细长型零件X射线自动检测系统研制
2015-02-24李晓庆吴建龙王飞成群林沈燕萍赵赛
李晓庆,吴建龙,王飞,成群林,沈燕萍,赵赛
(上海航天精密机械研究所,上海 201600)
航天产品中细长型箱体铸件空间孔位多,现有X射线检测方法工序繁琐、劳动强度大,检测周期难以满足型号生产进度要求。伴随着现代工业的发展,对X射线检测提出了高速度、高精度、高分辨率、高可靠性等要求。此外,检测工作劳动强度大,效率低,成本高,特别是射线检测对人体有害,劳动保护将成为主要问题。因此,射线检测设备的自动化和仪器的计算机化已成为X检测发展的方向之一[1-2]。针对航天产品特点、具体工业应用,研究实现X射线检测自动化的原理与方法,设计一种编程简单的控制方式和运动装置,实现低成本的X射线自动检测。
1 机械系统设计
1.1 设计思路
以航天产品中某型号细长型铸造零件为例,如图1所示,其上端面为滑轨,内部为型腔结构,两侧分布有连接支耳。为防止滑轨和连接支耳存在铸造缺陷,检测过程中零件在上方,X射线源位于零件正下方,检测焦距控制在800 mm左右。通过移动射线机实现零件不同型腔部位滑轨面和连接支耳的透照检测,如图2所示。
图1 某铸造零件局部结构示意图
图2 X射线检测部位示意图
在普通工业中,细长零件X射线自动检测要求对金属结构件进行全方位自动扫描。因此,自动检测系统的设计应考虑扫描速度 (指工件相对于X射线源的相对运动速度)、扫描方式、位置精度等因素。扫描速度v扫由图像分辨率 α和降噪时间t决定(v扫=60×α/t),其大小直接影响成像质量;扫描方式取决于工件尺寸与成像器尺寸的相对大小;位置精度可由机械结构和控制系统保证。
由于此系统通过垂直于工件的X射线检测出工件内缺陷分布状况,为了确定零件内部缺陷的位置,需控制X射线源沿工件长度方向运动,作单向扫描运动。且在呈像过程中对焦距有一定的要求,故将零件安装在X射线源上方。在一般的工业自动化检测中,常采用交流电机驱动的控制方式。按照被测工件检测质量以及成像器的最大分辨率和成像时间,设计电机控制系统以满足要求[3-4]。
1.2 机械结构设计
零件X射线检测试验装置,如图3、4所示,包括检测底架、零件的安装支架。

图3 X射线自动检测试验装置
图4 X射线自动检测试验装置原理图
移动台通过电机驱动齿轮齿条机构、导轨滑块机构可在底架框上移动,支架框上装有被检零件锁紧装置,试验时将零件固定在支架上。通过检测底架上的移动台机构,可将X射线检测设备移至试验要求位置,总设备中包括2个安装支架,其中一个在试验时固定,另一个通过万向轮移动至行程范围内的任意位置并固定,完成对不同长度零件的X射线检测试验。
1.3 伺服电机参数确定
伺服电机作为系统中最终运动执行元件,其输出力矩和运转速度的大小会直接影响检测工艺的顺利进行。
伺服电机额定输出扭矩Tw应满足公式 (1)要求:

式中:Tw为伺服电机额定扭矩;
i为系统传动比;
η为传动效率因子;
S为安全系数;
Tf为系统的负载力矩。
因为此系统的负载力矩Tf主要为导轨和滑座之间的摩擦力矩:

式中:μ为滑座导轨间摩擦因数;
m为移动平台和射线机总质量,kg;
g为重力加速度,kg/m2;
D为齿轮节圆直径,m。
根据设计的安全系数S=5,由式子 (1)和(2)计算可得伺服电机的额定扭矩为2.1 N·m。选择台达ECMAC20807伺服电机,其额定扭矩为2.39 N·m,其安全系数S可达5.3,满足设计要求。
设在电机额定速度输出下,移动平台的移动速度为vn,由齿轮齿条传动特点可知:

式中:D为为齿轮节圆直径,m;
n为电机额定转速,r/min;
i为系统传动比。
将相关数据代入式 (3),得vn=5 m/min。因伺服电机在其额定转速范围内运转时为恒扭矩输出,故在负载扭矩一定的情况下,移动平台的输出扭矩在(0,vn)范围内可调节,满足0.5~3 m/min速度可调的工艺要求。
2 控制系统设计
控制系统主要控制移动平台的位置移动来实现对发射筒零件不同部位的X射线的拍片检测,同时通过工业摄像机和工业监视器将射线源随移动平台在导轨上的位置移动进行实时、动态的图像显示。控制系统主要包括:人机交互界面功能设计;电气接口设计;控制流程设计。
2.1 控制系统硬件架构
系统主要实现的是移动平台在导轨上的位置移动,因此可以看成一个单轴系统的定位运动控制系统。目前,运动控制系统的定位控制从控制器选择方面主要有以下3种模式[5]:(1)可编程控制器即PLC控制模式; (2)工业计算机+运动控制板卡结合控制模式;(3)专业运动控制器PAC控制模式。此系统采用小型PLC输出脉冲控制伺服电机的模式。整个控制系统的硬件主要包括:控制器PLC、伺服驱动器及伺服电机、接近开关、工业摄像机、工业显示器、开关电源、空气开关、接触器等低压电气元件。系统的原理框图如图5所示。
图5 系统组成原理框图
2.2 人机交互界面功能设计
整个系统人机交互界面的示意图如图6所示,主要包括视频图像显示、工作过程状态指示、控制信号输入3个部分。
(1)视频图像显示
系统上电后,监视器以录像形式实时动态显示安装在移动平台上的摄像机所摄取的画面信息,同时对录像进行存储、记录。
(2)工作过程状态指示
通过设计颜色指示灯、报警器等对工作过程的状态进行指示。主要包括前行指示灯、后退指示灯、总电源指示灯及伺服报警指示灯。
(3)控制信号输入
通过按钮或开关触发PLC的相关输入点,PLC调用相应的程序功能块实现控制信号的预定功能。主要包括手/自动选择开关,挡位选择开关,前行、后退按钮等。

图6 人机界面示意图
2.3 电气接口设计
为了直观描述人机界面上的操作命令是如何通过PLC发送给伺服驱动器以及现场的信号如何经过PLC反馈传送给人机界面显示[6],对PLC的I/O口进行了电气设计。如图7所示,该接口电路通过外部的开关或按钮的通/断来改变PLC相应输入端子的电平信号,从而实现伺服电机的JOG运行、调速、正反转等运行状态。同时系统实时采集接近开关信号,对移动平台的位置进行定位控制。

