蒙乃尔合金UNS N04400焊接质量控制
2015-02-23于吉俊张兴忠桑梓心魏乐
于吉俊 张兴忠 桑梓心 魏乐
蒙乃尔合金UNS N04400焊接质量控制
于吉俊 张兴忠 桑梓心 魏乐
【摘要】通过对蒙乃尔合金UNS N04400管道焊接技术、焊接管理要素进行优化控制,确保最终获得良好的焊缝质量,确定了该类管道的焊接方法、工艺参数以及焊接过程中的质量控制措施,应用于40万t/a轻石脑油异构化装置工艺管道的安装,积累了UNS N04400管道焊接经验,给类似管道的施工提供了借鉴和参考。
蒙乃尔合金UNS N04400是一种在石油化工、化学、制药等工业领域用途较广、综合性能较好的耐腐蚀镍基合金,此合金在氢氟酸和氟气介质中具有优异的耐蚀性。此外,对热浓碱液也有优良的耐蚀性,其重要特征是一般不易产生应力腐蚀裂纹,具有很高的强韧性及良好的冷、热加工和切削性能。40万t/a轻石脑油异构化装置中,UNS N04400压力管道的焊接是本装置焊接难点和重点。由于UNS N04400是从美国进口,焊材从日本进口,余量不多,所以需要严格的质量控制,以避免返工造成材料不足,拖延施工周期,造成不必要的经济损失。
1. 焊接质量控制措施
(1)焊工选择 焊工需按照《特种设备焊接操作人员考核细则》的有关规定,取得相关焊接项目资质。优先选用近年焊接合格率一直保持优良、参加过多种材质焊接,经验丰富而且不锈钢焊接技能熟练的焊工。安排焊工练习,熟悉蒙乃尔合金焊接材料,掌握焊接技能,经考试合格后,焊工才可持证上岗。
(2)焊接设备 选用检查合格的ZX7—400STG高频氩弧焊机,此类焊机可以高频起弧、衰减收弧,避免了传统焊机在焊接UNS N04400材质时容易出现的焊接缺陷。
(3)焊接材料选择和控制 依据合格的焊接工艺评定报告,焊丝选用ERNi Cu—7、φ2.5mm,焊条ENiCu—7、φ2.5mm。焊条烘烤合格后方能使用,ENiCu—7焊条烘干温度为250℃,恒温1~2h,120~150℃保温待用。现场施工时,焊工必须配有合格的焊条筒,焊条筒需具备良好的保温效果,焊接时取出焊条后应及时盖好焊条筒。焊工严格按照焊接技术交底的要求使用焊接材料,技术质量人员现场检查焊材的使用,避免误用焊材。
(4)焊接环境管理 当焊接环境条件达到下列情况时,应采取措施方可施焊:相对湿度>90%;风速>2m/s(氩弧焊),风速>8m/s(焊条电弧焊)。
(5)焊缝组对 焊缝组对应注意以下几点:第一,焊缝坡口的准备、焊接程序应执行焊接工艺指导书的有关规定。UNS N04400坡口加工采用机械加工,使用不锈钢专用砂轮片进行打磨,坡口形式如图1所示。
