基于单片机在PVC装饰板生产线上应用的探讨
2015-03-05辽宁职业学院付王敏捷
辽宁职业学院 刘 梅 付王敏捷
基于单片机在PVC装饰板生产线上应用的探讨
辽宁职业学院 刘 梅 付王敏捷
【摘要】近年来PVC装饰板复合材料作为建筑材料、装饰材料发展最为迅猛,为了提高生产质量与生产效率,降低生产成本,减少浪费,研究与探讨智能PVC装饰板自动生产线,系统具有工作稳定、抗干扰能力强、控制精度高、反应能力快等特点。
【关键词】单片机应用;自动生产线;PVC装饰板生产
单片机,全称单片微型计算机,又称微控制器,是把中央处理器、存储器、定时/计数器、各种输入输出接口等都集成在一块芯片上的微型计算机。它以应用为中心,被广泛的应用在嵌入式系统领域。现代人类生活中所用的手机、电话、计算器、家用电器、电子玩具、掌上电脑以及鼠标等电脑配件中都配有1-2部单片机,复杂的工业控制系统上甚至可能有数百台单片机在同时工作。
PVC装饰板复合材料作为近年来发展最迅猛的建筑材料、装饰材料之一,他以实用性强、便于加工、可靠性、材料来源广泛,价格低,硬度高,使用寿命长、安装方便,省工省时等诸多绝对多优势,得到用户的认可并有广泛应用,通过多年对PVC装饰板生产的探索,同时对单片机的应用研究,适时将两者集成为一体,实现智能的PVC装饰板自动生产线,以提高生产质量和生产效率,下面就生产线进行一下解析。
自动生产线是一个基于机、电、气一体化的自动化生产加工系统。整个生产线系统共分四个工作单元模块组成即:上料+检测模块、运送模块、加工模块、分类模块。每个模块由一个单独的单片机控制器控制,构成一个工作单元,各工作单元之间采用CAN总线连接方式。单元化生产线系统组成如图1所示。

图1 模块化生产加工系统组成
工件在生产线上从一个单元模块到另一单元模块的传送过程是这样的:上料单元将大工件按顺序排放好后进行提升,接下来再进行传送,运送单元是将大工件从上料单元直接运送到至加工单元,工件到加工单元后,将大工件进行加工,同时对加工的工件进行检测,判断生产出的是成品或是废品信息,通知下一单元,将加工好的工件送至分类单元,分类单元将工件按类型送入相应的料仓并统计工件的数量和总量,如加工单元有废品产生,则分类单元将废品直接送入废品收料处。
工件在生产线各单元的工作顺序,是信息(如准备好、忙、完成等)通过总线在各工作单元之间相互交流,每个工作单元成为总线上的一个节点,由各工作单元产生的与工步有关的信息能准确地传递给其他的工作单元。
