化工设备中夹套管的配管设计措施
2015-03-12刘燕平
摘要:在化工生产的过程中,夹套管是一种使用广泛的保温管,具有伴热均匀、伴热效率高、可用范围广泛、调节温度速度快等方面的优点。在设计其配管时,需要注意控制好套管的长度,确保管内和管外有相同的热膨胀力。基于此,文章对化工设备中夹套管的配管设计措施进行了探讨。
关键词:化工设备;夹套管;配套设计措施;保温管;化工生产 文献标识码:A
中图分类号:TQ055 文章编号:1009-2374(2015)04-0024-02 DOI:10.13535/j.cnki.11-4406/n.2015.0295
在化工生产过程中,夹套管是一种比较常用的保温管,由于夹套管的构造比较特殊,在管道设计时,一直是设计的难点。其管路结构为双层套管结构,为了保持管中流动介质的温度,在套管的空隙之间有高温流动介质流动,非常适合输送对局部过热比较敏感或者质地粘稠的流体,在化工生产中发挥着举足轻重的作用。
1 选择夹套管的原则以及夹套管的种类
1.1 夹套管的种类
从热媒体的角度来说,夹套管主要有热水夹套、蒸汽夹套以及热油夹套等类型,不同类型的夹套管适用的化工物料不同,但是设计原则是一致的。根据套管和内管的连接方法可以将其分为外露型内管焊缝和隐蔽型内管焊缝。一般隐蔽型内管连接方式比较适用于法兰式夹套,外露型内涵焊缝适合在直管的管段上进行使用。在实际安装的过程中,要按照输送物质的工况、物理性质、蒸汽质量和安装环境选择连接方式。
1.2 选择夹套管的基本原则
(1)当输送物质的凝固点超过100℃时,可以使用隐蔽型内管焊缝夹套管;(2)当输送物质的凝固点在50℃以上、100℃以下时,使用外露型内管焊缝夹套管;(3)当管道输送的物质为有毒物质时,要使用外露型内管焊缝的夹套管。
1.3 外管和内管的连接方式
确定外管和内管的连接方式时,可以参考夹套管端部的结构类型进行选择。如果管道输送的物质为有毒物质,物质的凝固点在50℃以上、100℃以下,一般使用端板Ⅰ型和管帽式Ⅱ型。如果夹套管为输送凝固点超过100℃的内管焊缝隐蔽型套管,一般使用法兰式Ⅲ型,此外,法兰式Ⅲ型也适用于熔体管道夹套管或高凝固点介质夹套管,容易泄露的夹套管,使用联苯醚、联苯为伴热介质的夹套管。
2 夹套管的设计
2.1 配管设计
在设计夹套管配管时,尽可能避免出现死角或U型管,确保夹套管中伴热介质流动顺畅。如果出现了U型管或死角,要在低处设置液体排放口。所有夹套管冷媒体的进口和出口都要设置专门的切断阀门,安装水压试验、排液口和无阀排气口。停用冷媒体时,不能对管线的其他部分冷媒的正常运行造成影响。为了便于安装,禁止使用弯度为45°的弯头。对于容易固化,并需要使用机械对管线进行清理的部分,设计使用“十”字分支加法兰结构取代夹套管的弯头。除了泵的吸入口外,不允许使用偏心的异径管。在对内外管的异径管进行安装时,要保持异径管的大端处在相同位置。如果必须使用偏心异径管,要将内管和外管组装成顶平类型或底平类型。如果内管使用同心异径管,外管也必须使用同心异径管。在夹套管系统中的分支管直径发生变化时,要从管径比较小的地方使冷媒流入。当异径管处于水平管线上时,要从小管径处使夹套管中的媒体流入。使用对焊的方式进行工艺管线管件的焊接,对于一些比较特殊的情况,可以使用承插焊式半管接头。为了防止内管道和外管道因为热胀冷缩互相影响,在夹套管保温层以外的位置设置跨接管和冷热媒体进出料管的拆卸点。按照管道的支出情况设置内管管之间的定位板,不能对冷热媒体的排气排液口和进出口造成影响。
2.2 蒸汽流体夹套管的设计重点
对于蒸汽流体的夹套管在设计时,出口位于水平套管和垂直夹套管较低位置的下方,进口位于水平夹套管和垂直夹套管较高端的上方,流向要和工艺流体保持反方向。对于水平管线上的跨接口要径无阀排液口安装好,并向下布置水平管线上的跨接口。如果跨接管有两根,其中的一根方向应向上,并增加一个排气口,另一根的方向应向下,并增加一个排液口。为了防止流体向一侧流动,和管线垂直的所有跨接管要布置在套管的两侧。对于内管蒸汽入口位置,要专门设置加强板。所有夹套管的冷凝排放管都要设置专门的疏水器,在更换和维修蒸汽流水器时,要单独进行更换、维修。不能对冷凝系统和蒸汽系统的操作造成不良影响。使用温度调节型和热动力学式疏水器。如果疏水器含有旁路和切断阀,要尽量接近回水集合管。集合管和冷凝管上游的疏水器要保持两米以上的距离,以免对复位和检修造成影响。使用垫板式法兰连接设备和套管管线的接口。当水平方向铺设的夹套管对坡度有要求时,坡度和管中介质的流向要保持一致。根据管道的布置情况,设计各个节点夹套管的长度,在套管和内管热涨量差的限制下,套管的长度要控制在6m以内。在允许的范围中,使用跨接管对所有套管之间的蒸汽管进行串联,并使用法兰连接跨接管。而凝结水排出口和夹套管蒸汽引入口之间的距离则可以根据蒸汽压力表进行确定。