第二,施焊前需用角向磨光机(≤φ100mm的管件,内表面用轴向磨光机),将坡口内外两侧表面20mm范围内的油漆、锈、污垢及毛刺等对焊接有害杂物清除干净,且不得有裂纹、夹层等缺陷;如用等离子切割管道,必须除去坡口表面的氧化皮、熔渣,并将凹凸不平处打磨平整。打磨好后用丙酮清洗坡口及两侧30mm区域。
第三,焊口组对要求包括:①为避免附加应力的产生,施焊前严禁强行组对。②管道组成件对接环焊缝组对时,应使内壁平齐,其错边量不应超过壁厚的10%,且应符合下列规定:质量检查等级为1级的管道≤1mm,其他级别的管道≤2mm。本次施工管道质量检查等级为1级管道,因此错边量控制要求非常严格(≤0.55mm),对组对要求非常高。
第四,焊缝应尽可能在活动口位置焊接完成,减少固定口数量,以降低焊接难度。最后固定口位置宜设置在管道的垂直固定口位置,需要重点考虑的是氩弧焊打底时充氩保护的难易程度。
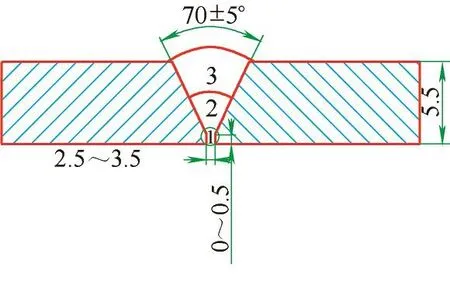
图1
(6)焊接质量控制要点 第一,焊接时,不论采用手工钨极氩弧焊还是焊条电弧焊,引弧时应在坡口内进行,严禁在坡口外引弧。
第二,采用“过桥”定位焊;焊接接近定位焊部位时,打磨清除定位焊部位。
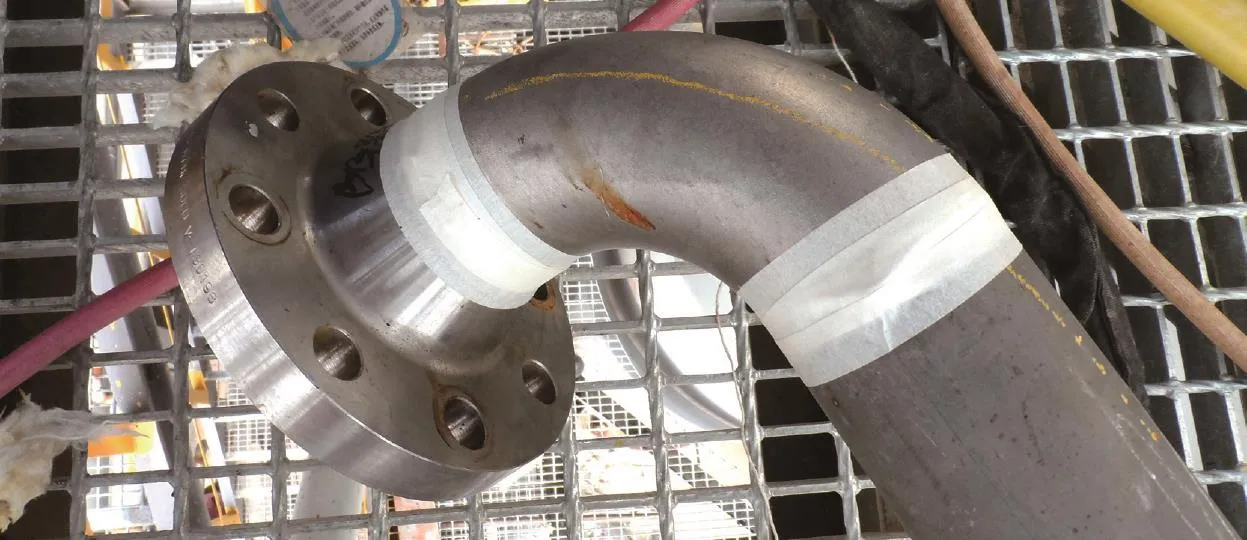
图2
第三,氩弧焊打底时,需要在管道内部进行有效的充氩保护,避免焊缝根部高温氧化现象。充氩保护类似于不锈钢氩弧焊打底进行的充氩保护,管道内部的焊缝两侧使用海绵封闭,氩气出口设置在海绵中心,焊缝的外面使用封口胶布进行密封(见图2),形成充氩室。布置充氩室应综合考虑,充氩室空间应尽可能小,以获得良好的充氩保护效果,氩气流量为8~12L/min,充氩后开始焊接的时间根据充氩室空间大小确定。充氩保护效果的好坏可依据以下经验进行判断:内侧焊缝出现五彩颜色,则充氩保护效果良好;内侧焊缝出
现光滑的浅黑色,则充氩保护效果正常;内侧焊缝出现烧枯现象,则充氩保护效果不好,需要打磨清除已经焊接的部位。充氩保护效果对蒙乃尔合金焊缝根部质量有重要影响,而焊缝根部质量对焊缝质量有决定性影响。
第四,氩弧焊打底接近完成时,应使用手电筒检查内部的焊缝根部质量,确认外观质量良好,充氩保护效果正常后再焊接封闭剩余焊缝,“观察窗”焊缝段宜设置在容易获得良好外观质量位置。