1 上料单元
1.1 上料单元的工作流程
上料单元是智能PVC装饰板自动生产线最开始的工作单元,为其他工作单元提供最初的原材料。
1.2 控制系统硬件构成(如图2所示)
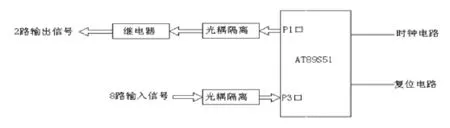
图2 上料+检测单元控制系统硬件构成
控制器采用单片机AT89S51;输入元件包括手动/自动切换开关、复位按钮、上电按钮、单元/联网切换、急停按钮;输出元件包括提升电磁阀、回转工作台电机;为了提高其抗干扰能力,输入/输出接口模块均采用光耦隔离电路。
1.3 上料单元的程序流程(如图3所示)
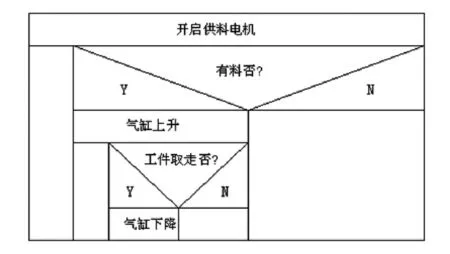
图3 上料单元的程序N-S流程图
2 运送单元模块控制器系统
2.1 运送单元模块的功能
机械手将工件从上料单元运送到加工单元。
2.2 运送单元控制器系统硬件构成(如图4所示)
1)基于AT89S51的微处理器模块的设计
本生产线上采用美国Atmel公司生产的AT89S51单片机微处理器芯片作为控制器系统核心,每个单元单片机通信电路采用与CAN控制器的连接通过总线方式,采用外部总线扩展的设计方法,当总线扩展的并行口不够用的时候,是通过扩展8255芯片来解决的。
2)输入/输出模块的设计
运送单元采用13路输入,7路输出。为了提高抗干扰能力,输入/输出模块均采用光耦隔离电路。
3)单片机的P0、P3口做为输入口,输入信号经光耦隔离电路后被送入单片机,P1口做为输出口,输出信号由光耦隔离驱动继电器,再由继电器触点接通或断开各个气动电磁阀。
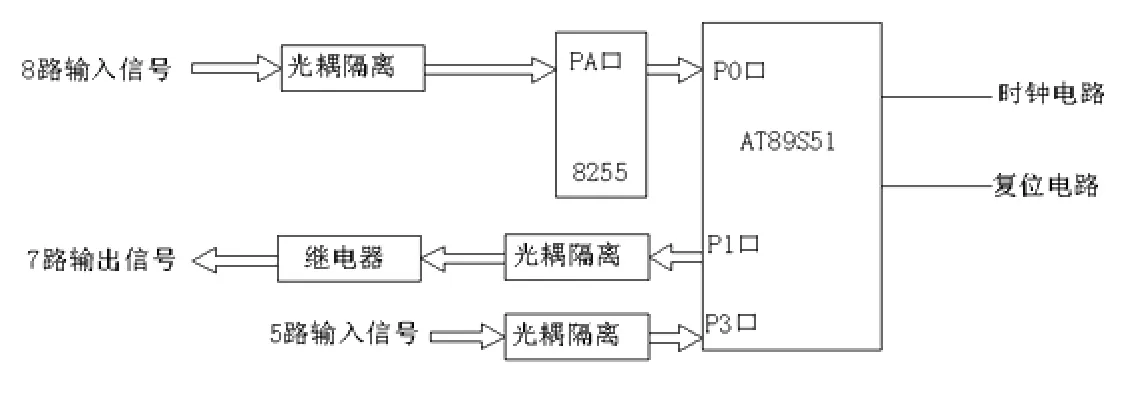
图4 运送单元控制器系统硬件构成
2.3 AT89S51单片机与8255的并行输入/输出口的使用分配如下所示
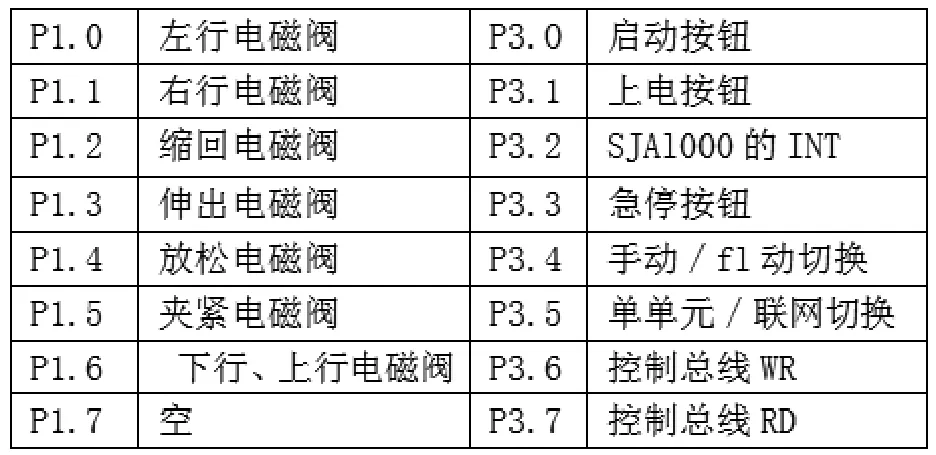
表1 P1、P3口的分配
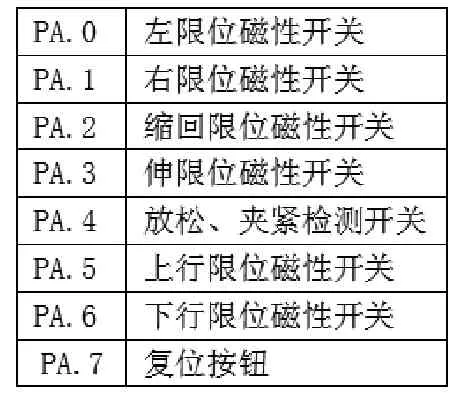
表2 8255口的分配
2.4 运送单元控制器的程序流程(如图5所示)
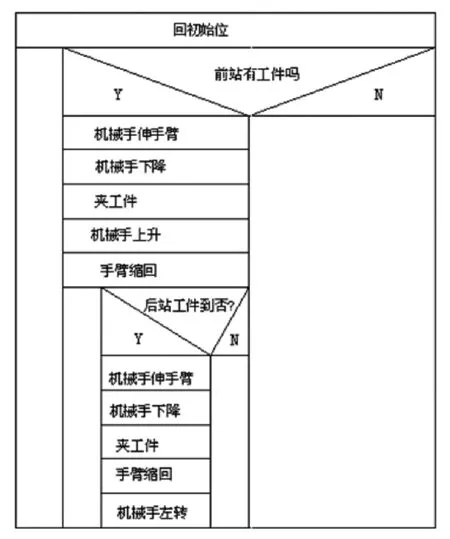
图5 运送单元控制器的程序N-S流程图
3 加工单元
3.1 加工单元的工作流程
加工单元将上料单元的工件对加工台上进行钻孔加工成为产品。旋转工作台是加工单元的主要部件,台上有4个用于存放工件的工位,每个工位的下面都对应有一个圆孔,主要的任务是通过光电传感器对工件加以识别。加工过程开始时,先检测第一工位上是否已准备好了工件,如果准备好了,则工作台开始旋转,当工件到达第二个工位(即加工工位)时,则对工件进行钻孔加工。加工完毕后,工作台再次旋转到达第三工位,此时要对工件上的钻孔深度进行检测,以此来判断是产品是正品还是废品;检测完后,工作台再旋转到达第四工位时停止,一个工作周期完成。

图6 加工单元控制系统硬件构成
3.2 控制系统硬件构成(如图6所示)
输入端包括手动/自动切换开关、上电按钮、复位按钮、急停按钮、单单元/联网切换、电感式接近开关、光电开关、磁性开关、电容传感器;输出端包括伸缩电磁阀、传感器升降电磁阀、电机升降电磁阀、钻孔电机、工作台电机。
3.3 加工单元的程序流程(如图7所示)
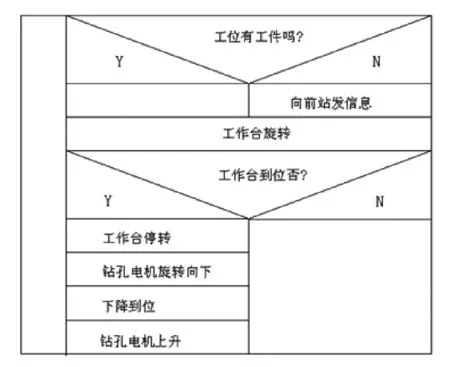
图7 加工单元的程序流程
4 分类单元(如图8所示)
4.1 分类单元工作流程
工件加工好后区分成品与废品,再由运转的输送带送到各个不同的仓库,并统计工件的数量。
4.2 控制系统硬件构成(如图8所示)
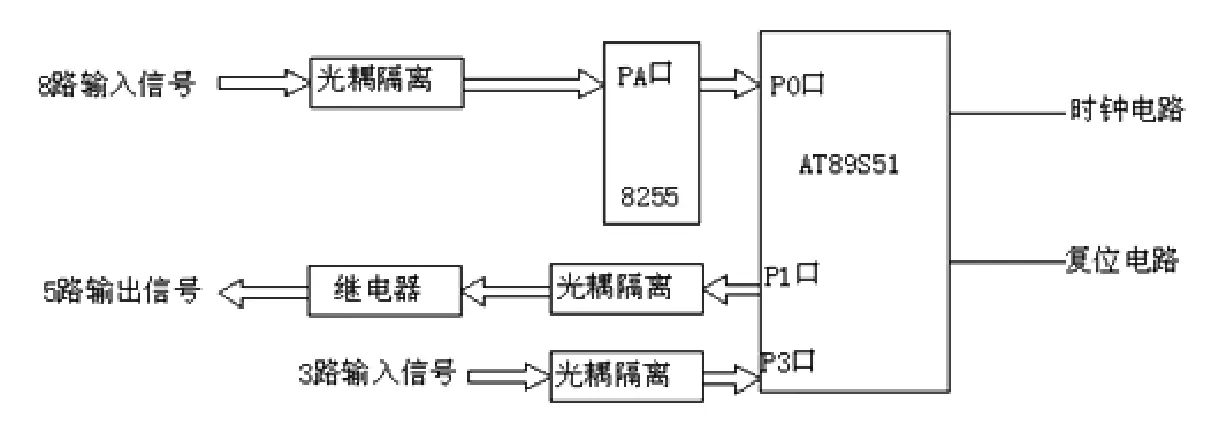
图8 分类单元控制系统硬件构
输入元件包括手动/自动切换开关、上电按钮、复位按钮、急停按钮、单单元/联网切换、磁性开关(上下、左右、前后限位);输出元件包括上升下降电磁阀、左移电磁阀、右移电磁阀、机械手左移电磁阀、机械手右移电磁阀。
4.3 程序流程图(如图9所示)
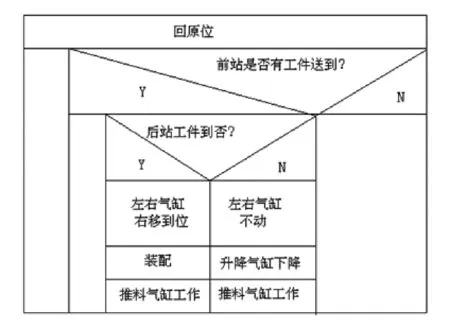
图9 分类单元N-S流程图
5 单元模块间通信
自动生产线各单元之间进行通讯,把整个生产线生产四个单元间的数据联系如工件传送、装配信息、废品信息等,从上一单元送至下单元,保证系统安全、可靠的运行。系统中各单元开始工作的运行信号,是由前单元给出的,只有上料单元是通过启动按钮启动工作的。
本系统采用了四部单片机组成智能PVC装饰板自动生产线,具有工作稳定、抗干扰能力强、控制精度高、反应能力快等特点。同时减少浪费,降低了生产成本,提高产品质量等方面发挥重要的作用。
刘梅(1969—),女,辽宁阜新人,副教授,现供职于辽宁职业学院。
作者简介:
