FMS智能化自动线的推出
2015-02-20沈阳机床股份有限公司沈阳第一机床厂辽宁111041郭秀英
■沈阳机床股份有限公司沈阳第一机床厂 (辽宁 111041) 郭秀英
FMS智能化自动线的推出
■沈阳机床股份有限公司沈阳第一机床厂 (辽宁 111041) 郭秀英
摘要:针对机床行业需求大的自制零件——轴承座现有的传统工艺、产能、管理及采用自动线后工艺、产能及管理等方面的分析,推出新研制的智能化自动线,显示出智能化自动线的优点,旨在推广智能化自动线。
近几年,随着国内制造业的产业升级和战略转型、人力成本的不断上升,自动加工生产线以其可显著提高产品质量、提高生产率、降低成本和优化管理模式等优势开始在国内获得认知,下面就介绍一条用于加工机床行业需求大的自制零件——轴承座的智能化自动线。
分析对比
1. 用于轴承座加工的传统工艺
机床行业需求大的自制零件——轴承座如图1所示,现有的传统工艺模式是分散加工,需立式铣床、磨床、镗床、钻床及卧式加工中心等多台设备、多名操作者完成机加工,然后还要进行检查,打标等,效率低,物流长,管理人员多;占地面积大,劳动力成本高。由于多次装夹、基准不统一以及人为的因素,致使零件质量及稳定性差,不仅给后序装配带来一定修配工作,也影响了机床的精度及丝杠的寿命。
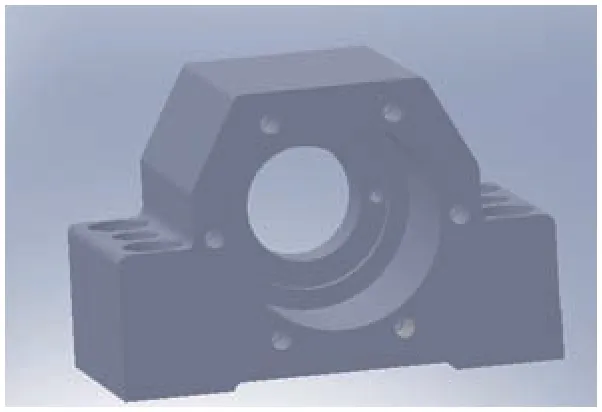
图1
2. 用于轴承座加工的自动线工艺
轴承座自动线主体构成:1台数控车床、2台立式加工中心、1套桁架机械手和1套总控系统。辅助设备:翻转站、上料装置、校正装置、测量机、打标机、下料料道、防护、外部显示器、上位机及生产线看板,如图2所示。
轴承座自动线满足轴承座由毛坯料开始上线,完成全部加工、测量及打标,以成品下线,期间不需要人为干预。可采集、存储各个环节信息,监控生产过程。为确保自动线的加工精度,消除自动线精加工前各个环节的误差,在精加工前设置校正装置,提高了自动线的性能。配测量机:所得数据经计算机处理,可以根据用户要求进行分组,针对不同组别零件系统可以执行不同的操作,判断不合格品的工件是否可以修复;数据可传入上位机,用于零件质量分析。配打标机:光纤打标机在精加工后零件侧面打上零件特征编码,打标完成后输出电信号,数据可传入上位机,用于零件统计分析。
3. 质量对比
传统工艺由于多次装夹、基准不统一以及人为的因素,致使零件质量及稳定性差。抽查100件轴承座得知:其合格率为93%;而自动线工艺,排除了上述因素,产品的合格率可达99%。传统工艺数据列举如表1所示。自动线工艺数据列举如表2所示。
4. 产能对比
通过统计计算得知:传统工艺单件单机最长耗时(含辅助时间)2 250s,自动线工艺单件单机最长耗时(含辅助时间)790s,按每年工作250天,每天16h,设备利用率85%计算:效率提高2.85倍(见表3)。
5. 成本对比
通过对设备的投入、所用人员工资、耗用能量、管理费用、设备折旧、产能及纳税等方面(见表4)得知,成本可降67%。

图2
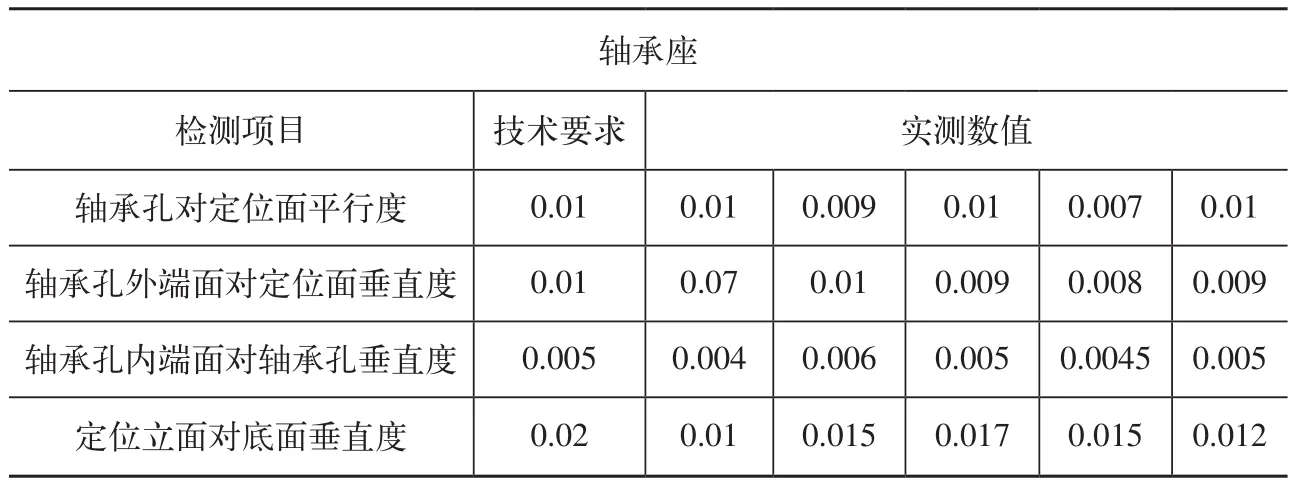
表1 (单位:mm)
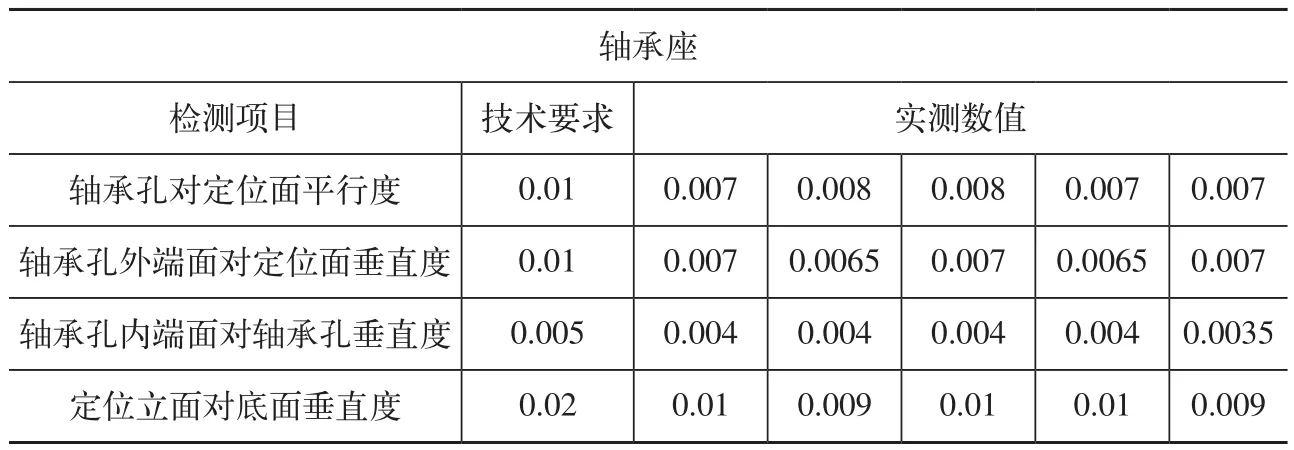
表2 (单位:mm)

表3

表4 (单位:元)
6. 管理模式对比
采用传统工艺流程,需人工统计产量、刀具寿命、合格品率、设备利用率、设备的故障率等等,数据的获取、传递、保存、享用均不便,不利于指导生产、管理生产。采用自动线工艺流程,通过总控系统、外部显示器、上位机及生产线看板等等配置,优化了管理模式。
自动线的性能
1.总控系统
目前,桁架式自动生产线的机械手一般均采用PLC控制,机床则采用独立的数控系统控制。本条自动线的最大特点:选用西门子840Dsl一套控制系统控制整条自动线的运作。如图3所示,其优势:通信方式灵活,易于与上位机进行数据交换,便于管理;有利于复杂工艺流程编写; 编程方式灵活。
一套控制系统的全柔性,可统一程序管理,实现个体单元的程序共享,程序之间可直接调用、启动、中断,使生产线的工艺流程更加灵活,实现全柔性。根据不同的零件,自动调用相应的加工程序、匹配相应的加工参数,进行柔性加工。
2. 外部显示器、上位机
设计一个监控工作台,其上设有外部显示器,内部有两台性能高的工业级服务器——上位机,通过以太网与现场设备进行数据交换,能够实现整条生产线设备运行状态的监视和控制,以及用于机床的状态维护和数据管理等功能。监控系统采用前沿的网页式设计,通过无线局域网或者是互联网,对生产线状态进行远程监控。
3. 生产线看板
在自动线上方悬挂一台液晶电视机,作为生产线看板(见图4),用于实时显示生产线的生产状态、原料状态、质量状况以及设备状况等生产数据。根据看板上提供的信息,工人可以更加有效地进行具体工作;工段长还可以从看板上监测生产状态、物料处理及设备运行状况。

图3

图4
4. 智能化体现
(1)可显示内容:①工件信息可显示内容:零件图样、加工工艺、加工工件数量、合格品数量、废件数量、成品件编码及废品件编码;零件各部位Cp值分析、成品Cp值分析。②加工轨迹可模拟显示:通过三维画面可直接反映出来。③刀具信息可显示内容:每把刀具数量统计、刀具种类数量统计、刀具总数统计(刀塔上把合刀具数量)、每把刀具寿命统计(刀片)、每把刀具寿命管理统计(人工输入)及刀具寿命管理(自动提醒换刀、使用时间显示)。④生产线性能分析可显示内容:生产线整体开工率,程序运行时间/开机时间的百分比;生产线整体故障率(所有设备报警的统计);合格品率(Cp值分析法)。⑤上位机与测量机连接,显示测量机的检测内容。上位机画面与外置显示器连接,点击后可直接显示上诉内容。
(2)报警:润滑报警、注油提示(机械手、主机);切削液(液位报警、更换报警及切削液注入时间等人工输入);液压站的温度报警、液位报警及液压油更换报警(液压油注入时间,需人工输入);设备维护含月维护报警(内容可输入)、年维护输入(内容可输入);刀具破损报警。
(3)可监控内容:各个点状态均检测,如刀具状态、程序管理、报警信息、加工现状、各设备效率等。相关人员只需打开浏览器通过局域网或互联网连接到自行研发的智能监控系统,按照不同的管理权限,可对整条自动线依据各自职能实现加工程序的远程传输、生产线状态的远程监控、产品数据管理和远程故障诊断。
(4)生产线的自适应性:测量机的配备实现了对零件关键部位的在线测量,测得的数据与上位机时时通信,对零件的质量实现在线监控和调整。
(5)分析统计界面:各设备报警及故障统计、各设备报警故障排除时间统计(人工输入)。
(6)其他功能:具有短信智能发送功能,当机床有故障或需要定时维护时,能够“主动”发送短信给相关人员,进行及时提醒。
结语
从上述可见,轴承座自动线具有极高的智能化,可有效地提高产品质量、提高生产率、降低成本和优化管理模式。
轴承座自动线的成功开发,对行业内部来讲,将为机床产量的提高提供生产能力储备,同时为轴承座的标准化、产业化提供平台;对国外而言,可展示我国拥有完整智能化生产线制作能力,可快速而有效地服务用户市场,起到自动线示范应用作用。
参考文献:
[1]梁昌鑫,贾延纲,陈孝.工业自动化现状和发展趋势[J].上海电机学院学报,2008(3):74-77.
收稿日期:(20141105)
