一种用于多给料机的磨机智能给矿控制方法
2015-03-03王庆凯邹国斌赵建军王宝胜谢敏熊
王庆凯,邹国斌,赵建军,徐 宁,王宝胜,谢敏熊
(1.北京矿冶研究总院,北京100160;2.矿冶过程自动控制技术北京市重点实验室,北京100160;3.山东黄金矿业 (莱州)有限公司三山岛金矿,山东 莱州261442)
近年来,随着选矿厂生产规模的扩大,为了保证磨机给料可靠和连续,通常配置多个大容量的矿仓和多台给料机;为了保证磨机给料平稳,通常在进入磨机的给料皮带上安装皮带秤,检测磨机入矿量,通过手动控制、单回路闭环控制及智能控制算法来实现磨机给矿的闭环控制。
手动控制即操作人员根据矿量实时测量值手动调整给料机的开关数量和每个给料机的下料量,该控制方式需要操作人员始终关注矿量波动,劳动强度大且调节速度慢、稳定性较差;单回路闭环控制包括目前工业上常用的PID控制及变形控制算法,在控制单台给料机时,该方法基本上可以稳定磨机给矿量[1-2];目前国内外也针对上述过程开展了智能控制算法的研究,典型的控制算法包括大间隔采样积分控制方法、模糊控制等[3-5],上述智能控制算法克服了磨机给矿系统的大滞后给控制效果带来的负面影响,控制的精度更进一步得到了提升。上述控制算法都未考虑到矿仓内部矿料长久不运动导致的板结情况和多个给料机切换带来的矿量波动,未能有效缓解生产故障,未能实现磨机给矿的精细化控制。
因此,针对多个给料机的磨机给料过程开发智能控制算法,对实现生产安全和稳定磨矿过程均具有重要意义。
1 智能给矿控制需求
典型的磨矿给矿过程见图1。为了保证矿仓下料均衡,通常在矿仓的不同位置设置多个给料机,多个给料机的矿量汇总到一条给矿皮带进入磨机。给矿皮带上安装皮带秤检测实时矿量,通过调节给料机或者皮带配置调速装置实现给料量连续可调。

图1 典型多给料机的磨机给矿流程
实际生产过程中,进入矿仓的矿石含5%左右水分,某一区域的矿石长时间不动作时容易板结,导致给料机无法下料;粉矿仓矿量和矿仓料位高度会随着给矿和排矿实时变化,各个给料机给料能力有差异;各给料机和电子皮带秤距离不一样,导致控制滞后时间不同;给料设备非正常损坏,导致短时间无法下料;因此智能给矿有下列需求:①循环布料:防止矿仓内部物料板结;②时变性:克服矿仓内部储矿量变化造成的下料机给矿能力发生变化;③差异性:不同给料机给料能力不完全一致;④滞后性:给料机下料点和皮带秤安装位置的距离导致控制时间滞后;⑤突发性:给料设备机械故障、电气故障及通讯故障等造成的异常状况。
2 多给料机的磨机智能给矿控制策略
根据上述控制需求,设计智能给矿控制策略。其控制流程见图2,具体包括初始化模块、通讯模块、倒口判断模块、料仓选择模块、无扰切换模块、恒定给矿控制模块;其中初始化模块设定智能控制各相关参数;通讯模块与选矿厂自动化系统通讯,获取过程数据并将控制值传送给自动化系统;倒口判断模块根据预定规则判断需要切换至其他料口的料机;料仓选择模块依据权重选择函数选定新的目标料口;无扰切换模块完成料口切换过程的启停与频率设定控制;恒定给矿控制模块根据矿量设定值实时调整给料机的输出频率。
主要控制策略步骤包括以下部分。
1)初始化,设定各控制参数,包括第i个给料口倒口料位Ls(i)(i=1,...,n,下同)、第i个给料机倒口电流cs(i)、给料机倒口运行时间限tL、第i个给料机距离皮带秤的距离di、第i个给料机的给矿能力pi、传输皮带速度s。
2)通过与选矿自动化系统通讯,交互参数,获取第i个给料口实时料位Lr(i)、第i个给料机运行电流cr(i),实时给矿量 wr,给矿设定值 ws等,将控制结果第i个给料机启停命令字Rs(i)和运行频率设定fs(i)传送至自动化系统。

