)扩展模块,各子站之间使用Profibus DP通信,CPU和上位机之间采用工业以太网的通信方式,比新华XDPS-400网络结构的I/O站MAC通信卡连接和DPU与上位机同轴线缆通信更具有抗干扰能力、运行可靠等特点。
(2)软硬件开发应用。西门子PCS7和PLC系列等产品在造纸行业应用的成熟性和广泛性,以及维保人员对其的掌控,为后期工艺生产的改进和软件开发应用提供便利。现场硬件布局方面,在原现场一次检测仪表、变配电柜和控制柜安装位置保持位置不变的基础上,根据生产工艺方案,对模拟/数字量控制点数、数据管理、工艺流程等方面进行增设和优化处理。软件设计方面, PCS7相对于新华XDPS-400系统,具有ET200M分布式、开发自主、兼容性强大便利等优势。
(3)通信方面。PCS7系统设备和中央控制室构成一个开放性局域网络,方便OS、ES和其他设备的接入,在ES上通过组态软件可方便地增加或者修改监控对象和画面,使整个系统的监控既有可扩展性又具有全面性。
综上所述,西门子PCS7系统在设计开发、调试、维护等方面有卓越的表现,而且通过自主开发应用,可降低工程项目资金投入,从而实现生产监控、工艺优化和降低成本的目的。
1 制浆筛选系统工艺
自蒸煮车间喷放锅的蒸煮浆进入到真空洗浆机洗涤后,被打入洗后浆塔成浆。成浆进入方浆池进行粗筛,筛后良浆经一道细筛和除节机精选后进入筛后浆塔。期间筛选出的渣浆,经二道细筛、除渣器、轻杂质槽和跳筛后形成尾浆,供板纸车间作为浆料生产使用。因此,整个系统的筛选根据工艺质量控制,可最大程度满足不同纸浆供应需求,见图1。

图1 筛选工艺流程图
2 基于PC7环境下筛选控制系统设计
2.1控制系统硬件配置
控制系统硬件主要包括工控机(操作员站)、西门子PLC控制柜及现场检测控制仪表等。本设计方案仅在控制软件方面进行更新,所对应的中央处理单元按照I/O点数进行连接调试后,完全可满足控制要求。
分析整个工艺流程,系统以(SCL+ CFC)开发方式,采用了西门子S7-400系列CPU(6ES7 CPU414-3PN/DP)[4]控制检测的变量有:
①AI(A/D模块),56点(采用模拟量输入模块SM331,6ES7 331-7KF02-OABO);
②AO(D/A模块),36点(采用模拟量输出模块SM332,6ES7 332-5HF00-OABO);
③DI:82点(采用开关量反馈模块SM321,6ES7 321-7BH01-OABO);
④DO:78点(采用开关量输出模块SM322,6ES7 322-1BLOO-OAAO);各I/O点数各留有15%的余量。现场总线通信选用:6ES7 153-1AA03 -0AB0。
2.2控制系统网络结构
从站采用分布式ET200M形式。子站与子站、ET子站与CPU之间,均采用了Profibus DP通信方式。CPU与上位机WINCC之间采用工业以太网通信,并通过交换机扩展至3个操作站和1个工程师站,见图2。

图2 筛选控制系统网络结构
2.3控制系统软件设计
本系统在离线状态下,完成西门子PCS7系统的硬件组态以及编程[5-6],通过完善WINCC画面、控件与CPU变量标签的链接,实现生产工艺过程的查看、操作和监控管理。本文主要从软件的硬件组态、网络组态、编程(清水节能、联锁控制)优化等方面进行了设计分析。
(1)硬件及网络组态如图3和图4所示。