2.3 液态流体夹套管的设计重点
由于液体流体的冷热媒体的出口位于水平管的上方,并和夹套管比较高的位置垂直,进口位于水平管的下方,并和夹套管较低侧的位置垂直,工艺流体和冷热媒体的流向处于相反的流向,水平夹套管的跨接和管道上方环形段会向上完全,并且在环的上部安装了一个没有阀门的排气孔。每一个管道的进口都对应有一个单独的出口,为了防止热媒体流动时偏向一侧,所有和管段垂直的跨接都布置在管道的两侧,尽量在接近套管法兰的位置设置管口。为了防止出现死点,更加准确地分配冷媒体和热媒体,促进热液体的循环,将导流板安装在夹套管中。控制好夹套管排气液口的位置,在系统的最低点设置冷媒体和热媒体进料的分配管,在系统的最高点设置出料的集合管,从而将系统中的空气消除。此外还要保证平台上的操作空间和地面上操作空间的一致性。使用垫板式法兰连接设备管口和夹套管。将冷热媒体的进出口管之间的距离控制在30m以内。
3 夹套管的具体安装
在安装夹套管时,要预制夹套管的主体部分,伴热介质的返回导管和伴热介质供给导管除外。组装预制的夹套管时,将需要调整的位置设置在配件内管周围的焊缝处或者法兰处。做好热伴介质返回导管和供给导管的支撑工作,允许的情况下,将其设置成统一的保温束。
在组焊夹套管的外管时,逐个进行内管试压。为了方便检查,在试压的过程中,焊缝应设置在露出的位置。检查合格后,在对应的位置焊接管外部分。对外管进行组焊后,根据施工要求,做好试压工作。
安装蒸汽夹套管时,在比较集中的位置分别设置冷凝水集合管和蒸汽分配管,将冷凝水导管和供汽导管分别连接到对应的夹套管上,每一个加入段设置一个含有切断阀的供汽导管,根据实际布置情况,设置疏水阀冷凝水导管和切断阀导管。在布置夹套管时,最好不要出现袋形管和死角。如果必须使用,需要将排放冷凝管设置在低点处。蒸汽管供汽点的高度要超出被加热的夹套管,冷凝水集合管不能过高,保证从夹套管中排出的冷凝水可以通过自重排出管外。在夹套管中设置折流板提升热的传递效率,在水平铺设夹套管时,如果对内管的坡度有要求,要保持外管中的水和内管的坡相相同。
4 注意事项
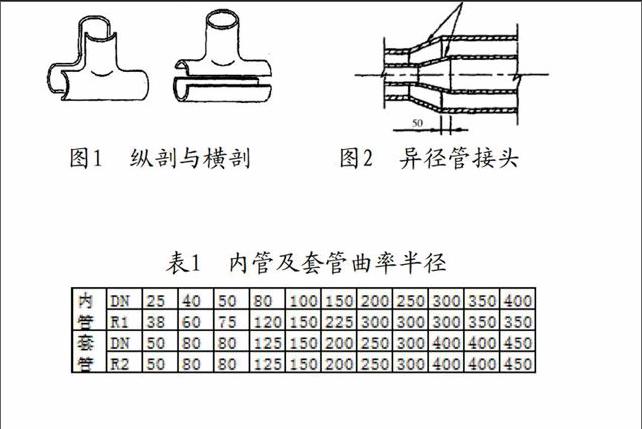
第一,通常情况下,夹套管一般使用剖切的方法进行安装,而剖切又分为纵剖和横剖两种,可以根据具体情况进行选择。如图1所示:
图1 纵剖与横剖 图2 异径管接头
第二,异径管。夹套管在变径时,一般使用标准化的异径管,外管的异径管和内管的异径管的接头段要错开50mm的距离,结构类型如图2所示。
第三,使用跨接管对各个夹套管蒸汽管进行跨接,为了便于拆卸,使用法兰连接跨接管。使用100%的射线对夹套管进行无损检测,角焊缝成型后,进行100%的渗透检测。
第四,弯头。当内管弯头的曲率半径在1.5DN以内时,弯头可以使用标准弯头,内管和外管的弯头曲率半径可以根据表1确定。
表1 内管及套管曲率半径
5 结语
综上所述,因为夹套管的结构非常特殊,管道的设计和施工难度比较大。如果在制作时再改动套管,会对施工的经济效益造成比较大的影响。这就要求设计人员在设计时严格按照设计原则进行设计,确保系统平稳、安全地运行下去,取得良好的伴热效果,达到要求的工艺质量。
参考文献
[1] 石油化工管道伴热和夹套管设计规范(SH/T 3040-2012)[S].2012.
[2] 陈慧文,刘雨民.夹套管的配管设计及管件选用原则[J].炼油与化工,2007,(1).
[3] 李黎,陈洁,王跃新.浅谈夹套管的配管设计[J].科技传播,2011,(7).
作者简介:刘燕平(1981-),男,福建泉州人,厦门紫金矿冶技术有限公司设备主管工程师,中级工程师,在职研究生,研究方向:冶金和化工机械设备设计制造、安装、维修及设备管理。
(责任编辑:周 琼)
