工件除锈质量不高的原因分析与防治
2015-02-24柯宝进中铁特货柳州分公司检修车间工程师广西柳州545005
柯宝进(中铁特货柳州分公司检修车间,工程师,广西 柳州 545005)
工件除锈质量不高的原因分析与防治
柯宝进
(中铁特货柳州分公司检修车间,工程师,广西柳州545005)
摘要:本文针对铁路货车分解后,进行工件除锈存在质量不高的问题,分析了吊钩式抛丸除锈机工作原理、结构,和在使用过程中存在的问题及产生的原因,提出如何检查弹丸循环系统、抛丸器定向套、弹丸质量与抛头皮带的关键部位和改进措施,保证吊钩式抛丸除锈机除锈质量,进而保证货车的检修质量。
关键词:抛丸除锈机;工作原理;除锈质量;弹丸循环系统;弹丸质量
10.13572/j.cnki.tdyy.2015.02.002
铁路货车厂、段修过程中,对分解的工件进行除锈清理是检修工作的一项基础及重要工序。目前,除锈清理工作中广泛使用吊钩式抛丸除锈机对转向架、摇枕、车钩、钩尾框等诸多工件进行抛丸除锈。但在日常除锈清理工作中,常出现工件表面除锈质量不高的现象,外表面清洁度达不到规定的Sa2级,局部Sa1级的要求,严重影响到后续检查(目视、探伤)质量,也影响到后续喷漆的漆膜附着力。因此,总结吊钩式抛丸除锈机在使用过程中存在的问题,改进检修方法,保证除锈质量是非常必要的。
1 吊钩抛丸除锈机及抛丸器工作原理
1.1吊钩式抛丸除锈机的结构及工作原理
1.1.1结构组成吊钩式抛丸除锈机由抛丸清理室、提升机、分离器、螺旋输送器、抛丸器总成、弹丸控制系统、吊钩行走轨道、吊钩系统、自转装置、地基、除尘系统及电气控制部分等组成。
1.1.2工作原理将工件均匀地挂在吊钩上,开动吊钩进入抛丸清理室,关闭室体大门,启动机器后,吊钩带动工件在室体内自动旋转,同时抛丸器高速抛出的弹丸均匀地打击到室内的工件表面,达到清理及强化的目的(见图1所示),落下的弹丸再经漏砂板上的漏砂孔流入下仓,螺旋输送器将底部料斗所收集的弹丸输送至斗式提升机,再由提升机提起进入分离器进行分离,分离后的弹丸落入抛丸器,从而形成弹丸的循环。

图1 吊钩式抛丸除锈机工作示意图
1.2抛丸器的结构及工作原理
1.2.1结构组成抛丸器主要由叶轮、叶片、分丸轮、定向套、罩壳、护板、主轴、进丸管等部分组成见图2。
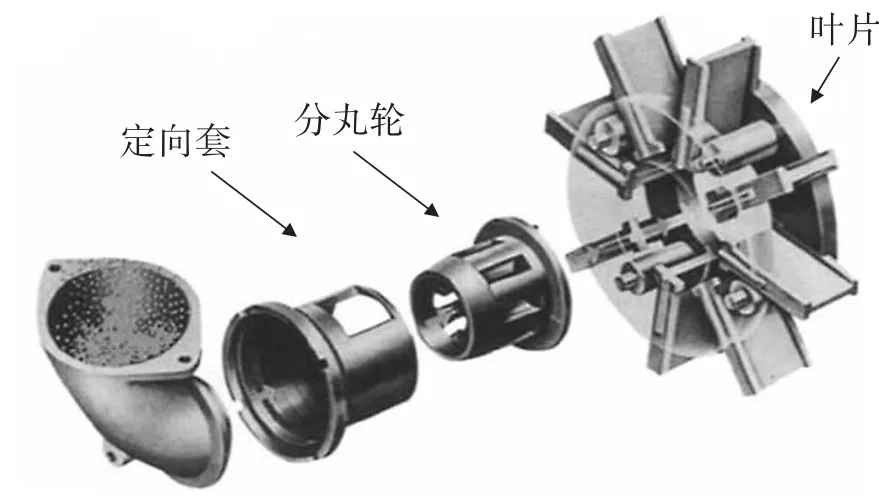
图2 抛丸器的结构图
1.2.2工作原理抛丸器的叶轮在高速回转过程中产生离心力和风力,当丸料流入进丸管时便加速带入高速回转的分丸轮中,在离心力的作用下,弹丸经定向套窗口抛出,由高速回转的叶片沿叶片长度方向加速运动直至抛出,抛出的弹丸形成一定的扇形流束,击打工件表面(见图3所示)。叶轮、叶片、分丸轮紧固在主轴上,并随其一同高速旋转,定向套固定在抛丸器罩壳上。将定向套的窗口转动,可随意改变弹丸的抛出方向,窗口角度的大小决定弹丸的径向散射角,一般径向散射角比定向套角度大10°左右。