图3 硬件组态图界面
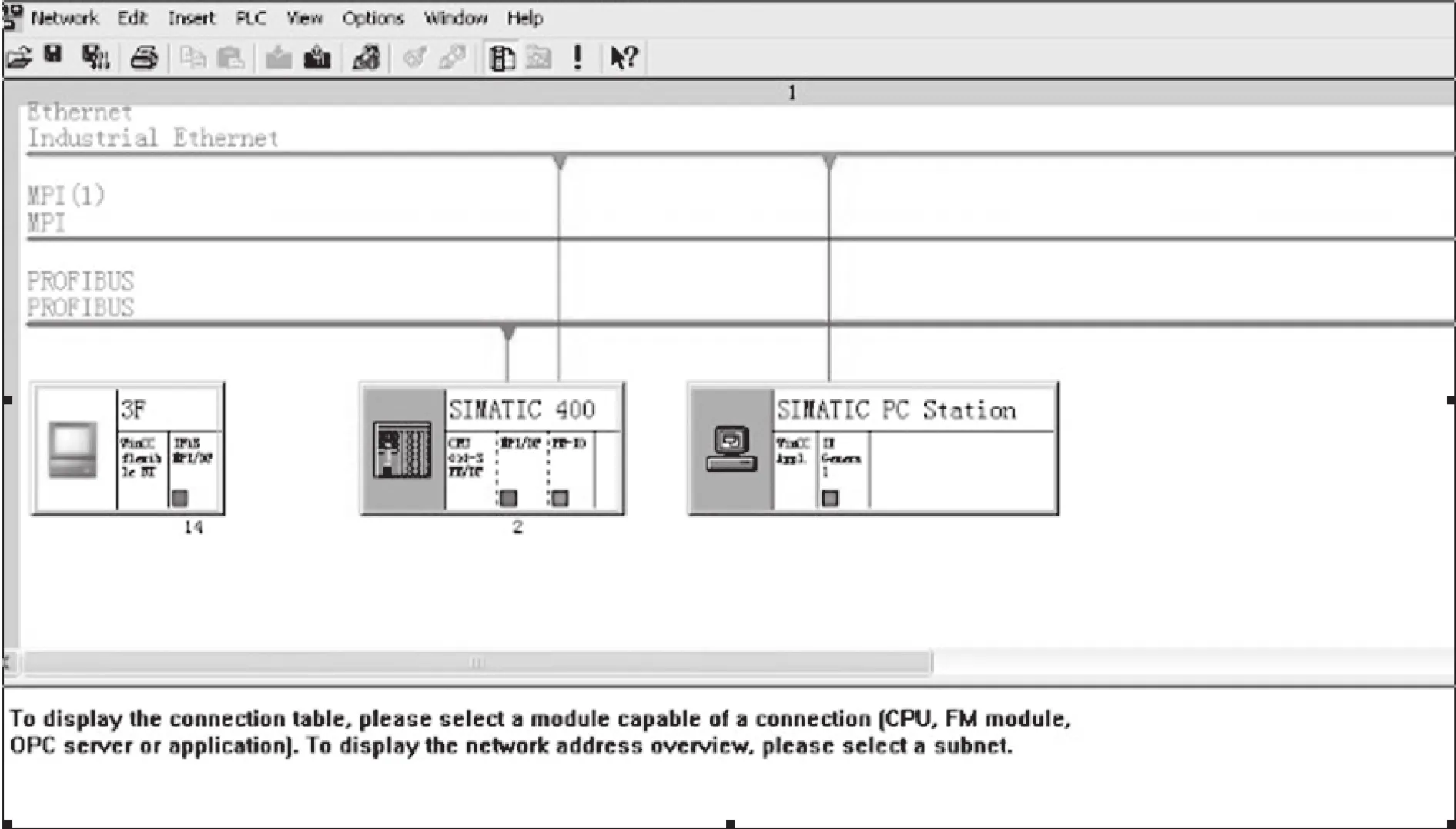
图4 网络组态图界面
(2)编程过程如下:
①同一种设备都采用统一的功能块,这样做对同一种类设备的维护和检修就变得比较容易和明了。比如泵控制的功能块,有掉电保护、运行计时等功能,完全满足生产控制所需。同时,通过SCL编程,实现重要设备的运行计时功能,起到节能降耗、降低成本的作用。为了节约清水的使用量,对清水泵的运行进行计时控制,促使操作员根据需要使用清水,以每班清水泵的总体运行时间累计值作为一项考核指标,可达到降低成本的目的。以清水泵计时功能为例,下面是其SCL源代码:
FUNCTION_BLOCK FB52
TITLE='计时程序 银鸽'//2011.5.8
KNOW_HOW_PROTECT//Program Protect
VERSION:'1.0' //Add By 银鸽
AUTHOR:YG//Edit By 银鸽
NAME: YG//Name
FAMILY:YGLIB //Family
{S7_m_c:=’true’} //-- In_Out_Parameter --
VAR_IN_OUT//输入参数
Rset{S7_m_c:='true';S7_param:='true'}:BOOL;//清零
start{S7_m_c:='true';S7_param:='true'}:BOOL;//开始计时
END_VAR
VAR_OUTPUT//输出参数
Sec{S7_m_c:='true'}:int; //秒计时
minutes{S7_m_c:='true'}:int;//分钟计时
Hour{S7_m_c:='true'}:int;//小时计时
END_VAR
VAR
secin:int;
minin:int;
houin:int;
END_VAR
BEGIN;
IF start=true
THEN secin:=secin+1;
END_IF;
IF secin>=600
THEN minin:=minin+1;
secin:=0;
END_IF;
IF minin>=60
THEN houin:=houin+1;
minin:=0;
END_IF;
IF houin>=999999
THEN houin:=0;
END_IF;
Sec:=secin/10;
minutes:=minin;
Hour:=houin;
IF Rset=true
THEN secin:=0;
minin:=0;
houin:=0;
Rset:=false;
END_IF;
功能块源代码结束,使用西门子源代码编译器编译检查无误后,自动生成相关的功能块,以便在程序中调用。清水泵的运行信号引入到计时功能块的“start”引脚上,泵一旦启动,功能块自动进行计时,同时将时长显示到WINCC画面上,以便操作员交班记录,见图5。
图5 清水泵运行计时控制人机界面
②连锁控制优化。为保证工艺过程的动作安全可靠,自控方面往往通过连锁功能进行控制。如筛选工艺流程中的一道细筛、二道细筛设备均具有自动排渣的功能。为改善原控制系统的逻辑设计僵硬,提高自动排渣效果,本方案根据工艺特点对自动排渣功能做出了优化。图6为细筛自动排查的功能块。各种时间参数可以在上位机人机对话窗口自由设定,如图7所示。经过逻辑优化后的排渣自动控制设定灵活,出现异常系统报警及时、准确,大大提高了工作效率和设备的安全性能。

