大型箱体配合加工技术研究
2015-02-22常州宝菱重工机械有限公司江苏213019柏巧珍
■常州宝菱重工机械有限公司 (江苏 213019) 陈 阳 柏巧珍
大型箱体配合加工技术研究
■常州宝菱重工机械有限公司 (江苏 213019) 陈 阳 柏巧珍
摘要:LJ1300吨冷剪机是用于棒材生产的具有国际先进技术水平的剪切设备,其中大型箱体是关键加工件,从箱体的毛坯制作技术研究到加工方案及难点分析、加工流程和技术的研究,确保了大型箱体配合加工的技术等级精度。
1. 概况
LJ1300吨冷剪机是目前国内棒材生产线中剪切能力最大的冷剪机,是在吸收国际先进的剪机技术特点的基础上由国内设计院首次设计,各项技术指标及性能不低于进口同类产品,本冷剪机就是一种高质量、高效率、低消耗的精密冷剪切设备。该冷剪的箱体是由上箱体、下箱体、前板和滑行座组成。
2. 箱体毛坯制作
剪机箱体为厚钢板(厚度达220mm)与锻件焊接,焊缝均为全熔透焊缝,下箱体(左)、上箱体(左)和前板(左)轴承座处的焊缝进行焊后超声波探伤,下箱体(左)刀座下方的主要承载件焊缝进行焊后超声波探伤。
3. 加工方案及难点分析
箱体分为下箱体、上箱体、前板、滑行座共四部分,合箱后的整体尺寸为3 690mm× 3 235mm×3 573mm(长×宽× 高),四部分总重量为35.44t,公差要求垂直度0.06mm,孔同轴度0.03mm,平面度0.05mm,平行度0.05mm,零件尺寸大,重量大,加工面多,内部结构复杂,精度要求高。
4. 配合加工技术
(1)加工流程:划线,初加工各面,孔留余量→钻哈夫面各孔→合箱,粗镗各处轴承孔→拆箱,精铣地面及各处哈夫面→装入前板,铣前板顶面→合箱,装入上箱体→精加工箱体外侧各面成,钻各处孔成→精镗各处孔,钻攻各处螺孔→装入滑行座,精镗滑行座上各处孔成→拆箱,钻各处油孔成→打磨修毛刺,检验入库。
(2)加工工艺:加工时由于下箱体上开档尺寸过大(见图1),零件侧放加工时刚性不好,在精加工完侧面的结合面后,首先装入前板(见图2),保证零件的整体刚性,然后加工其余部分。

图1

图2
前板重量重(5t),装配后会造成下箱体尺寸的变化,再装入前板前先在下箱体四周支百分表监测数据变化(见图3),保证前板装配前后下箱体状态不变化。

图3
由于轴承孔间距离过大(最大间距1 830mm),使用机床主轴及方身伸出无法加工。采用将前板与下箱合装后侧放定位(见图4),使用角铣头沿X轴方向单
轴移动来完成工件加工,保证工件的精度。
零件总重35.4t,自重非常大,对于翻身及找正等工艺流程都非常困难,并且多次定位会增加零件的积累误差,加工时考虑将地面加工至成品后,以地面定位(见图5),按照使用时的状态进行定位装夹(见图6),一次完成零件的加工,保证了零件的相互尺寸精度。
由于零件孔的精度要求高,所以哈夫面的精度就显得尤其重要,在精加工哈夫面时,注重对应力的控制,加工至余量0.05mm时松螺栓及压板释放一次应力(见图7),然后加工哈夫面至成品(见图8)。
在精加工各轴承孔时,对孔加工时的顺序做了排序,为保证孔的同轴度,采用了Z字形的加工步骤,同时兼顾先大孔后小孔的加工顺序(见图9、10)。
在加工滑行座底板时,由于刀具空间不足且加工余量大,在毛坯制作时对前板余量进行了余量约束,保证了加工效率,减少了加工应力(见图11、12)。
为避免人为的原因对零件尺寸造成影响,测量各尺寸时使用了测温仪,保证了量具、零件、在同一温度下进行。
5. 结语
LJ1300t冷剪机,大型箱体配合加工,剪切能力大、剪切质量好,能满足高强度螺纹钢生产需求,提高国内冶金装备制造能力,打破国外技术垄断,提高国内装备制造业的竞争能力。

图4

图5

图6

图7
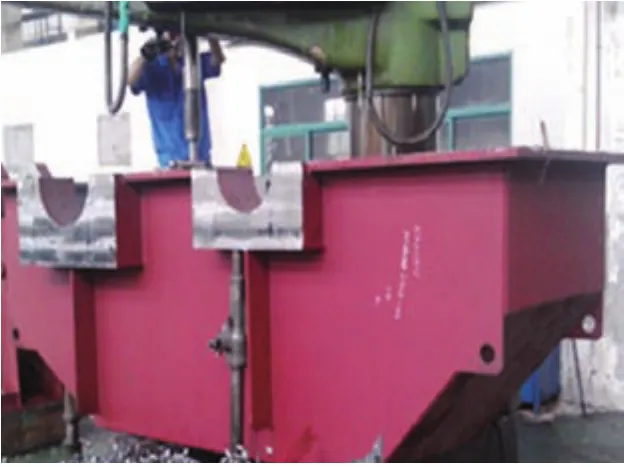
图8

图9

图10

图11

图12
收稿日期:(20150912)