第五,氩弧焊打底后,进行焊缝填充焊接时,应根据打底层的厚度灵活选择是否进行充氩保护焊缝根部,避免焊缝根部在填充焊接时产生高温氧化现象。
第六,收弧时应使弧坑饱满,每个收弧处均应该进行打磨,以清除收弧热裂纹等缺陷,确认无缺陷后再继续焊接。
第七,焊接参数选择如附表所示。手工钨极氩弧焊进行打底层的焊接时,从两定位焊缝中间起焊,采用小摆动操作,确保两侧熔合良好,背面成形高度保证在1~2mm之间。同时应避免钨极与焊丝、坡口表面相碰,以防焊缝夹钨,影响焊缝内部质量。焊条电弧焊时,宜采用短弧连续焊,不宜使用灭弧焊,以避免因未掌握灭弧焊技术而使熔池部位产生缺陷。填充及盖面焊道采用小摆动操作,层间清理要彻底,各层道之间接头应相互错开。焊接应尽可能采用小电流、快速焊,严格控制好热输入。
第八,层间温度应控制在100℃以下,采用红外线测温仪检测温度,可以采用两条焊缝同时焊接的方法,一条焊缝打底层焊完后焊接另一条焊缝的打底层,这样既可控制层间温度,又能保证焊接效率。
(7)焊后自检焊后清理焊缝表面焊渣及飞溅,焊缝外形尺寸应符合设计文件的要求,焊缝与母材应圆滑过渡,焊缝和热影响区表面不应有裂纹、气孔、弧坑和夹渣等缺陷,对有母材损伤、焊缝表面缺陷的,要修补和处理,并用不锈钢钢丝刷将焊缝表面刷干净。
(8)焊后标识 焊后用对管道无害的记号笔标识焊工号、焊缝号、焊接日期和管线号等有效数据。
2. 其他质量控制措施
(1)管道隔离采用对管道无害的木板等软材料进行隔离,管道安装后应注意防止其他管道切割、焊接时的飞溅物对其造成污染,所有接触管道的工具应使用不锈钢材质。
(2)管内清洁度控制管段封堵前进行检查,确认达到清洁度后,全部管口进行封闭。管道现场安装前,逐件检查和清除管道内部的砂土及其他杂物,管道施工中每个焊缝组对前都要进行清洁度检查,确保安装管道的清洁度符合要求。
UNS N04400的焊接,只要从人、机、料、法、环五个环节从严进行质量控制,控制好每个细节,就能焊接出质量优良的焊接接头。UNS N04400焊接接头如图3所示。
3. 结语
该焊接质量控制措施应用于我单位承接的40万t/a轻石脑油异构化装置中工艺管道的安装,材质为DN80SCH4067Ni—30Cu ASTM B165 N0440,管道长约20m,规格φ88.9mm×5.5mm,焊缝总数12道,共进行RT检测36张,合格36张,焊接一次合格率100%,焊缝质量符合设计要求。装置于2013年12月交付使用,目前装置运行状况良好,产品质量合格,用户满意。

焊接参数

图3
20150223
作者简介:于吉俊等,中国石油天然气第六建设公司。
