3Cr2W8V钢挤压杆淬火
2015-02-24葛花荣马新年彭元飞袁小婷刘雯雯
■葛花荣,马新年,彭元飞,袁小婷,刘雯雯
3Cr2W8V钢挤压杆淬火
■葛花荣,马新年,彭元飞,袁小婷,刘雯雯
最近单位来两件3Cr2W8V钢(化学成分见表1)挤压杆(尺寸见图1)需要淬火处理,硬度要求45~50HRC。
该材料含有较高的铬含量,可大幅提高马氏体的淬透性,使其具有较好的抗氧化性。钨可以防止回火脆性,而且具有高的热稳定性和耐磨性。较低的碳含量,可以保证钢的韧性和塑性。碳化物形成元素W和Cr提高钢的临界点,因而提高热疲劳性能。同时,在高温下比低合金热作模具钢具有更高的强度和硬度。适用于高温、高应力但不受冲击的压模。

表1 3Cr2W8V钢化学成分(质量分数) (%)
该材料合金含量高,淬火过程中开裂风险太大。以前这种材料热处理后出现不同情况的开裂,一般采用H13钢代料,但这次用户坚持要采用该材料。其次,3Cr2W8V钢的始锻温度为
1180~1120℃,终锻温度为900~850℃,此材料锻造温度比淬火温度还低,锻造过程极易开裂,或在表面出现微裂纹。这就要求热处理工艺更应严密谨慎,故我公司热处理车间做出专用工艺。
1. 预备处理
正常工艺路线为:毛坯锻件→粗加工→调质→精加工→淬火→精加工。调质是为后续淬火工序作预备处理的,但考虑到该材料调质工序后进行淬火序风险太大,故经研究决定,将调质改为球化退火,因为球化退火可以减少淬火加热时的过热敏感性、变形及裂纹的倾向性,且可以获得球状珠光体。