图2 多给料机的磨机智能给矿控制策略框图
3)根据实时参数与倒口规则,判断是否需要倒口,若需要则定义该料口为Bu,并跳至步骤4),否则跳至步骤6)。
4)根据料仓选择逻辑规则确定新料口,定义为Bn,并跳至步骤5),若无备选料仓,则给出报警提示,并跳至步骤6)。
5)将恒定给矿控制暂时切换至手动状态,根据第Bu号料仓与第Bn号料仓之间的物理位置和传输皮带速度s,确定开关料机的先后顺序及延时时间,根据第Bu号料仓与第Bn号料仓的给矿能力及原始给矿频率得到新开给矿机的给矿频率初始设定值,等待一定时间T后,将恒定给矿控制切换至自动状态。
6)若恒定给矿控制为手动状态,则维持给料机频率不变,否则根据给矿实际值w与给矿设定值ws之差对给矿设定频率进行调整。
7)若控制方法继续,跳至步骤2,否则结束。
3 现场应用
该控制策略用在了山东黄金集团下日处理量达8000t的金选矿厂,该选厂场粉矿仓下有8台给料机,参考上述控制策略步骤,具体的参数设定和实施过程如下所示。
1)初始化模块1,设定各控制参数,根据现场实际情况,各给料口空料前的料位分别为{1.5m,1.8m,1.7m,2.1m,2.2m,2.5m,1.9m,1.4m},取裕量为0.5m,得到倒口料位分别为{2.0m,2.3m,2.2m,2.6m,2.7m,3.0m,2.4m,1.9m};根据长期的数据分析得到倒口电流分别为{7.0A,6.4A,6.6A,5.9A,6.2A,6.4A,6.6A,7.2A},给料机的给矿能力分别为{10.1t/Hz,9.8t/Hz,9.9t/Hz,10.3t/Hz,9.5t/Hz,10.5t/Hz,9.9t/Hz,10.2t/Hz};根据实际情况设定各给料机距离皮带秤的距离{24m,29m,33m,37m,24m,29m,33m,37m}以及传输皮带速度1.0m/s,给料机倒口运行时间限tL设定为3h。
2)通讯模块2通过OPC方式与选矿自动化系统通讯,交互参数;根据自动化系统的变量表及通讯规则建立读数据变量列表,包括第i个给料口实时料位lr(i)、第i个给料机运行电流cr(i),实时给矿量w,给矿设定值ws;根据自动化系统的变量表及通讯规则建立写数据变量列表,包括给料机启停命令 Rs(i)和运行频率设定fs(i);数据读写周期为1s。
3)倒口判断模块3遍历各运行中的给料机,根据倒口规则判断需要停止的给料机,其判断步骤包括:①若运行中的第i个给料机对应的料位Lr(i)低于倒口料位Ls(i),则该料口即将空料,需将给料倒至其他口,Bu=i,跳至步骤4;②若运行中的第i个给料机的实际电流低于负载电流下限cs(i),则该给料机已经处于空载状态,需将给料倒至其他口,Bu=i,跳至步骤4;③若第i个给料口连续运行时间超过倒口运行时间限tL,则需将给料倒至其他口,Bu=i,跳至步骤4;④若实际给矿量w明显小于第i个给料机运行频率与给矿能力之积,则说明该给料口已经无法下料,需将给料倒至其他口,Bu=i,跳至步骤4。

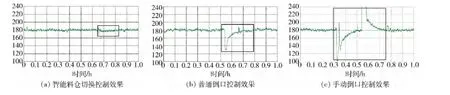
图3 不同磨机给矿控制策略应用效果
5)无扰切换模块5控制给矿机的启停时序控制及初始频率设置,以实现倒口过程的矿量无扰,其步骤包括:①将恒定给矿控制暂时切换至手动状态,避免切换过程中恒定给矿控制对给料机频率进行调整;②计算新开给料机初始设定频率;③判断旧给料口与新给料口之间的空间位置;④等待延时时间,开启新给料机或关闭旧给料机;⑤等待延时时间T后,将恒定给矿控制切换至自动状态。
6)恒定给矿控制模块6调整给料机的运行频率,实现给矿量跟随设定值的控制功能,具体步骤包括:①若恒定给矿控制为手动状态,则维持给料机频率不变;②若恒定给矿控制为自动状态,且给矿误差在死区范围内,维持给料机频率不变;③若恒定给矿控制为自动状态,且给矿误差超出死区范围,则将给料机频率进行调整;④频率调整后等待延时时间T后再进行下一次判断和调整。
图3展示了智能给矿控制、普通倒口控制(纯PID控制)和手动倒口控制的效果对比。图3中实线方框内即为切换料仓时矿量的数据曲线。长时间统计数据表明,智能给矿控制系统的应用可将倒口时的矿量波动减少80%以上。
4 总结与展望
本文针对多给料机的磨机给矿过程,提出了一种智能控制策略。应用效果表明,相比常规控制策略,该控制策略有效解决了磨机给矿时变性、差异性、滞后性和突发性等问题,避免了矿仓内矿料板结,实现了多个给料机的无扰动切换,稳定了磨机给矿量。
[1] 郭振宇,赵浩,刘继明,等.城门山铜矿选矿过程DCS系统设计与应用[J].有色金属工程,2012(5):49-51.
[2] 杨树亮,范凌霄,严凡涛,等.磨矿自动化控制系统在赤峰某钼矿的应用[J].有色金属:选矿部分,2012(4):67-70.
[3] 兰岚,徐文立,姜偕富,等.具有纯滞后的皮带配料系统控制器设计与应用[J].系统工程理论与实践,2004(8):107-100.
[4] 申晓良.自动化在磨矿分级控制中的应用[J].中国矿山工程,2012(6):33-35.
[5] 胡博.磨矿自动控制系统在广东大顶矿业的应用[J].南方金属,2012(8):27-30.