图7 电气接口设计
2.4 控制流程设计
根据X拍片检测的工艺,设计了手动和自动两种控制流程。手动控制是直接伺服电机的JOG运行方式,即预先设定好驱动器速度参数,通过导通/断开伺服驱动器的相应控制点来实现电机的正/反转及启停;而自动控制则是通过编写PLC程序进行电机速度的调节以及检测点位置的判定,并通过系统定时触发,自动完成所有检测点的X拍片检测。系统的控制流程见图8。
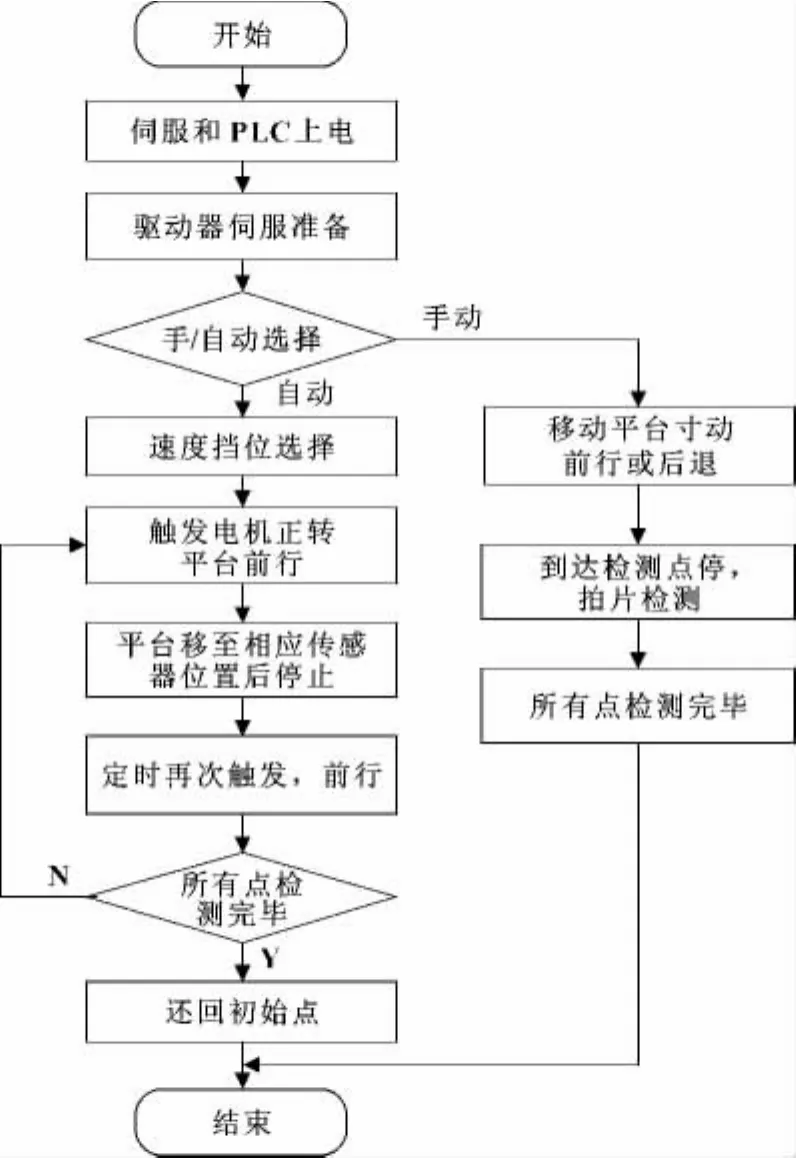
图8 系统手/自动控制流程
3 实验验证
基于以上检测装置及开发的控制系统,进行了试验验证,如图9—10所示。

图9 试验检测图

图10 试验中实时视频画面
长为3 000 mm的工件检测时间由原来的4 h减少到30 min,通过射线源的自动移动完成对工件的检测。实验结果表明:利用此装置可高效、可靠地实现工艺检测要求。
4 结论
(1)基于自动化、集成化的设计思路,设计了航天产品中某典型细长零件X射线自动检测系统,主要包括机械装置及控制系统两部分。
(2)研究成果已经在工程中得到成功应用,解决了该零件检测时复杂、繁琐的操作问题。零件检测时间得到了大幅缩减,生产效率得到了显著提高。
[1]耿荣生.无损检测技术的发展方向[J].无损检测,2012,23(1):1-5.
[2]LIAO T W,NI J.An Automated Radiographic NDT System for Weld Inspection:Part I:Weld Extraction[J].NDT & E International,2009,29(3):157 -162.
[3]马宏伟,陈富,杜功儒.长输管道无损检测自动化技术的研究进展[J].中国机械工程,2003,14(23):2066 -2069.
[4]蔡吉飞,赵鸿宾,张祖明.光电检测技术在机械设计制造中的应用[J].机械设计与制造,1999(1):56-57.
[5] TU Xuyue.Design of Air Compressor Monitoring System Based on Modbus Protoco[C]//Proceedings of International Conference on Electrical and Control Engineering,2010:710-713.
[6]周祖德,魏仁选,陈幼平.开放式控制系统的现状、趋势及对策[J].中国机械工程,1999(10):1090-1093.
