广东大宝山选厂尾矿回收铜、硫工艺试验
2015-03-08胡文英
胡文英 李 静
(广东省大宝山矿业有限公司)
广东大宝山选厂尾矿回收铜、硫工艺试验
胡文英 李 静
(广东省大宝山矿业有限公司)
为综合回收广东大宝山选厂尾矿中的铜、硫资源,针对尾矿中残留大量浮选药剂的特性,采用螺旋溜槽预富集—铜硫混合浮选—粗精矿再磨—高碱抑硫浮铜原则流程进行了选矿工艺研究。试验结果表明:采用1粗2扫溜槽丢尾、1粗1扫铜硫混浮、1粗2扫2精铜硫分离流程处理该矿石,最终获得了铜品位为18.72%、浮选作业回收率为74.00%的铜精矿,硫品位为38.38%、作业回收率为88.23%的硫精矿。
尾矿 残留药剂 螺旋溜槽 混浮
广东省大宝山矿位于广东省韶关市,属高、中温热液交代型多金属矿床,主矿体上部为褐铁矿体,下部为大型铜硫矿体,主要产品有铁精矿、铜精矿、硫精矿及磁硫精矿。长期以来,由于受生产任务剧增、选矿技术落后、原矿含泥量高且性质复杂多变、工业水金属离子超标等因素的制约,铜硫回收指标十分不理想。为减少资源浪费,现对选厂尾矿进行试验研究,以期望通过技术改造再一次进行铜硫资源回收。由于该尾矿所含的可溶性铜对硫的活化作用[1-3],且选硫残留高级黄药量较大,导致铜硫分离异常困难,铜品位难以提高,因此本试验采用了螺旋溜槽预先抛尾,最终解决了铜硫分离难的问题,获得了满意的试验指标。
1 尾矿性质
大宝山矿为典型的高硫高铁型难选铜硫矿,主要金属矿物有黄铁矿、磁黄铁矿、黄铜矿、褐铁矿及少量的闪锌矿、白钨矿、辉钼矿,脉石矿物主要为石英、长石、云母,及少量的透闪石、绿泥石、滑石、方解石等。黄铜矿主要呈半他形粒状,粒度为0.06~0.20 mm,多嵌布在黄铁矿粒间。矿石化学多元素分析结果见表1,铜物相分析结果见表2。
表1 尾矿化学多元素分析结果 %

成分CuSPbZnFeAs含量0.2035.500.050.148.250.015成分CaCO3SiO2BiAuAg含量1.6345.030.040.101.20
注:Au、Ag含量单位为g/t。
由表1、表2可知,尾矿含硫高,铜的含量虽然不算太高,但主要以硫化铜形式存在,可采用混合浮选工艺以较低成本进行回收[4-5]。
表2 尾矿铜物相分析结果 %
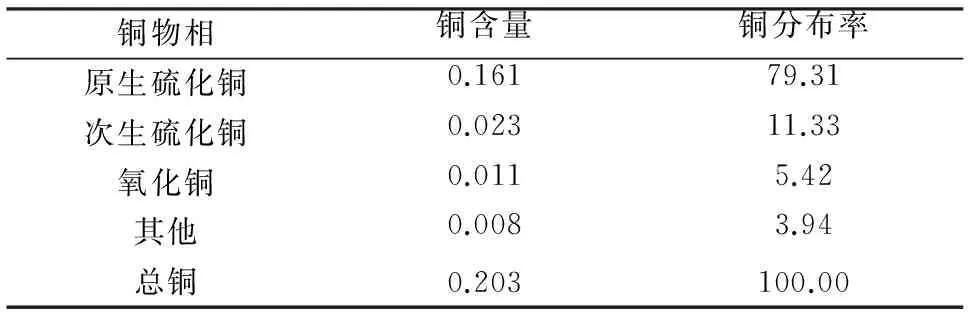
铜物相铜含量铜分布率原生硫化铜0.16179.31次生硫化铜0.02311.33氧化铜0.0115.42其他0.0083.94总铜0.203100.00
2 试验结果与讨论
由于该尾矿含铜0.203%,含硫达5.50%,从矿石有用矿物含量、药剂成本、流程可靠等方面考虑,采用螺旋溜槽预富集—铜硫混合浮选—粗精矿再磨—高碱抑硫浮铜的原则流程是比较合理的[4]。
2.1 螺旋溜槽重选抛尾试验
由于该矿次生可溶性铜含量较高、矿浆中残留选硫药剂量大,势必造成浮选溶液离子环境复杂,严重影响铜硫分选指标,且矿石密度差距较大,采用螺旋溜槽重选抛尾可以较大程度地减少后续作业给矿量,减少浮选药剂及设备投入。重选抛尾试验采用1粗2扫流程,螺旋溜槽型号为BL-900,给矿浓度为30%,试验结果见表3。
表3 螺旋溜槽重选抛尾试验结果 %

