托轮、托轮轴的热装与耳轴、渣罐的冷装工艺
2015-02-20天津市天重江天重工有限公司300400王凤超
■天津市天重江天重工有限公司 (300400) 王凤超
托轮、托轮轴的热装与耳轴、渣罐的冷装工艺
■天津市天重江天重工有限公司 (300400) 王凤超
摘要:机加工分厂众多装配产品中,过盈配合需要通过热装和冷装实现。其中最典型的是托轮与托轮轴的热装,耳轴与渣罐的冷装。
水泥回转窑中的托轮与炼钢厂的渣罐一向是分厂的主要产品,这些产品在加工完成之后,需要机加工分厂装配钳工进行装配,其中过盈配合的装配就需要通过热装或冷装的方法实现。
1. 托轮与托轮轴热装前的准备
(1)热装之前要看好图样,注意检查除托轮、托轮轴之外是否有热装前应提前装好的零部件。
(2)检查制号、图号。校核工件尺寸:配合直径、凸台、圆角及倒角要复核无误后,方可进
行热装。
(3)配合表面要擦净,毛刺、碰伤、锈斑和切屑要仔细清除。进炉前托轮表面的防锈油务必要清洗干净,防止加热时防锈油燃烧后在托轮表面留下硬壳,后序难以清除。
(4)按照图样及工艺,准备好方箱、垫块、垫片及千斤顶等工装辅具。垫片制作厚度为0.5~2mm若干规格,以便热装时及时调整。按装配图(或工艺简图)码放方箱、垫块等,以备热装过程中的托轮轴可以快速定位。
(5)按工艺要求,准备好测量杆、游标卡尺和测温计等测量工具。
(6)在装配现场就近位置准备好压铁、大锤和铜棒等应急工具,以备出现特殊情况时及时采取措施。
(7)加热温度的计算。

式中,T是零件所需的加热温度(℃);α是加热件的热膨胀系数(见表1); Δ1是配合的最大过盈(mm); Δ2是热装时的间隙(一般取配合直径的0.9‰~1.4‰);d是配合直径(mm);t是室温(一般取20℃)。
(8)加热时间与保温时间的计算:零件的加热与保温时间与零件的材质、壁厚、表面积和加热方式有关,一般取每厚10mm 需15min的加热时间,每厚10mm 需5min的保温时间。
(9)测量杆(见图1)尺寸的计算。


表1

图1
2. 热装中注意的问题
(1)加热的托轮热透出炉后,用测量杆测量内孔尺寸,当测量杆完全通过后,才能进行热装。若测量杆不能通过,用测温计测量工件温度是否达到工艺要求,找出原因后,二次加热。
(2)托轮加热后托轮孔达到工艺要求的尺寸,按图样要求进行热装。如果热装托轮或托轮轴没有定位凸台,热装时快速微调托轮轴的轴向位置(可借助准备好的各种厚度规格的垫片),满足图样要求。
3. 装配后应注意的问题
确认托轮与托轮轴已产生过盈,冷却到室温后(一般10h以上),再移动工件。注意此时不能使用轴端吊装孔吊装,而要借助托轮上的减重孔吊装。
4. 托轮与托轮轴的热装说明举例
(1)装配尺寸:托轮孔为φ540+0.07+0mm,托轮轴为φ540+0.444+0.4mm。
(2)热装温度的计算。
最大过盈量(轴最大-孔最小)

热装时的间隙

圆整后得到T=220℃。
(3)加热、保温时间的计算(见图2),托轮外圆为φ1 500mm,内孔为φ540mm,高度为850mm。加热时间
(4)热装辅具的摆放如图3所示,热装后微调托轮相对轴的高度位置。
(5)测量杆。
测量杆长度

根据本厂实际经验可取

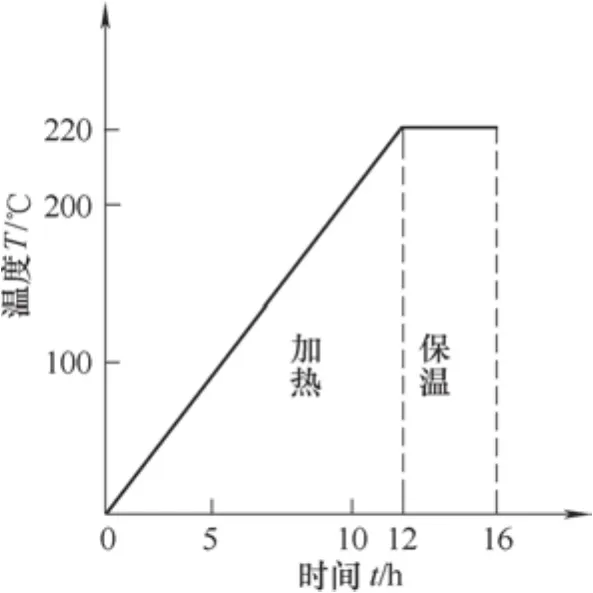
图2 加热及保温曲线图
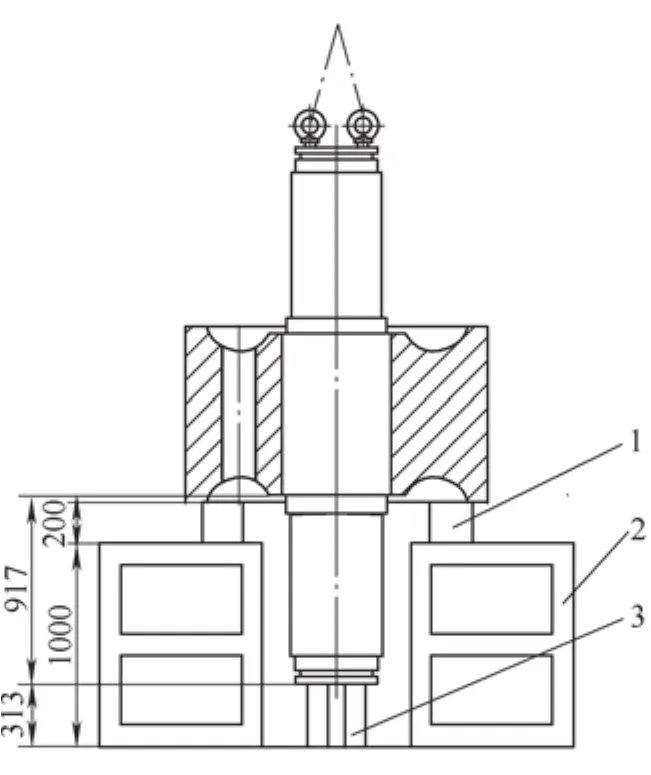
图3 热装辅具摆放图
5. 耳轴与渣罐冷装冷却剂的选择
自行设计生产的18m3渣罐,体积大、吨位重,如果采用热装的方式,既费时又费力,所以采用冷装耳轴的方式进行。
常用的冷却剂有干冰——固态二氧化碳、液态氨、液体氮及液体氧等。我公司的制氧分厂有收集液体氮的设备,所以一直采用液体氮作为冷却剂。
液体氮能将零件冷至零下195℃,用其做冷却剂,可以对所有直径>50mm的过盈配合零件进行装配,而且液体氮性质稳定,不易与零件起化学作用,是比较理想的冷却剂。
6. 冷装前的准备
(1)装配前按图样核对制号是否与图样相符,对工件的尺寸公差、配合尺寸、圆角及凸台等仔细核对,确认无误后再进行装配。
(2)装配前零件必须清除毛刺、飞边和尖角,所有加工面必须清洗干净,并在耳轴上磨出一条用于出气的凹槽。
(3)准备好冷装用容积合适的容器、冷却介质以及覆盖保温用的石棉、棉被等。
(4)准备好游标卡尺等量具,工件透温取出后测量零件配合处的直径尺寸。
(5)在装配现场就近位置准备好压铁、大锤及铜棒等应急工具,以备出现特殊情况时,及时采取措施。
(6)验算冷装温度。
式中,T是零件需要的冷却温度(℃);d是配合尺寸(mm);α是线膨胀系数(见表2);Δ是最大过盈(mm)。
(7)零件冷却时间的计算。

式中,t是零件所需冷却时间(min);α是与材料有关的综合系数(见表3);Δ是被冷却的特征尺寸,即为零件的最大冷却壁厚、半径、厚度(mm)。
7. 冷装时应该注意的问题
耳轴透温取出,用卡尺测量配合直径是否已达到工艺要求的装配尺寸。符合工艺要求后将耳轴调水平后应随即装入渣罐中,动作要迅速沉着,耳轴与孔要同心不得歪斜,否则温度迅速回升,并在表面产生一层厚霜,影响装入,甚至中途产生“抱死”现象。纠正装配中产生的歪斜,允许采用铜锤或木锤进行敲击。耳轴冷装入渣罐后,将联接法兰迅速装入耳轴孔内,并用螺栓拧紧,达到定位预紧效果,防止耳轴与渣罐未达到配合尺寸之前发生位移,影响装配精度。
参考文献:
[1[ 吕亚臣. 重型机械工艺手册 [M]. 1版. 黑龙江:哈尔滨出版社,1998.

表2

表3
收稿日期:(20150408)