球化退火具体工艺如图2所示。球化退火与调质比较:减小了调质后再淬火开裂的风险,获得了球状珠光体,减小了变形。
2. 工件淬火
该材料淬火(工艺见图3)时采用油冷,淬火后的组织为马氏体+过剩碳化物+一级残留奥氏体,高温回火,回火两次,第二次提高回火温度,一方面是到该材料的临界点看硬度是否可以再提高一点,另一方面是再次消除应力稳定尺寸。回火后组织为回火马氏体+过剩碳化物使基体获得回火托氏体和索氏体组织。铬、钨、钒等碳化物在回火时析出,产生二次硬化,使模具钢在较高温度下仍然保持相当高的硬度。为防止该挤压杆在390mm斜面尺寸处变形,加大校直难度,故采用垂直装炉方式,以减小变形。
一般合金钢回火时间为淬火保温时间的两倍,但该材料合金含量多,故延长回火时间,一方面可消除淬火应力,另一方面获得稳定的回火马氏体组织,减少脆性,提高韧性。
3. 淬火结果
淬火后回火温度与硬度如表2所示。

表2
4. 试验总结
通过此次对3Cr2W8V钢挤压杆的预备处理和淬火处理,使我们总结了经验,得到了可以参考的理论数据,为以后该材料的热处理提供了经验参考。
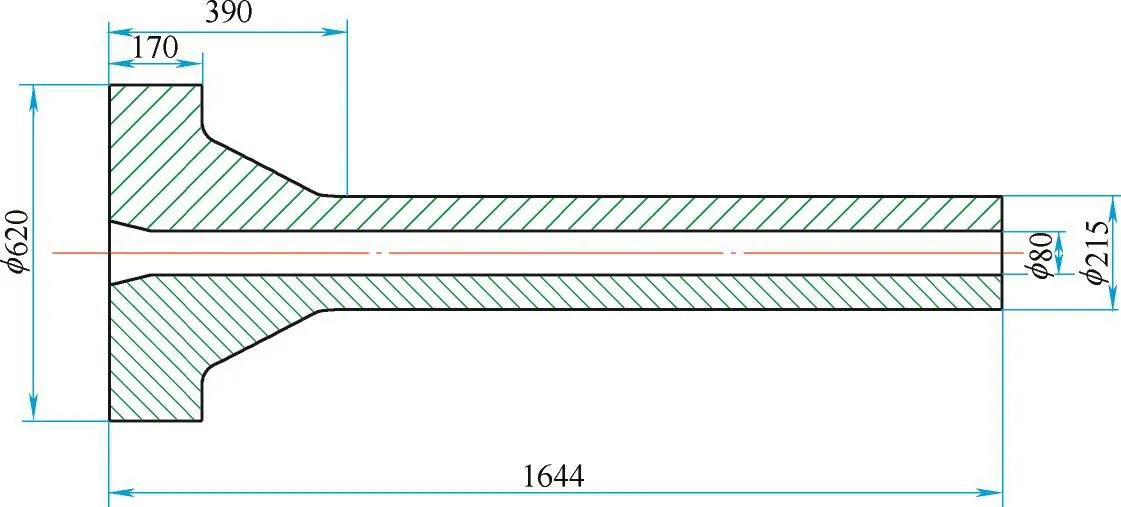
图1 零件尺寸
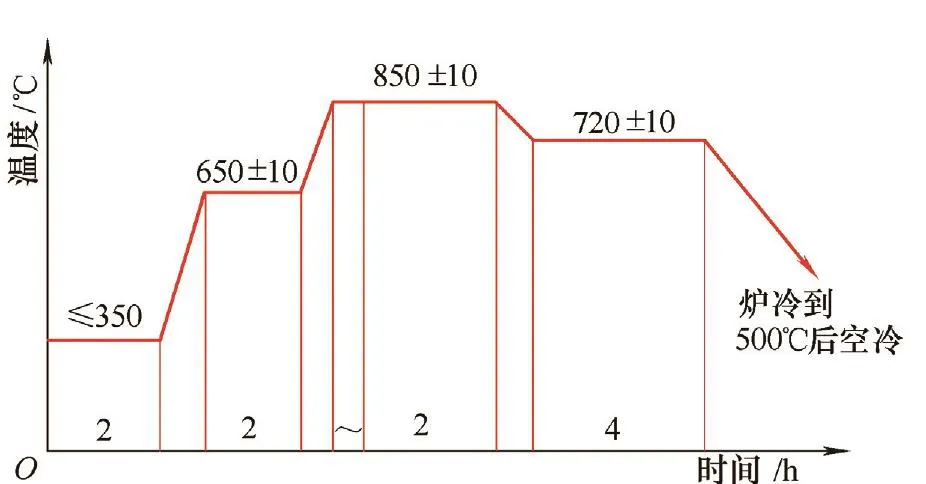
图2 球化退火工艺
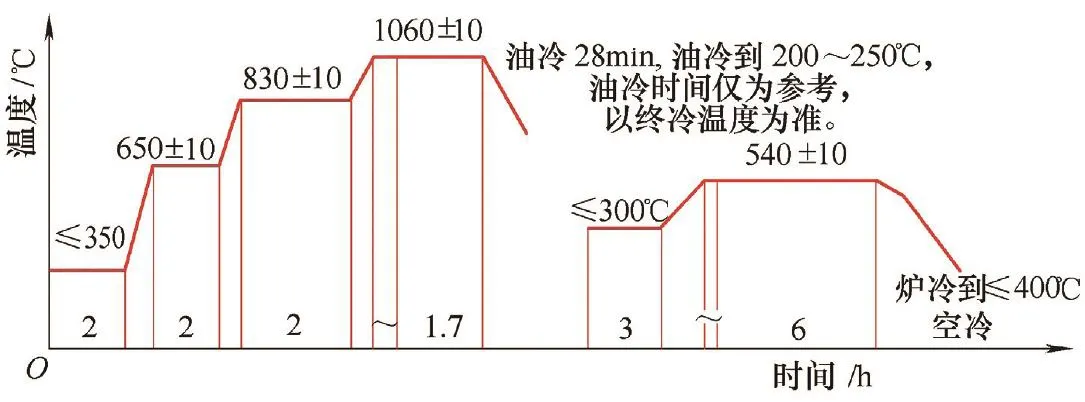
图3 淬火工艺
20150415
作者简介:葛花荣、马新年、彭元飞、袁小婷、刘雯雯,中冶重工设备有限公司热处理技术组。
