直通管接头A尺寸检测工装
2015-02-20贵州航天精工制造有限公司遵义563006杨玖锡先世兵
■贵州航天精工制造有限公司 (遵义 563006) 杨玖锡 王 凤 先世兵
直通管接头A尺寸检测工装
■贵州航天精工制造有限公司 (遵义 563006) 杨玖锡 王 凤 先世兵
摘要:随着直通管接头被航空航天行业的大量使用,对加工该产品中的一个A尺寸的检测越来越重要。在此介绍该产品A尺寸的检测方法以及专用检测工装的使用。
近年来,直通管接头在航空航天行业有大量需求,该产品一个重要的性能要求就是两端管接头内锥的漏油密封试验,事关该试验的重要尺寸就是A尺寸的保证,而该尺寸在加工中的检测控制尤为重要。尽管在生产加工中,诸多企业采用不同的检测方法,但始终没能找到最佳的检测方法,经过实践,我公司专用工装的检测方法值得推广运用。
1. 产品背景
随着航空管路件需求的不断扩大,公司所加工的一种直通管接头产品(见图1)要求也随着航空行业客户的需求增加而不断递增。由于公司目前检测设备上不完全具备更好的检测方法,为了确保产品质量要求,该产品在加工过程遇到了不少问题。尤其是两端A尺寸和d2尺寸的检测,由于该尺寸对产品性能试验中的耐压和气压泄漏试验是直接关联的,因此采取了不同的检测方法来保证加工后的产品尺寸符合工艺要求。经过一段时间的摸索、验证,设计了一种专用检测工装(见图2)。
2. 工装结构特点
该检测专用工装结构示意图如图3所示。主要由件1(见图4)和件2(见图5)组成。为了能使该工装在常温环境下长期检测表面不被腐蚀生锈,通常选用不锈钢类(如1Cr17Ni2)材料制造而成。该检测工装件1是1个圆形套筒,件2是1个一端带3/5球体的圆柱结构。件1与件2为了既满足检测精度要求,又要方便检测操作要求,从设计上选择以H11/c11的间隙配合方式。该检测工装的核心结构设计在于图3中的d2和A尺寸部位,d2尺寸和A尺寸的确定原则是按照所检测直通管接头产品的尺寸。d尺寸设计的确定原则一般稍比d2大2mm左右。件2球体端设计颈部是为了装配满足工艺要求。另外,件1与件2的H尺寸公差不大于0.05mm,否则检测出来的产品A尺寸无法保证。
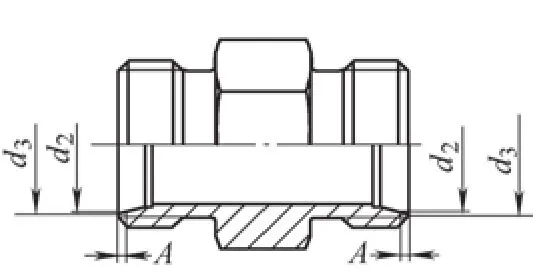
图1 直通管接头
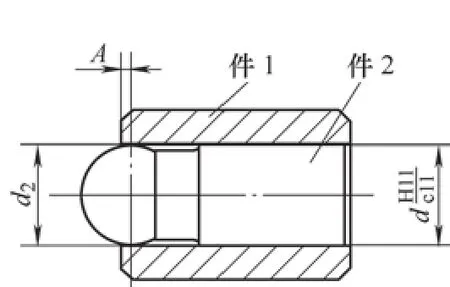
图2 直通管接头A尺寸检测专用工装装配示意图
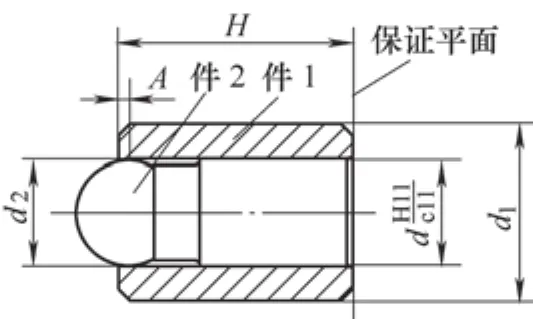
图3 直通管接头检测工装结构示意图
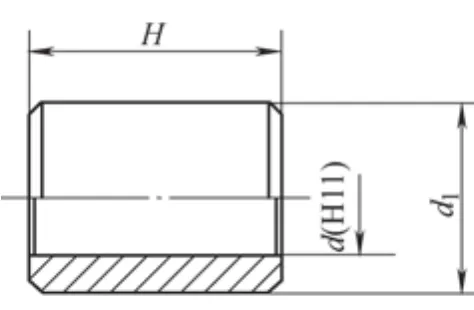
图4 件1结构示意图
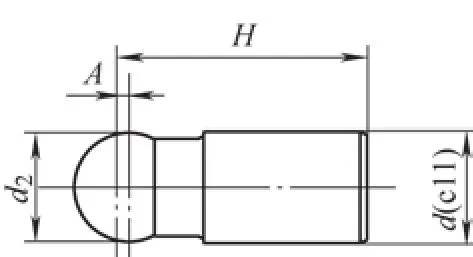
图5 件2结构示意图
3. 工作原理
将已加工待检测的产品与检测工装摆放如图6所示,即检测工装球体一端的件1端面与所检测d2产品端面结合对正,然后检测工装的件2在件1的导向下,完全与被测d2尺寸对位接触后,在检测工装的另一端(图6的上端)就存在着件1与件2的端面距离值,这个距离值只要用一般的游标卡尺测量就可以表现出该产品要测量的A尺寸值。产品的另一端A尺寸检测也按该操作方法进行检测即可。
4. 结语
该工装的设计、应用对类似的直通管接头产品检测A和d2尺寸既能反映产品的真实尺寸,又方便好用。在该工装没有设计和应用前,公司采用传统的破坏性投影检测、着色规检测,一方面采用破坏性投影检测成本大,操作麻烦;采用着色规检测误差大,不能很好地反映产品的真实尺寸。因此,该专用检测工装的设计与应用对该类直通管接头的生产加工尺寸检测控制具有很大作用和帮助。

图6 检测原理工作示意图
收稿日期:(20141020)
