熔模铸造型壳缺陷产生原因与防止
2015-02-24潘玉洪
■潘玉洪
熔模铸造型壳缺陷产生原因与防止
■潘玉洪

水玻璃型壳常见的缺陷中,还有结疤、型腔残留物、飞翅、黑壳和搭棚等缺陷,现分析如下。
一、结疤
1. 特征
型壳的内表面出现像结疤状的凸凹不平的、圆形的坑,如图1所示。有的又俗称为“蛤蟆皮”“桔子皮”。
2. 产生原因
(1)面层涂料黏度过大,涂挂时操作不当,局部涂料堆积,且自然风干时间短;硬化时,涂料表面层凝胶急剧收缩,而内层涂料未充分硬化,使型壳的内表面出现凸凹不平、结疤状的坑。
(2)面层涂料与蜡模之间常有油类、盐类和水分集聚,导致硬化不充分;脱蜡时型壳的内表面松散,导致出现凸凹不平的、结疤状的坑。
3. 防止措施
(1)适当降低面层涂料黏度。当水玻璃模数M=3.0~3.4,密度ρ=1.25~1.28g/cm3,耐火粉料粒度为0.053mm(270目)时,粉液比应该是1:1.1~1.3,加入表面活性剂,农乳130或JFC,加入量0.1%~0.3%;同时加入消泡剂,加入量0.05%~0.1%,以提高涂料的流动性和润湿性。
涂挂操作时,避免涂料堆积;当面层涂料均匀地覆盖在模组的表面上时,应立即撒砂。
控制型壳硬化前的自然风干时间,一般选用15~40min;生产中常以型壳“不湿不白”为选择时间的依据,“白”就是太干,“湿”就是没有干好。
选用合理的面层硬化工艺参数,如硬化前的自然风干时间;硬化中的氯化铵浓度22%~25%,温度20~25℃,硬化时间3~10min,硬化后的晾干时间30 ~45min,使型壳充分硬化。
(2)模组浸涂前应进行脱脂处理。组装后的模组表面常附有分型剂或脱模剂、蜡屑等,为此模组浸涂前要用脱脂液(浓度为质量分数的0.3%表面活性剂或中性软肥皂水溶液)予以处理,以便改善蜡模表面对涂料的润湿能力,改善涂料的覆盖性、涂挂性。
面层涂料中应加入表面活性剂。水玻璃的表面张力较大,常用的蜡基模料为憎水性物质,在压制蜡模时使用分型剂也是憎水性的物质,为此在涂料中加入表面活性剂——JFC,或农乳130,(加入量为粘结剂质量的0.1%~0.3%),增加涂料对蜡模的润湿作用,改善涂挂性,并改善涂料的渗透性,加速硬化剂向涂料层内部渗透和硬化。
选用合理的面层硬化工艺参数,如硬化前的自然风干时间、硬化剂浓度、温度和硬化时间,以及硬化后的晾干时间。