产品产率品位CuS回收率CuS溜槽精矿61.170.2657.5579.7583.91溜槽尾矿38.830.1062.2820.2516.09给矿100.000.2035.50100.00100.00
由表3可知,螺旋溜槽对铜、硫的富集效果比较明显,由于绝大部分细泥及低品位耐磨石英砂进入尾矿,这对后续的磨浮作业也是十分有利的[6]。
2.2 重选精矿铜硫混浮试验
2.2.1 CuSO4用量试验
经探索性试验表明,给矿经螺旋溜槽丢尾后虽粒度较粗,在不磨矿的条件下,只要采用合适的药剂制度,混浮试验就能够取得较好的指标。在铜硫混浮活化剂用量试验中,在捕收剂丁基黄药用量为60g/t,起泡剂2#油用量为40g/t的条件下进行CuSO4用量试验,试验流程见图1,试验结果见表4。

图1 重选精矿铜硫混浮试验流程

表4 CuSO4用量试验结果
由表4可知,CuSO4对铜硫矿物活化效果明显,随着CuSO4用量的增加,铜回收率增加明显,且在CuSO4用量为200 g/t时活化效果最好,继续增加CuSO4用量粗精矿铜品位出现下降;综合考虑,选择CuSO4用量为200 g/t为宜。
2.2.2 捕收剂种类试验
捕收剂种类试验流程为1次粗选,在CuSO4用量为200 g/t,捕收剂用量为60 g/t,2#油用量为40 g/t的条件下进行捕收剂种类试验,试验流程见图1,试验结果见表5。
由表5可知,在捕收剂总用量相差不大的情况下,采用质量比为1∶1的丁基黄药与DY-1(广州有色院研制)作为组合捕收剂获得的铜精矿品位最高,1次粗选铜回收率也高达70%以上,浮选指标较好,因此铜硫混浮试验确定采用丁基黄药+DY-1(质量比为1∶1)作为组合捕收剂。
2.2.3 捕收剂用量试验
铜硫混浮捕收剂种类试验流程为1粗1扫,在活化剂硫酸铜用量为200g/t,丁基黄药+DY-1(质量比1∶1)作为组合捕收剂,2#油用量为40 g/t的条件下进行捕收剂用量试验,试验流程见图1,试验结果见表6。

