基于PCI-1240板卡的漏嘴漏板自动装配控制
2015-03-01刘艳高长水
刘艳,高长水
(南京航空航天大学 机电学院, 江苏 南京 210016)


欢迎投稿欢迎刊登广告欢迎订阅

基于PCI-1240板卡的漏嘴漏板自动装配控制
刘艳,高长水
(南京航空航天大学 机电学院, 江苏 南京 210016)
摘要:以漏嘴漏板自动装配机构为研究对象,设计开发其控制系统,完成漏板漏嘴自动装配机构的自动化控制,用于提高漏板漏嘴自动装配的效率和精度,同时改善工作环境。设计了由PC和PCI-1240运动控制板卡为主要控制器,实现xyz和z轴的控制;并辅助选用PLC可编程逻辑控制器,应用于气动、反馈和报警控制。同时利用Visual Basic构建了人机友好界面,控制该系统能够准确自动装配,从而实现漏嘴漏板的精确装配。
关键词:PCI-1240; 运动控制; 数控加工
0引言
池窑漏板是玻璃纤维生产中重要的工艺装置,用于玻璃原料的熔融和玻璃纤维的拉丝成型,形状为底部带有漏嘴(孔数一般为800~4000)的槽形容器,漏板如图1所示,漏板具有底板薄(1.5mm),漏嘴小且具有多种规格(最小直径为2.3mm),漏嘴分布密度高(最小间距仅2mm)等特点[1],漏嘴一般由铂铑合金或铂铑合金基弥散强化材料制成。目前漏嘴漏板装配都是由人工分拣漏嘴,手工定位,通过简单机械结构手动装在底板上。装配速度低,装配工时占漏板加工工时的1/3,且装配精度低,满足不了市场的批量生产需求。因此漏嘴漏板装配的自动化亟待提高。在满足加工过程和精度的要求上,设计了一套漏板漏嘴自动装配设备,如图2所示。在此基础上设计了由PCI-1240运动控制板卡、PLC和PC机组成的控制系统,PC机为上位机,它通过运动控制卡和PLC来实现漏板的自动定位和漏嘴装配过程中的实时控制。

图1 漏板

图2 自动装配设备
1硬件实现
1.1 装配过程
漏嘴漏板装配过程分为2个阶段:1) 进给阶段。运动控制卡接收到数控程序后控制x、y、z轴运动,直到位置传感器返回x、y、z轴移动到的指定位置以及z’轴下移到的指定位置后停止运动,并将信息反馈给PLC;2) 加工阶段。PLC接收信号,控制气动执行机构将漏嘴输送到位后,反馈信号给PLC,接下来PLC控制z’轴上的气动执行机构将漏嘴冲压至漏板所对应的孔上,并反馈信号给运动控制板卡,控制卡控制z’轴上移一定距离,防止与前一个漏嘴干涉。此时本次装配周期完成,判断装配是否全部完成,进入下一装配周期,循环。另外更换漏板时z轴需要上移做较大距离。其控制框图如图3所示。

图3 控制框图
1.2 PCI-1240运动控制卡
“工控 PC 机 + 运动控制卡”是一种用于 PCI 运动控制的经济型解决方案。以 PC 机为主控制器,运动控制卡作为从机,通过自定义的命令通信协议,实现位置与速度的精确控制[2]。工控 PC 机负责人机交互界面的管理、控制系统的实时监控;运动控制卡完成运动控制的各项要求。通过调用 PCI-1240 的高级 DLL驱动程序,较容易链接到VC ++ ,Visual Basic 或 BCB,实现对运动函数库的二次开发。
1.3 PCI-1240与伺服电机连接
运动控制板卡与电机接线图,如图4所示,实现了对漏板所在工作台的位置闭环控制,以及相关的限位开关和接近开关的信号接收处理。采用CW/CCW脉冲输入方式控制连线;SRV-ON接板卡OUT4口,控制伺服电机接通;接近开关接板卡的IN1口,当IN1口接收到高低电平变化后,在RR4寄存器中可读取其变化,同时反馈给板卡和PLC;正负限位开关和回零开关接板卡相对应的端口;外加DC24V电源,为控制信号供电;其中伺服电机中的报警和急停开关接PLC上,保证系统安全,快速反应。另外,讯号线必须远离强大电磁源如电源线、大型电动马达、线路开关或焊接机具,因为他们可能造成强大的电磁干扰;为避免坏境噪音过大,应使用双绞线连接伺服电机。
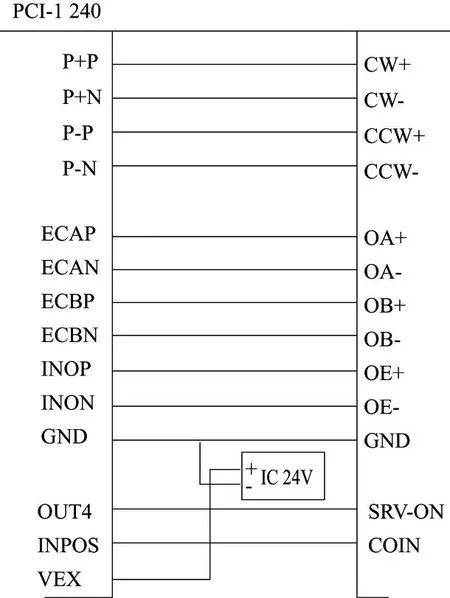
图4 线路转接图
2软件实现
2.1 DLL函数介绍
PCI-1240运动控制板卡提供强大的动态链接库(DLL),方便用户自主开发适合需求的控制程序和反馈监控。其中包括两轴直线、圆弧连续插补,连续或点对点运动,自动回原点以及8种中断模式和实时监测读取寄存器值等多种控制函数。控制系统在windows系统下用VisualBasic进行上位机界面的开发控制和反馈监测,实现自动直线精确进给和报警急停。
2.2 控制要求
如图1所示,由于一块漏板上有800-4000个不等数量的孔,加工要求x,y轴的重复精度为0.2mm,漏嘴与漏板的垂直精度要求为0.1mm。根据生产率要求(60个/min),即在一秒钟之内完成一个漏嘴的装配过程:包括x、y、z轴的进给,漏嘴输送,和漏嘴的冲压。其中x、y轴的下一次准确进给在前一次冲压完成后立即进行,在冲头完成动作后抬起同时触发接近开关发送指令信号到控制器,上位机实时读取到信号后按指令控制伺服电机运动。
为了实现上述自动化装配过程且满足精度的要求,采用将漏板CAD图样保存为DXF文件,读取其中关键尺寸和位置信息的方法,将其最终数据转化为PCI-1240控制板卡可识别的板卡语言,从而完成不同位置准确进给且连续的过程控制。
2.3 运动控制实现
软件系统是整个运动控制系统的灵魂,软件编译的可读性和可识别性直接影响控制系统的速度和连续性[4]。
a)VB读取数据库信息
读取AutoCAD中DXF文件所提供的绘图信息,在安排好加工路径后存入在数据库中。VB连接数据库按顺序读取位置信息,并转化为PCI-1240控制板卡能够识别的加工路径。利用VB中ADOBE控件连接数据库。
获取表中的记录数:
Recordcnt=myRecondset.Recordcount
移动记录指针:
myRecondset.MoveFirst‘移动到表的第一条记录’
myRecondset.MoveLast‘移动到表的最末一条记录’
myRecondset.MovePrevious‘移动到表的上一条记录’
由于已经将加工顺序和加工位置记录在数据库中,只要将加工移动距离换算为脉冲数即可。在文中,只涉及直线运动路径。
脉冲当量δ=0.005,丝杠导程为8mm,即丝杠转一圈需要向控制器发送1600脉冲。当加工路径沿x轴走5mm,即向控制器发送1000脉冲,y轴同理。当加工路径为直线时,计算出xy轴脉冲数,进行直线插补。
b)VB实现数控进给和加工
首先调用P1240MotDevAvailable(BYTEbyBoard_ID)和P1240MovDevOpen(BYTEbyBoard_ID) 两个函数初始化PCI-1240运动板卡。软件控制流程如图5所示。在初始化完成后,控制电机实现第一点的定位,同时启动Timer定时器。设定定时器100ms循环扫描RR4寄存器中IN1口电位信号变化与否。判断P1240GetInput返回值和IN1口未变化前的数值比较。不同时,则执行P1240MotLine到下一个指定位置。