图1
选用合理的脱蜡工艺参数,如在脱蜡液中加入3%~5%的硬化剂或1%的盐酸(更好),使型壳在脱蜡过程中得到补充硬化;脱蜡液的温度控制在95~98℃,脱蜡时间为15~20min,不要超过30min。
二、型腔残留皂化物和残留盐类
1. 特征
焙烧后,型腔内呈现黑色部位是皂化物,白色晶体是残留的盐类,如图2所示。
2. 产生原因
(1)硬脂酸在使用过程中,易与比氢活泼的金属发生置换反应,也会与碱或碱性氧化物发生中和反应,生成不溶于水的皂化物(硬脂酸盐),使蜡料变质,这些黏性的皂化物在脱蜡后,易残留在型腔内。
(2)型壳硬化后晾干时间短,使型壳残留过多的盐类。
(3)由于焙烧工艺不良,没有在焙烧的过程中彻底清除型腔中含有的水分、残留皂化物、蜡料和盐分等挥发物,还有硬化过程中残留的氯化铵及其盐类,以及耐火材料中的有机物等。
3. 防止措施
(1)型壳脱蜡后,型腔可能残留蜡料及黏附的皂化物,宜用热水(加入0.5%的盐酸)冲洗,并倒置存放。皂化反应消耗了蜡料中的硬脂酸,在回收蜡料时,应补加适量的硬脂酸,以稳定蜡料的性能。
(2)型壳硬化后,应充分晾干。晾干的时间取决于温度、湿度、硬化剂种类、硬化工艺,以及蜡模结构等因素。氯化铵硬化剂的型壳晾干时间标准以型壳“不湿不白”为宜。
(3)选择合理的焙烧工艺,水玻璃型壳的焙烧温度850 ~950℃,氯化铵硬化的型壳焙烧温度850~900℃,保温时间均为0.5~2h。
检测焙烧炉,使其确保工艺使用要求。
焙烧良好的型壳呈白色、粉白色或粉红色;焙烧不良的型壳呈深色或深灰色,表示型壳残留较多的碳分。型壳焙烧不能超过两次。
三、型腔残留型壳材料和型砂
1. 特征
型腔中残留多余的型壳材料如图3A处所示。型腔中残留多余的型砂如图4所示。
2. 产生原因
(1)脱蜡前,没有清理干净浇口棒顶部多余的浮砂和型壳材料,使其在脱蜡过程中落入型腔。
(2)在型壳脱蜡的过程中,脱蜡液沸腾,将槽底的型壳材料和型砂翻起进入型腔。
(3)更换脱蜡液时,没有清理干净槽底的型壳材料、型砂和其他脏物。
(4)型壳脱蜡后的存放场地不洁净,且型壳没有倒置存放,使型壳材料、型砂落入型腔。
(5)由于操作不当,将型壳材料和型砂等撒入没有浇注的型腔中。
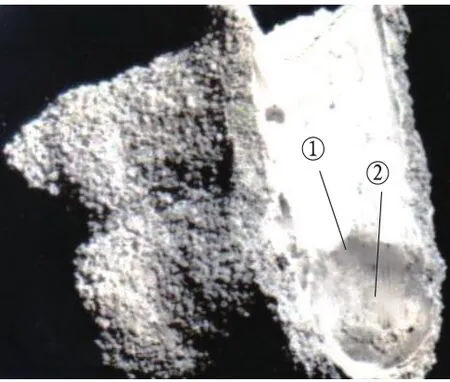
图2①—皂化物 ②—残留盐类
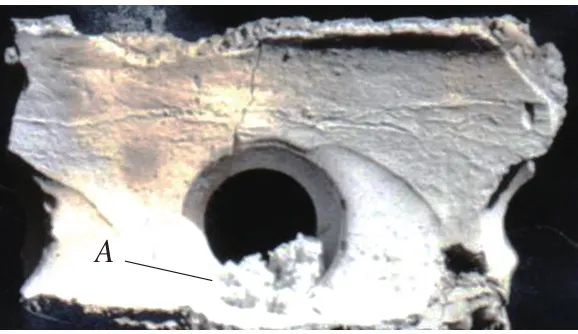
图3 残留多余的型壳材料

图4 型腔中残留多余的型砂
3. 防止措施
(1)脱蜡前,彻底清理干净浇口棒顶部的浮砂和多余的型壳材料;避免在脱蜡过程中,型壳材料落入型腔。
(2)控制脱蜡液的温度在95~98℃,避免沸腾;脱蜡时间为15~20min,不要超过30min。
(3)更换脱蜡液时,彻底清除槽底的型壳材料、型砂和其他脏物。
(4)做好型壳存放场地的5S管理,且型壳应倒置存放,避免型壳材料和型砂落入型腔。
(5)加强责任心,注意覆盖浇口杯操作,避免将型壳材料和型砂撒入没有浇注的型腔中;
浇注前,用吸尘器吸净型腔中落入的型砂等杂物。
(6)必要时,型壳的最外层可以只浸涂涂料而不撒砂,以保护型壳最外层的砂粒在脱蜡、焙烧或浇注过程中砂粒不剥落。
四、飞翅
1. 特征
型腔内有多余的飞翅,如图5A处所示。
2. 产生原因
采用低压电热刀焊接模组时:
(1)焊接操作不当,蜡模与浇注系统熔模之间留有缝隙。
(2)焊接时,焊接工具如电热刀温度过高,使蜡模与浇注系统熔模之间留有缝隙。
3. 防止措施
(1)焊接时应仔细操作,并认真检查焊缝,如有缝隙必须立即补好。
(2)焊接前应检查、控制电热刀等焊接工具的温度;焊接后,应认真检查焊缝,如有缝隙必须立即补好。
五、黑壳
1. 特征
型腔表面黏附大量的蜡料和皂化物等,如图6、图7所示。
2. 产生原因
(1)脱蜡液温度低,或脱蜡时间短,脱蜡不干净,使型腔中残留大量的蜡料、皂化物等。
(2)型壳脱蜡后,型腔中含有水分、残留皂化物、蜡料和盐分等挥发物,还有硬化过程中残留的氯化铵及盐类等,为此型壳应予以焙烧。如果焙烧工艺不当,或执行焙烧工艺不当,或焙烧炉不能满足工艺要求,使型壳中残留的蜡料、皂化物等燃烧不充分,且这些物质在浇注前没有被清除。
3. 防止措施
(1)选用合理的脱蜡工艺参数,在脱蜡液中加入3%~5%的硬化剂,或1%的盐酸(更好),使型壳在脱蜡过程中得到补充硬化;脱蜡液的温度控制在95~98℃,脱蜡时间为15~20min,不要超过30min。
型壳脱蜡后,型腔可能残留蜡料及黏附的皂化物,宜用热水(加入0.5%的盐酸)冲洗,尽量减少型腔中残留的蜡料和皂化物等,并倒置存放,以利于型腔内的水分流出。
(2)选用合理的焙烧工艺,氯化铵硬化的型壳焙烧温度850~900℃,时间0.5~2h;同时应规定装炉量和型壳的摆放等,使入炉的型壳全部均匀受热,充分焙烧。
焙烧良好的型壳呈白色、粉白色或粉红色;焙烧不良的型壳呈深色或深灰色,表示型壳残留较多的碳分。型壳焙烧不能超过两次。
(3)严格执行制壳焙烧工艺,且焙烧炉应加强定期检测和日常维护保养,使其保证生产工艺需要。
六、搭棚
1. 特征
型壳过早出现搭棚现象,如图8所示。
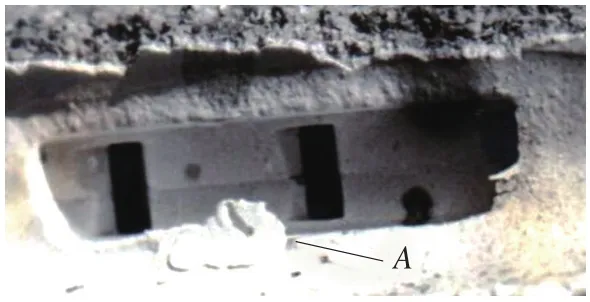
图5 型腔中的飞翅

图6 焙烧不充分,型腔黏附的蜡料和皂化物等

图7 充分焙烧后,型腔的蜡料和皂化物等

图8 型壳搭棚
2. 产生原因
(1)组焊工艺规定的蜡模间距小,或组焊时操作不当,使蜡模之间的间距太小,不利于涂挂操作。
(2)加固层涂料黏度过大,流动性差。
(3)涂挂操作不当,加固
层涂料尚未充分覆盖在前一涂层上就撒砂。
(4)蜡模的结构不合理,深孔、不通孔、凹槽等处不利于涂挂操作。
3. 防止措施
(1)选择合理的组焊工艺,蜡模之间的间距应≥10mm,并严格操作,确保蜡模的均匀涂挂。
(2)适当降低加固层涂料黏度,必要时可加入适量表面活性剂,提高涂料的流动性。
(3)注意涂挂操作,待涂料均匀、完整地覆盖前一层涂层后再撒砂。
(4)必要时修改蜡模的结构,使其满足熔模铸造生产要求。对于蜡模的深孔、不通孔、凹槽等处,用毛笔刷涂,或用压缩空气喷吹。
20150326
作者简介:潘玉洪,深圳市盈迅精密机械有限责任公司,高级工程师。