表5 捕收剂种类及用量试验结果
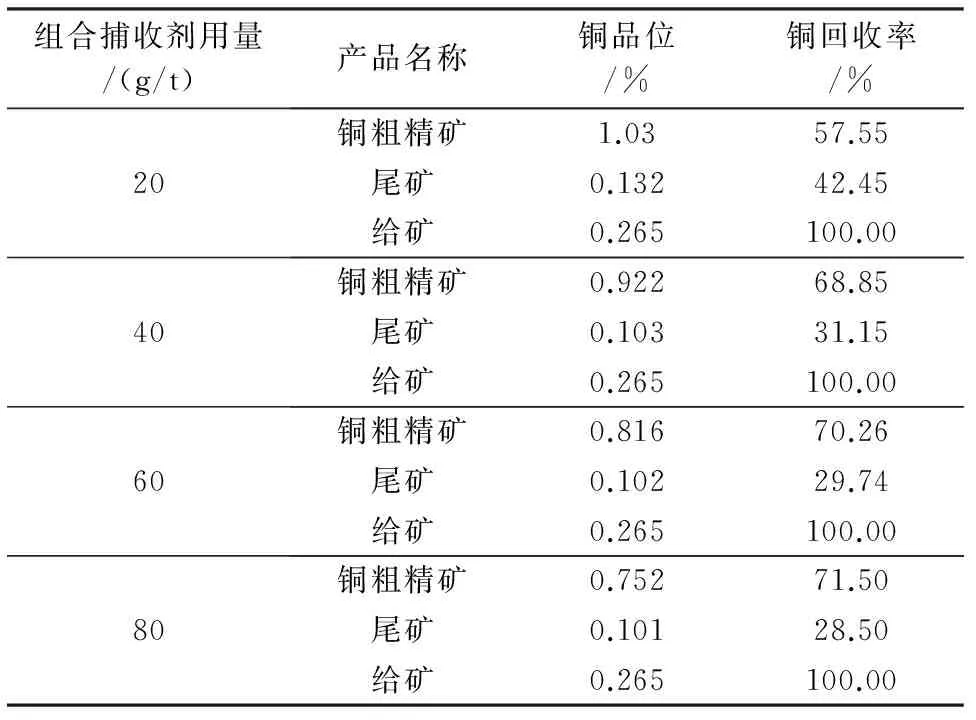
表6 捕收剂用量试验结果
由表6可知,随着组合捕收剂用量的增加,铜精矿中铜品位下降,但铜回收率增加明显,综合考虑捕收剂用量选择40 g/t,此时铜品位与铜回收率均较好。
2.3 混合精矿的铜硫分离试验
2.3.1 筛析试验
在多次探索性铜硫分离试验中发现,精矿不论采取多少次精选,均难以获得高品位铜精矿,石灰用量过大时,铜回收率又下降明显。为了查明原因,对混合精矿进行了筛分,以分析铜矿物在混合精矿中的粒度分布,分析结果见表7。
由表7可知,混合粗精矿粒度较粗,-0.074 mm 粒级产率仅为38.20%,而+0.246 mm累积产率高达20.20%,而铜主要分布于细粒级中,粗粒级范围铜品位偏低,与脉石解离不完全有关,要想取得高品位的铜精矿必须进行再磨。
2.3.2 再磨细度试验
混合粗精矿再磨细度试验采用1次粗选流程,固定石灰用量为2 000 g/t,丁基黄药+DY-1(质量比1∶1)用量为10 g/t,2#油用量为20 g/t,试验流程见图2,试验结果见表8。
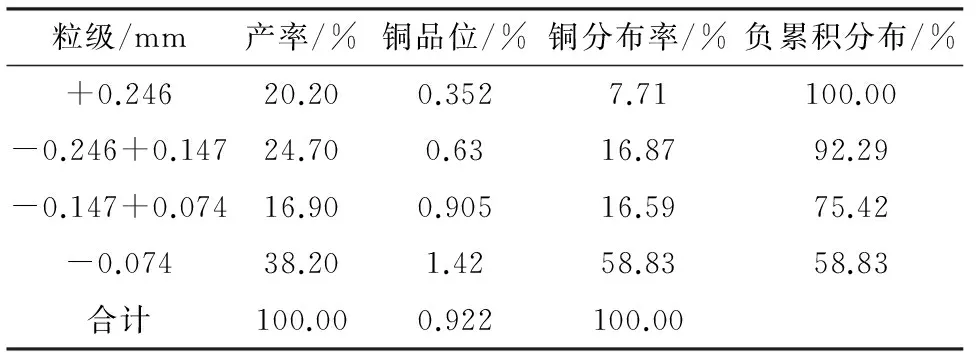
表7 铜硫混合精矿筛分分析结果

图2 混合精矿铜硫分离试验流程
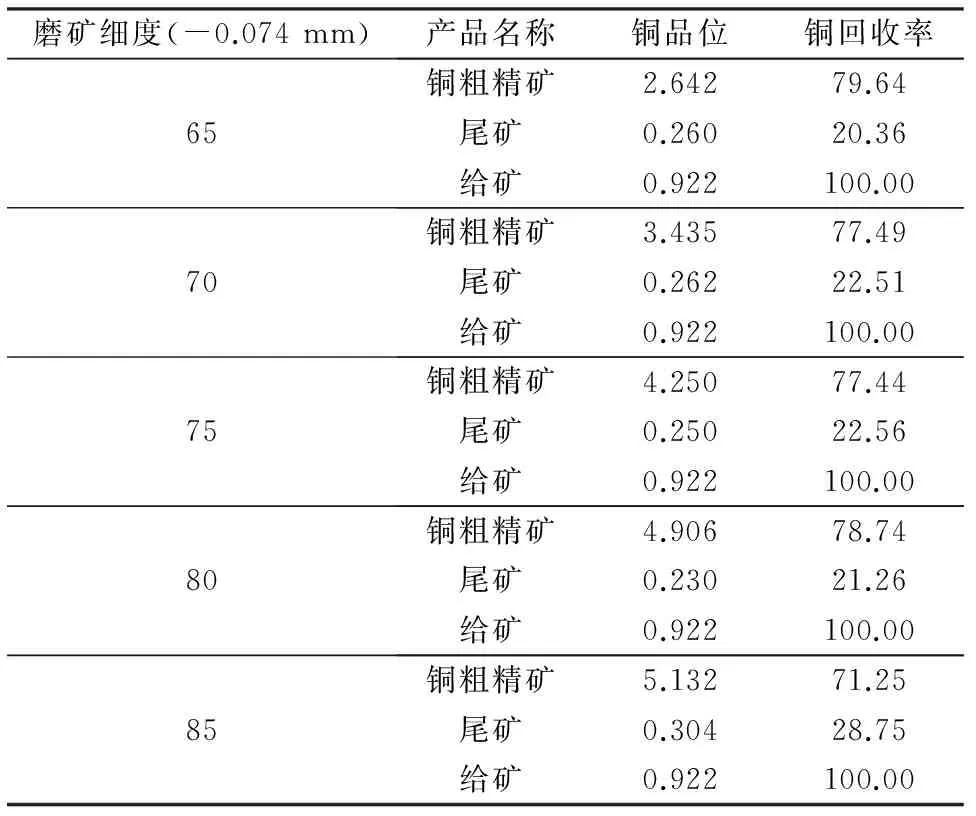
表8 混合粗精矿再磨细度试验结果 %
由表8可知,随着磨矿细度的增加,精矿铜品位上升,但回收率呈下降趋势;综合考虑,确定混合粗精矿再磨适宜的细度为-0.074mm80%,此时铜粗精矿品位和回收率指标均较好。
2.3.3 石灰用量试验
在磨矿细度为-0.074mm80%,丁基黄药+DY-1(质量比1∶1)用量为10g/t,2#油用量为20g/t的条件下进行石灰用量试验,试验流程见图2,试验结果见表9。
由表9可知,随着石灰用量的增加,铜精矿铜品位显著上升,铜回收率先略微下降,当pH值达12.0后出现大幅度下降,综合考虑,确定铜硫分离粗选的石灰用量为3 500g/t。