图5 软件流程图
DeclareFunctionP1240MotLine(ByValBidAsByte,_
ByValaxisAsByte,_
ByValRAAsByte,_
ByValPosXAsLong,_
知识建模是知识共享与重用的基础,是进行知识管理的关键,对航空制造业领域知识的分类是对其所包含知识进行管理的基础,可为从事本行业的人提供理论指导,以使纷繁复杂的知识得以依类整理,各有归属,从而建立起次序化、规范化、系统化的知识世界。本文从航空制造业领域知识分类入手建立面向知识层面的多层次、多维度的航空制造业领域知识表达模型[1],为航空制造业领域知识管理系统的构建奠定基础。对航空工业进行快速高效的设计制造生产活动起着至关重要的作用。
ByValPosYAsLong,_
ByValPosZAsLong,_
ByValPosUAsLong)AsLong
若下一点为x轴运动5mm,y轴运动2mm,重点程序如下:
PrivateSubTimer1_Timer()
Consta= 254
DimbAsInteger
ShowErrorP1240GetInput(currentboard,X_Axis,value)
b=value
Ifa<>bThen
ErrCode=P1240MotLine(currentboard,X_Axis,Y_Axis, 0, 1000, 400, 0, 0)
EndIf
EndSub
3结语
建立了一套漏嘴漏板装配控制系统,该系统用PC机作为上位机,运动控制卡和PLC作为下位机,实现漏嘴漏板精确高效装配,并在VB环境中实现界面友好和实时监测,完成漏板漏嘴数控进给的运动要求,改善原手动加工的精度差,效率低的缺陷。
参考文献:
[1] 周伟. 拉丝漏板自动焊接机器人系统开发[D]. 南京:南京航空航天大学.
[2] 李颖,谭立新. 基于PC和运动控制卡的开放式运动控制系统[J]. 仪表技术,2007( 4) : 43-45.
[3] 张智明, 梅顺齐. 基于PCI- 1240 的伺服电机控制系统研究[J]. 机电产品开发与创新,2006,19(2):124-125.
[4]VisualBasic从入门到精通[M]. 北京:清华大学出版社.
Research on Control System of Assembling Bushing Based on PCI-1240
LIU Yan, GAO Chang-shui
(College of Mechanical and Electrical Engineering, Nanjing University of
Aeronautics and Astronautics, Nanjing 210016, China)
Abstract:With the outomatic assembly equipment of the discharge spout as object of study, its control system is desiged to improve its efficiency, accuracy and working environment. The main controller with PC and PCI-1240 motion cards is used to controlx,y,zaxes and it is used with the PLC programmable logic controller for the pneumatic feedback and alarm control.
At the same time. VB is used in this system to build the friendly man-machine interface. The worktable feed is controlled automatically to do the accarete assembly of the discharge spout.
Keywords:PCI-1240; move control; NC machining
中图分类号:TP278
文献标志码:B
文章编号:1671-5276(2015)02-0185-03
作者简介:刘艳(1988-),女,江苏南京人,硕士研究生,研究方向:机电一体化。
收稿日期:2014-11-21