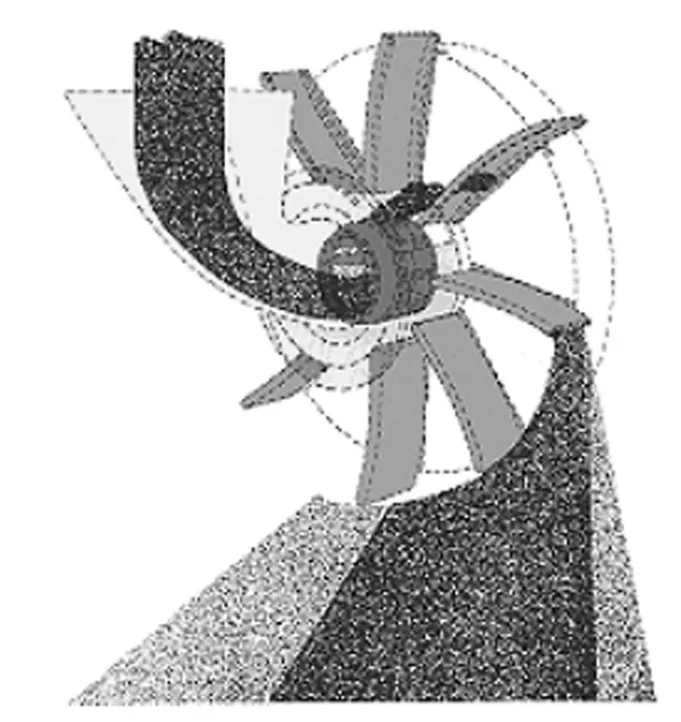
图3 抛丸设备的工作原理示意
2 除锈质量不高的原因分析
吊钩式抛丸除锈机除锈质量不高现象主要有工件表面除锈不干净或局部表面除锈不干净。工件除锈不干净的原因有弹丸量不足、弹丸射出的径向角度不当、弹丸射出的动能不足所致。
2.1弹丸量不足的原因弹丸量不足的现象是进入抛丸器的弹丸量不足,使抛射到工件表面的弹丸量不足,达不到有效清理除锈的目的。抛丸除锈机在工作中,弹丸是循环使用的。弹丸量不足的主要原因是弹丸循环系统出现故障,使弹丸循环不畅,常见的故障有清理室底部螺旋输送器故障;斗式提升机故障;分离器故障;弹丸分配系统故障。
2.1.1螺旋输送器故障故障现象为螺旋输送器所收集的弹丸数量不足。抛丸器抛出后回落下仓的丸料采用螺旋输送,当螺旋器内部存有较大的杂物,使螺旋输送器转速低;螺旋输送器两端轴承因进灰尘或弹丸而卡死,使螺旋输送器不能运转。
2.1.2斗式提升机故障故障现象为提升到分离器弹丸数量不足。斗式提升(机结构见如图4)采用平皮带转动。工作时,固定在输送皮带上的料斗将提升机底部的丸料刮起,然后在提升机电机的驱动下,将丸料送至提升机顶部,最后靠离心重力方式落料,将丸料输入丸砂分离器。当提升机皮带松弛时,会产生打滑现象,则丸料提升率下降,导致丸料刮起的数量不足;提升机中提升皮带上的铁斗过度磨损或铁斗脱落,也将使丸料刮起的数量不足。
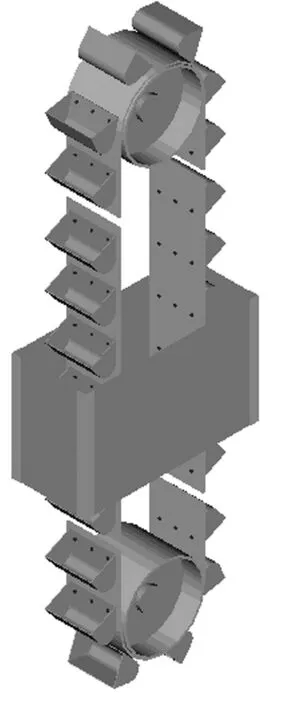
图4 斗式提升机结构
2.1.3分离器故障故障现象为分离出的弹丸数量不足。分离器的工作原理是从斗式提升机流入的丸砂混合物,输送至分选区上部,使其沿分离器全长均匀布料,形成如同瀑布一样的丸砂流幕。同时,除尘风机通过分离器的风口抽风,利用重力风选原理,将流幕中的弹丸和金属氧化皮碎片、破碎弹丸、粉尘有效分离,分离后的弹丸落入料仓,进行下一步循环。当分离器丸砂定量阀门调节不当,丸砂不能形成一定要求的丸砂薄幕帘;随丸料进入分离器的杂物较多、较大,把分离筛网的过滤孔堵塞。这些都能造成丸料通过的数量不足
2.1.4弹丸分配系统故障现象为进入到抛丸器的丸料的数量不足。弹丸分配系统采用电控或气控弹丸闸阀,能方便调节抛丸量。当弹丸闸阀出现故障,闸阀打不开或开度不够,则出现进入到抛丸器的丸料数量不足。
2.2弹丸射出的径向角度不当的原因弹丸射出的径向角度不当的现象:一是弹丸抛射区没有全部覆盖被清理的工件,使工件表面只有部分除锈干净。二是弹丸抛射区覆盖范围超过了被清理的工件,一方面使打击到工件表面弹丸量不足,以致降低清理效率;另一方面使弹丸直接打到清理室内护板上,加快护板的磨损,时间长后将击穿护板,从而击穿外壳,易伤人。弹丸射出的径向角度不当故障主要是定向套窗口位置不当。其原因:
1)在调节抛丸器时,没有注意正确调整抛丸器的定向套窗口位置,弹丸抛射区没有全部覆盖在被清理的工件上,造成工件局部除锈不干净(见图5所示)。