表9 石灰用量试验结果
2.4 闭路试验
在条件试验和开路试验的基础上进行了闭路试验,试验流程见图3,试验结果见表10。
表10 尾矿回收铜硫闭路试验结果 %

产品产率品位CuS回收率CuS铜精矿0.6418.7234.5458.944.01硫精矿10.650.13538.387.0774.23浮选尾矿49.880.0560.6513.745.89重选尾矿38.830.1062.2520.2515.87给矿100.000.2035.51100.00100.00
由表10可知,闭路试验获得了铜品位为18.72%、铜回收率为58.94%,浮选作业回收率为74.00%的铜精矿;硫品位为38.38%、硫回收率为74.23%,作业回收率为88.23%的硫精矿。
3 结 论
(1)广东省大宝山矿铜选厂尾矿中含铜硫均偏高,铜主要以硫化矿形式存在,但由于可溶性铜及大量残留药剂的存在导致常规浮选法难以进行回收。
(2)试验采用螺旋溜槽预富集—铜硫混合浮选—粗精矿再磨—高碱抑硫浮铜的原则流程进行了选矿工艺研究。试验结果表明:采用1粗2扫溜槽丢尾、1粗1扫铜硫混浮、1粗2扫2精铜硫分离流程处理该矿石,最终获得了铜品位为18.72%、铜回收率为58.94%,浮选作业回收率为74.00%的铜精矿;硫品位为38.38%、硫回收率为74.23%,作业回收率为88.23%的硫精矿。
(3)试验采用低成本的螺旋溜槽丢弃了可溶性次生铜及部分矿泥,对后续铜硫分离提供了良好的浮选环境,是试验取得成功的关键之处。
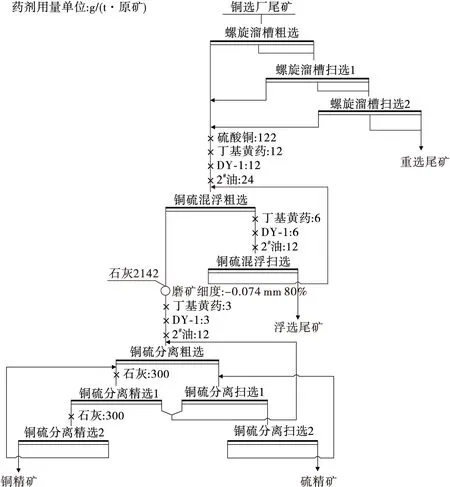
图3 大宝山矿尾矿回收铜硫闭路试验流程
[1] 黄万抚,王 宏.新型药剂浮选江西某难选铜矿的试验研究[J].有色金属科学与工程,2013(3):62-67.
[2] 李宗站,刘家弟,王振玉,等.国内铜硫浮选分离研究现状[J].金属矿山,2010(7):67-70.
[3] 邱廷省,徐其红,匡敬忠,等.某复杂硫化铜矿铜硫分离试验研究[J].矿冶工程,2011(4):45-48.
[4] 胡为柏.浮选[M].北京:冶金工业出版社,1983.
[5] 许 时.矿石可选性研究[M].2版.北京:冶金工业出版社,1989.
[6] 邱廷省,刘燕波,艾光华,等.含金低铜高硫难选铜硫矿石浮选分离工艺研究[J].矿山机械,2014(1):96-99.
2015-01-27)
胡文英(1986—),男,工程师,512127 广东省韶关市曲江区沙溪镇。