导向套的工艺设计
2015-02-20河南工专用刀具有限公司新乡453002葛建华
■河南工专用刀具有限公司 (新乡 453002) 葛建华
导向套的工艺设计
■河南工专用刀具有限公司(新乡453002) 葛建华
摘要:本文介绍了一种专用导向套的工艺设计,针对导向套的加工难点进行详细的工艺分析和设计,通过制作专用夹具来保证导向套的加工精度,提高生产效率。
客户要求制作一批导向套,工件图如图1所示,所用材料为碳素工具钢T10A,热处理硬度55~60HRC。该导向套与常见的导向套结构不太一样,因为它同时具有2个导向孔,而且加工精度较高,孔径也较小,无法在热处理后进行磨削加工,因此加工难度较大。
1. 加工难点及工艺分析
(2)定位销孔及导向孔的孔距为(19.5±0.01)mm,(5.65±0.01)mm,(11.3± 0.02)mm,位置度要求0.01mm,精度较高,因此该两处孔必须在热处理后进行加工,以避免因热处理变形而造成孔距出现超差。
(3)由于是批量生产,需考虑在保证加工精度的条件下提高生产效率,因此需根据工艺要求制作专用夹具以提高生产效率。
2. 导向套的工艺设计
(1)导向套材料为碳素工具钢T10A,由于其热处理淬透性低、淬火畸变和开裂倾向大的缺点,经考虑后将其材料更换为合金工具钢9SiCr,其具有较高的力学性能、高的淬透性、耐磨性和耐回火性,以及较小的淬火畸变和开裂倾向,可完美替代T10A碳素工具钢。虽然原材料成本有些增加,但可大大降低导向套的废品率,综合考虑,还是很合算的。同时将导向套的热处理硬度增加到60~62HRC,以提高其耐磨性。
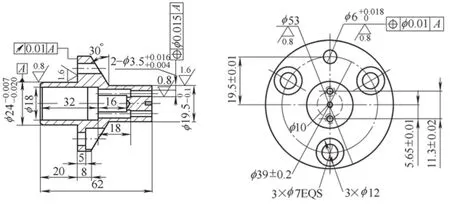
图1
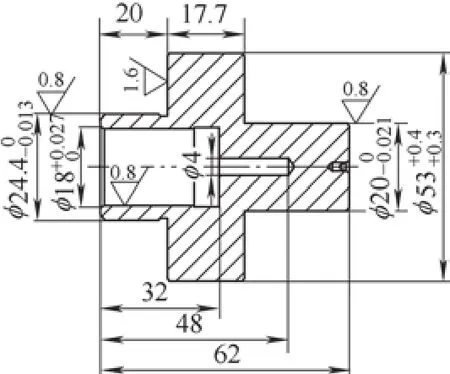
图2 工件图(钻模加工前)
(2)按图2进行导向套的机械加工:先进行车削加工,其中外圆φ24.4mm、φ20mm及内孔φ18mm均留0.3~0.4mm余量,其余均按图样车削;接着进行外圆磨工序,采取两顶尖对顶磨外圆至φm m、φmm;然后是内圆磨工序,找正φ24.4m m外圆后,磨内孔至φmm。
(4)按图4进行2个φ4.5mm内孔的钻削加工:钻模以工件φ18mm内孔及削边销定位,此外,考虑到钻模的孔径等尺寸问题,采用整体结构,用9SiCr合金工具钢制作,淬火硬度为62~64HRC。
(6)按图6进行导向套3个φ7mm均布孔的钻削加工:钻模以工件φ24.4mm外圆及φ5mm圆柱销定位后,钻削3个φ7mm孔至尺寸,钻模板上的工件1固定钻套内孔为φ7F7。钻孔后拆去钻模,用带导柱平底锪钻锪沉孔3个φ12mm至尺寸。
(7)按图7进行导向套φ10mm内孔的锪孔加工:钻模以工件φ18mm内孔定位,并用M6螺钉固紧,用φ10mm平底锪钻锪孔至尺寸。该钻模考虑到尺寸问题,仍采用9SiCr合金工具钢做成整体结构,以方便加工。
简单介绍一下,以上使用钻模均是在双柱坐标镗床T4263B上加工的,孔的位置精度可达到0.01mm。由钳工使用钻模来加工导向套孔均是在台式钻床上进行的,工件用φ160mm自定心卡盘夹持定位,放在钻床工作台上。由于钻削的孔径较小,钻削扭矩不大,故自定心卡盘可不用固定,以缩短辅助时间。同时,在钻孔时应适量添加切削液进行冷却,防止钻头烧伤。
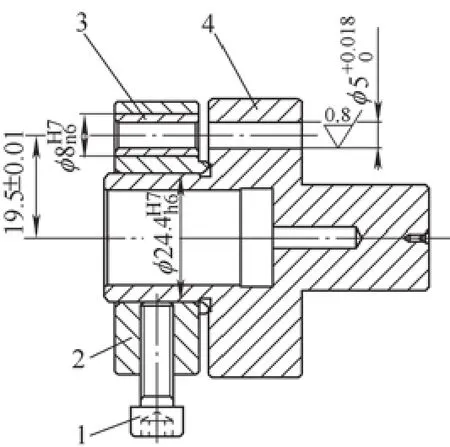
图3 钻模1(装配图)
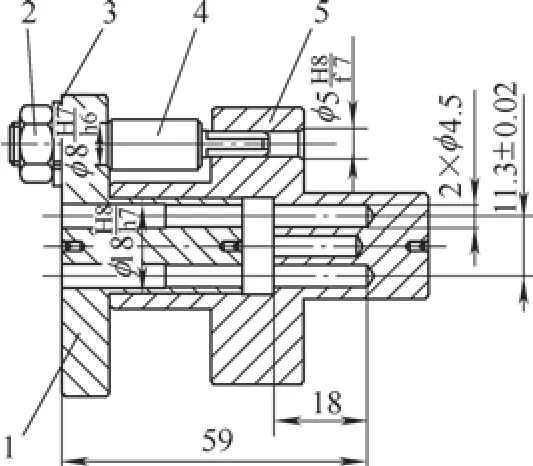
图4 钻模2(装配图)
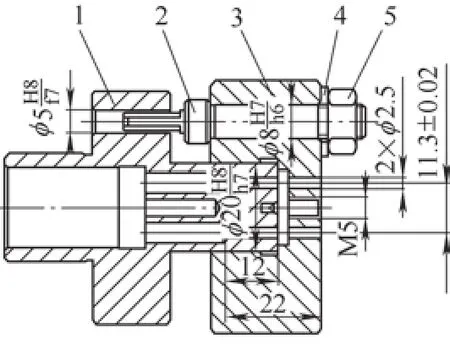
图5 钻模3(装配图)
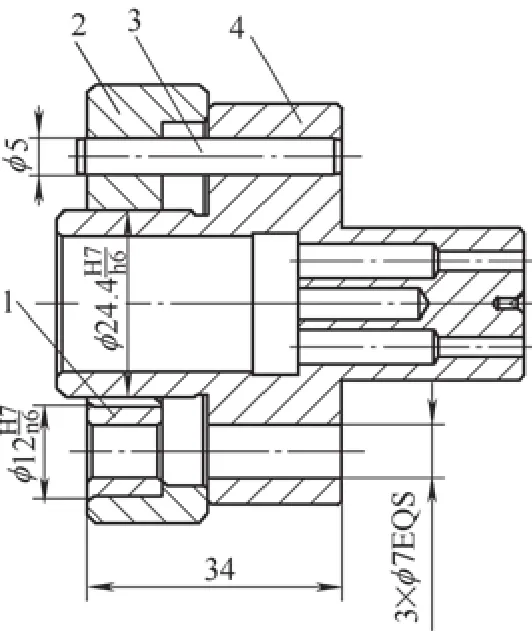
图6 钻模4(装配图)
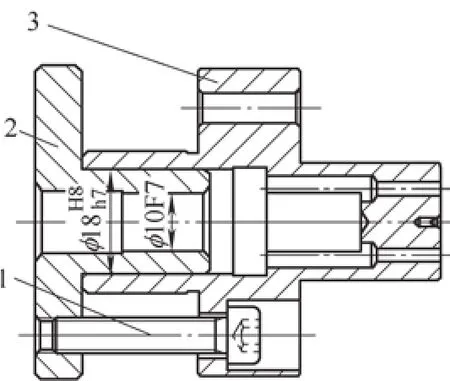
图7 钻模5(装配图)
(8)按图1所示由车工车削30°圆锥面至尺寸后,由钳工去除孔口的毛刺并倒钝。经检验部门检验合格后送往热处理进行淬火处理。
(9)工件淬火硬度合格后,由车工对研中心孔及孔口60°锥面,并下转外圆磨工序磨削外圆φ53±0.01mm、φmm、φmm,并靠磨端面至尺寸。
(10)进行线切割工序:最初考虑采用慢走丝线切割来加工定位销孔及导向孔,这样可保证导向套的尺寸精度及表面粗糙度要求,不需再进行加工。但本厂没有这种慢走丝线切割设备,经外协询价,加工费用较高,且交货期没有保证,故此方案被否定,因此考虑利用本厂的快走丝线切割DK7732来加工导向套。DK7732线切割机床的加工精度为0.01mm,可以满足导向套的加工精度,但切割面的表面粗糙度值最多只能达到Ra=3.2μm,保证不了导向套的要求。因此在线切割切割孔时,孔径应留有0.03~0.04mm的余量,再用整体硬质合金铰刀进行铰削,即可达到导向套的表面粗糙度要求。具体加工步骤:用线切割切割一夹具,以导向套的φ24mm外圆定位,并用强力磁铁吸牢,防止导向套的转动。导向套经切割后,下转至钳工工序,用带导向的整体硬质合金铰刀将定位销孔及导向孔铰削至尺寸。至此,该导向套已加工完毕。
3. 结语
导向套经用户使用证明,效果良好,现已重复订货。通过本次导向套的工艺设计,不仅满足了产品的加工精度,同时利用制作的专用夹具,提高了生产效率。这种工艺设计的思路,希望能为同行提供参考和借鉴,更好的完成本职工作。
参考文献:
[1] 吴宗泽. 机械设计手册(上、下册)[M]. 北京:机械工业出版社, 2002.
[2] 陈家芳. 实用金属切削加工工艺手册(2版) [M]. 上海:上海科学技术出版社, 2004.
[3] 浦林祥. 金属切削机床夹具设计手册(2版)[M]. 北京:机械工业出版社, 1995.
[4] 樊东黎, 徐跃明, 佟晓辉. 热处理工程师手册(2版)[M]. 北京:机械工业出版社,2004.
[5] 上海市金属切削技术协会. 金属切削手册(3版)[M]. 上海:上海科学技术出版社, 2000.
专家点评
这种零件加工难度大(硬度高),加工尺寸和位置精度都较高(0.01mm),如何保证加工精度,是工艺人员的比较头疼的事情。此文详细介绍了零件的加工过程、工艺安排、工装制作以及其中的一些机动灵活的满足并符合设计要求的变化(比如使用材料的代替),这些内容对同行的工艺人员有很好的启发和借鉴作用。
收稿日期:(20140910)