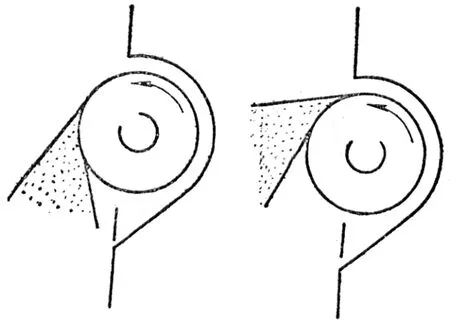
图5 定向套位置调整示意图
2)定向套在使用过程中,矩形窗口的磨损,弹丸抛射区覆盖范围发生变化,没有全部覆盖在被清理的工件上,造成工件局部除锈不干净;
3)定向套矩形窗口的磨损当窗口损耗15 mm以上时,弹丸的径向散射角将按比例增大,使弹丸抛射区覆盖范围将变大,超过了被清理的工件,以致加快护板的磨损和降低清理效率。
2.3弹丸射出动能不足的原因弹丸射出动能不足的现象是弹丸供应正常,弹丸抛射区也全部覆盖被清理的工件上,但工件表面清理不干净。原因是弹丸在使用一段时间后,在打击到室内的工件表面过程中会磨损、破碎,质量变小,这样在下个循环时,打到工件表面时弹丸的动能变小,不能有效清理工件表面的除锈;二是抛头皮带松弛,使抛丸轮低于额定转速,降低抛丸量和弹丸动能。
3 提高除锈质量的措施
除锈质量不高与设备故障后未及时处理有关。为能及时发现与处理影响除锈质量的故障,应做好以下重点检查,并严格落实设备使用前的点检、使用中的巡检、使用后的保养和故障报修等制度。
3.1检查弹丸循环系统为保持弹丸循环顺畅,重点检查弹丸循环系统的螺旋器、提升机、丸砂分离器及电控弹丸闸阀的运行状态是否良好。
3.1.1检查清理室下仓的螺旋器检查螺旋器的转速是否正常,并在使用完后及时清除螺旋器内部存有较大的杂物。若螺旋输送器两端轴承因进灰尘或弹丸而卡死,使螺旋输送器不能运转,须更换轴承,并注意密封轴承。
3.1.2检查提升机一是检查料斗是否有破损,若有破损应及时修复或更换;二是检查提升皮带是否有松驰现象,过松会产生打滑现象,这时要调整提升机上滚筒两边螺栓,使皮带张紧。
3.1.3检查丸砂分离器检查从提升机输送过来的弹丸是否含有过多、过大的异物并把分离筛网的过滤孔堵塞,若有则及时清理掉。
3.1.4检查电控弹丸闸阀若阀门打不开或不能完全打开,则应及时修理及更换
3.2检查抛丸器定向套定向套在使用过程中,应经常检查矩形窗口的磨损情况,当窗口磨损5 mm左右后,须向后转5 mm左右(按叶轮旋转方向),以保证从抛丸器射出的弹丸能全部覆盖在被清理的工件上;当窗口损耗15 mm以上时应更换,否则弹丸的径向散射角将按比例增大,即从抛丸器射出的弹丸的覆盖范围大大超过了工件,以致降低清理效率和加快护板的磨损。
3.3检查弹丸质量与抛头皮带检查室内弹丸的质量,若有磨损、破碎,质量变小现象,则应进行补充;检查抛头皮带的松紧情况,若有松驰现象,应调整抛头皮带,时抛丸轮达到额定转速。保证从抛丸器射出的弹丸有足够的动能。
4 结束语
除锈质量不高是工件除锈工序中常见的故障,严重影响到后续检修质量。通过总结吊钩式抛丸除锈机以下在使用过程中存在的问题,认真分析,采取相应的改进措施,可以保证吊钩式抛丸除锈机除锈质量,进而保证铁路货车的检修质量。
文章编号:1006-8686(2015)0004-03
文献标识码:B
中图分类号:U279.3+26