图6 细筛自动排渣功能块组态界面
(3)程序完善后,在WINCC上,根据工艺过程,编辑人机界面,如图8所示,可实现对生产全过程的实时运行状况控制、历史曲线图、报警画面和报表的调用查看功能。
(4)程序编译后,下载到CPU运行,完成控制系统优化。
3 结束语
(1)运用西门子PCS7软件为平台开发设计投运后的筛选控制系统,操作便捷,工艺管控能力得到提高。控制系统运行抗干扰能力强,稳定可靠,效果明显。
(2)节能效果明显。控制系统投运后,每日可减少清水用量200 t左右,有益于降低生产成本;同时,减少了生产制浆废水量,为环保工序提供了有利条件。这样具有一定的经济效益和社会价值。
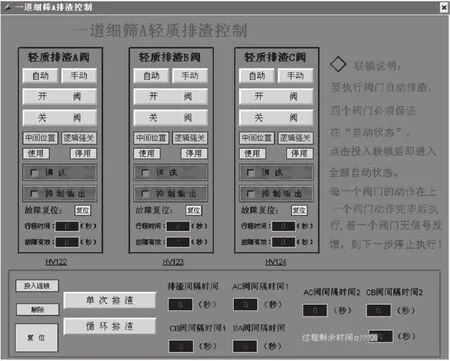
图7 连锁控制人机界面

图8 筛选控制系统上位机人机界面
参考文献:
[1] 王孟效,汤伟,施颂椒. [J].中国造纸.2002,22(6):24-27.
[2] 新华控制工程有限公司.XDPS-400分散型控制系统综述 [M].2001
[3] 吴中俊,黄永红.可编程序控制器原理及应用[M].北京:机械工业出版社,2003:90-126.
[4]S7-300可编程序控制器硬件和安装手册[G]. SIEMENS资料,2004.
[5] 孙海维.SIMATIC可编程序控制器及应用[M].北京:机械工业出版社,2001:50-95.
[6] 戴一平.可编程控制器技术及应用[M].北京:机械工业出版社,2004:163-177.
张贺琴(1972—)本科助理工程师河南银鸽实业投资股份有限公司生产运营部主任师,主要从事造纸工艺过程自动控制的优化、开发和应用等研究。
地址:河南省漯河市召陵区人民路与中山路交叉口银鸽大厦811室;邮编:462000;联系电话:0395-5615525;13781705309;E-mail:1456123860@qq.com
A practice on the application of PCS7 control system in production of screening stage
ZHANG Heqing, LIN Jian,XU Jianli
( YinGe Industrial Investment Co., Ltd , Henan Luohe 462000)
Abstract:Simens PC7 control system process,relative to XDPS-400 of Xinhua in hardware configuration, software programming ,network configuration and other aspects were analyzed. PCS7 have been used as a software development platform .The DCS is composed of industrial computer ,PLC,sensors and final controlling element,while brings economic benefits and social value.
Keywords:screening stage;control system; PCS7
作者简介:
