数控机床故障分析与诊断方法
2015-03-05中航工业沈阳黎明航空发动机集团有限责任公司郭渝萍王德林卜怡生
中航工业沈阳黎明航空发动机(集团)有限责任公司 郭渝萍 王德林 卜怡生
数控机床故障分析与诊断方法
中航工业沈阳黎明航空发动机(集团)有限责任公司 郭渝萍 王德林 卜怡生
【摘要】本文主要以数控机床故障诊断方法为研究对象,介绍了数控机床的常见故障的诊断过程与分析方法,归纳总结了数控机床故障诊断与维修方法,为从事数控设备维修工作者提供技术储备及宝贵经验。
【关键词】数控机床;诊断方法
1 数控机床的概念及工作原理
1.1 数控机床及数控系统
用数字化信息进行自动控制的技术称为数控技术,数控机床是采用数控系统控制,即装备了数控系统的机械加工设备。
当前数控机床采用的数控系统种类很多,国内外很多公司及本公司的数控机床主要配置德国西门子和日本发那科两大数控系统。
1.2 数控机床的结构组成
数控机床一般由CNC系统,输入/输出设备,伺服系统,驱动执行机构装置,可编程控制器(PLC),机床本体和测量反馈元件组成。如图1所示。
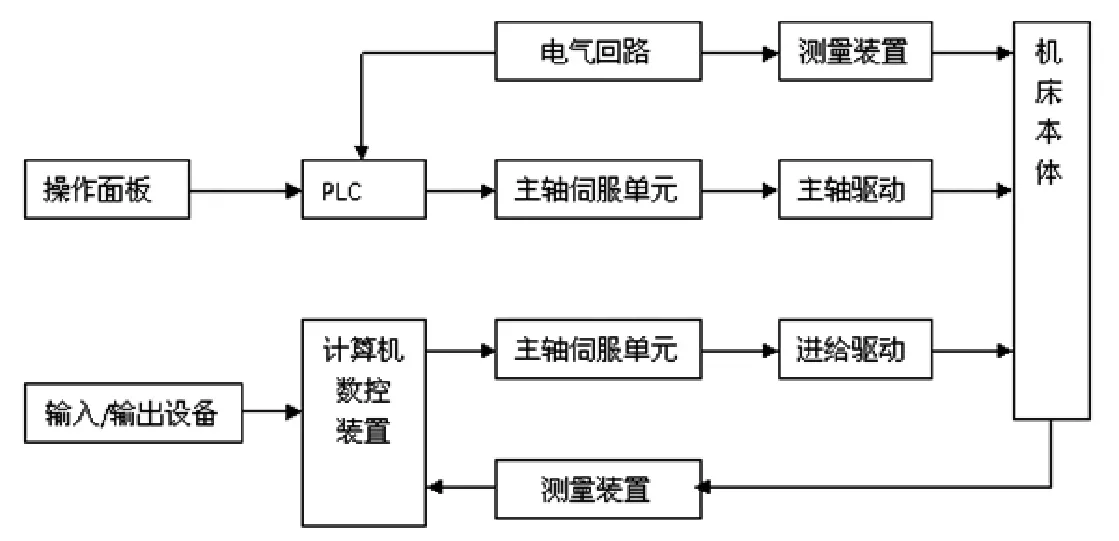
图1 数控机床的构成
2 数控机床的诊断方法
2.1 故障诊断的基本概念
数控系统故障诊断技术,是在系统中,在不拆卸机床的情况下,通过数控系统显示的现行状态,明确机床故障产生的原因及部位,采取相应的解决方法和相应的预防措施的技术。
2.2 机床故障的诊断原则
1)首先外部然后内部;现代数控机床是集机械、液压、电气一体化的设备,这就要求维修人员以此为原则,在维修数控设备时采用望、听、闻等方法,由机床外部向内部逐一进行排查。
2)首先机械然后电气;数控机床是技术复杂自动化程度高的机械加工设备,一般情况下,机床机械部分的故障比较容易发现,而数控系统及电气故障的分析难度就比较大。
3)首先静然后动;维修人员本身要做到先静后动,不可盲目动手。应先向设备操作者询问故障是如何发生的,当时设备的加工状态等。查阅机床电气图纸及相关资料,大致确定故障原因后,方可动手检查和处理故障。
4)首先公用然后专用;影响全局大多数是公用问题,影响局部往往只是专用部分。
5)首先简单然后复杂;当一台数控机床出现故障时,往往有几个报警信息,此时应先处理容易的问题,然后再处理较大难度的问题。
6)首先一般然后特殊;在维修设备故障时,应首先排查最常见的故障原因,再逐步分析平时极少发生的特殊原因。
2.3 机床故障的诊断方法
1)外观检查法:观察机床的外观及硬件连接部分,对可检测的部分进行在线监控。对系统软件及参数数据等,经常用到的常规检查方法是:a)目测;b)手摸;c)通电。
2)仪表测量法:当数控设备发生故障时,常用电工检测工具和仪表,根据该设备的电气原理图对发生故障部分的电压,脉冲信号和电源指示等,实行现场测量。如:用万用表测量电网电压三相是否均衡、接地是否牢固。还可用示波器检查位置测量信号的反馈回路的信号状态等。
3)PLC程序法:查看PLC程序是维修人员分析设备故障的常有方法。
4)接口信号法:如数控设备发生故障时,维修人员从PLC和NC信号交换的知识出发,结合数控机床外部条件的I/O接口信号的状态,确定故障点。
5)控制模块交换法:大多数数控系统都采用模块化设计,机床的各个伺服轴的控制单元大都采用相同型号的模块。例如,机床X轴控制模块报警,可以把X轴与Y轴的相同型号的控制板互换,如果相同故障从X轴转移到Y轴,就能快速判断是X轴控制板发生了故障。
6)修改参数法:当某轴进给发生故障时,为确定是否为伺服电动机故障和光栅尺,读输头故障。可以通过修改系统参数的方法,将该轴由全闭环控制改为半闭环控制,用以脱开位置环,检查速度环。
3 数控机床常见故障诊断与分析
3.1 数控机床主轴常见故障
1)主轴变速齿轮挂挡故障,原因:a)主轴换档定向控制电路出现故障;b)齿轮错位,挂挡位置与正确位置出现角度偏差,发生“顶齿”,因而造成挂不上挡的故障。
2)主轴不定向或定向位置不准确,首先检测电缆线和连接部分是否接接触不良或短线,再检查主轴编码器的固定螺栓如连接器上螺钉是否良好、紧固,最后检查脉冲编码器是否进水或损坏。
3)主轴转动时振动和噪声太大,这种现象大多数是机械方面的原因,例如:轴承预紧力不够,使主轴产生轴向窜动;主轴轮承损坏;主轴与主轴电机的连接皮带过紧;润滑不良;主轴负荷太大等。
3.2 数控机床进给伺服轴的常见故障分析
数控机床给伺服轴发生故障时,大致有三种表现形式:一是在操作面板(CRT)上显示故障报警信息,二是在机床进给轴的伺服驱动模块上有故障灯,显示报警号,三是机床进给轴运动异常或不运动,然而机床无任何信息显示。归纳总结进给伺服系统的常见故障:1)轴超程;2)过载;3)窜动;4)爬行;5)振动;6)伺服电动机不转;7)位置误差;8)漂移;9)回参考点故障;10)伺服单元及风扇故障;11)连接电缆及检测回路故障。
3.3 数控机床返回参考点故障及诊断方法
目前企业中的数控设备大多数采用的是增量式测量装置,因此,机床开机必须进行各轴返回参考点的操作,发生故障的几率就非常大。故障发生的原因主要有:一是机床返回参考点的检测的零点开关损坏或撞块松动,二是数控系统与检测元件的连接电缆接触不良或断开,三是系统回零轴的控制板故障。诊断方法主要根据机床回零轴接口地址信号有无0、1变化,及测量电缆线的通断来判断是属于机床零点开关、撞块、还是数控系统轴控制板的故障。
3.4 数控机床操作软件故障及诊断方法
软件故障是由软件变化或丢失而形成的,可能有:1)操作失误,操作者在在调试加工程序时更改了机床参数或软件内容,造成数控系统软件故障;2)保持系统参数的电池电量不足,使数控系统丢失软件和参数,使机床显示软件报警。值得注意的是,数控机床更好电池时,必须带电进行。开关系统电源是清除软件故障的常用方法。
4 数控机床故障诊断技术的展望
数控机床故障诊断技术的发展方向有以下几个方面:1)通信诊断;2)自修复系统;3)具有人工智能功能的专家故障诊断系统;4)基于因特网的远程故障诊断系统;5)应用人工神经网络进行诊断;6)多传感器融合技术;7)小波理论在机械检测中的应用。数控机床技术的迅速发展,使世界制造业的竞争日益激烈,先进的数控机床故障诊断技术将成为取胜的关键,因此,深入研究世界先进的故障诊断技术具有深远的现实意义。
参考文献
[1]任建平主编.现代数控机床故障诊断及维修[M].国防工业出版社.
[2]黄卫主编.数控机床及故障诊断技术[M].机械工业出版社.
[3]李虹主编.数控机床电气控制与维修[M].电子工业出版社.
郭渝萍,女,大学本科,高级工程师,中航工业沈阳黎明航空发动机(集团)有限责任公司四级技术专家,从事数控设备维修研究。
作者简介:
